Предварительный нагрев изделия несколькими дугами постоянного тока имеет целью значительно ускорить процесс сварки.
Настоящее изобретение касается устройства для подогрева металлического изделия несколькими дугами постоянного тока, горящими между угольными электродами и подогреваемым изделием. Это устройство отличается от известных тем, что, с целью обеспечения равномерного сгорания электродов при подаче их одним механизмом, каждый из электродов приключен к отдельному трансформатору и эти трансформаторы включены на первичной стороне последовательно, а на вторичной - соединены с электродами через выпрямители, сглаживающие дроссели, фильтры, не пропускающие высокочастотных колебаний, и нулевые реле, приключающие электроды к общему осциллятору для зажигания дуги без короткого замыкания электродов на изделие.
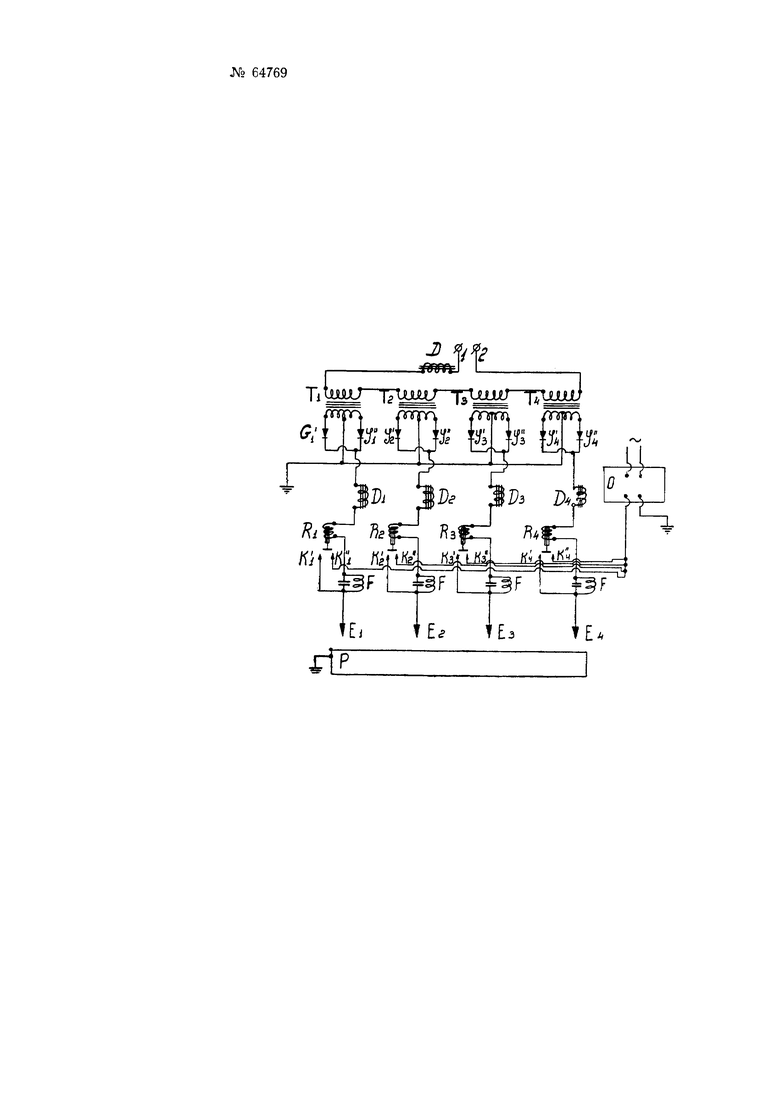
Принципиальная сущность предлагаемого устройства поясняется чертежом, на котором изображена схема устройства; здесь буквами T1, T2, T3 и т.д. обозначены трансформаторы, G1′, G2′, G3′, G1′′, G2′′, G3′′ и т.д. купроксные выпрямители, D1, D2, D3 и т.д. дроссели, сглаживающие пульсации, D - общий балластный дроссель, 1 и 2 - зажимы первой фазы и нуля, R1, R2, R3 и т.д. - реле, размыкающие контакты K1′, K1′′, K2′, K3′′, K3′, K3′′ и т.д., О - осциллятор, F - фильтры, не пропускающие высокочастотных колебаний, E1, E2, E3 и т.д. - угольные электроды, подаваемые одной общей изолированной пластиной, Р - подогреваемое изделие.
Как видно из схемы, первичные обмотки трансформаторов T1, T2, T3 включены последовательно. Это обеспечивает одинаковое потребление тока всеми дугами. Осциллятор О обеспечивает зажигание дуги без предварительного прикосновения электрода к изделию. Как только зажжется дуга, реле R1 разомкнет контакты K1′, K1′′ и разъединит электрод E1 от осциллятора.
Фильтры F состоят из конденсаторов в 0,05-0,1 F на 600-800V и нескольких витков толстой проволоки без железа. F защищают от пробития G и Т.
Общим дросселем D можно регулировать силу тока в дугах.
Все купроксы должны помещаться в общем ящике, снабженном одним вентилятором, что значительно повысит допускаемую нагрузку. Трансформаторы Т, как маловитковые, могут быть с воздушным охлаждением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2008 |
|
RU2371890C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Устройство для управления работой плазмотрона постоянного тока | 1989 |
|
SU1668073A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ АГРЕГАТА | 1998 |
|
RU2141604C1 |
| Способ сварки электрозаклепками | 1957 |
|
SU108351A1 |
| УСТРОЙСТВО ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2096147C1 |
| Сварочный аппарат для сварки металлическим электродом | 1991 |
|
SU1825684A1 |
| ДАТЧИК ТОКА СВАРКИ | 2003 |
|
RU2252118C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННОГО ТОКА | 1934 |
|
SU51345A1 |
Устройство для подогрева металлического изделия несколькими дугами постоянного тока, горящими между угольными электродами и подогреваемым изделием, отличающееся тем, что, с целью обеспечения равномерного сгорания электродов при подаче их одним механизмом, каждый из электродов приключен к отдельному трансформатору и эти трансформаторы включены на первичной стороне последовательно, а на вторичной соединены с электродами через выпрямители, сглаживающие дроссели, фильтры, не пропускающие высокочастотных колебаний, и нулевые реле, приключающие электроды к общему осциллятору для зажигания дуги без короткого замыкания электродов на изделие.
