1
Изобретение относится к литейному производству, в частности к способам производства отливок.
Известны способы литья под низким давлением, в которых расплав заливается в форму по металлопроводу из тигля под действием сжатого газа. Давление газа на расплав не снижается до конца кристаллизации его в форме 1.
При таких способах литья под низким давлением необходимо делать массивные коллекторы, металлопровод должен иметь большое сечение и незначительную длину, т. е. форма должна находиться непосредственно под тиглем. Это усложняет конструкцию Машины н уменьшает вь1ход годного литья.
Известен также способ изготовления отливок под низким давлением, заключающийся в том, что расплав жидкого металла подается по металлопроводу через полый формообразующий стержень и далее через отверстия с заслонками в формообразующем стержне заполняет форму и компенсационн,ые прибыли. По окончании заполнения формы давление в полости формы и давление
В тигле выравнивают. Из полости формы расплав сливается, причем его сливается столько, сколько успеет вылиться через отверстия в формообразующем стержне, пока не закроются заслонки. После кристаллизации отливки форма разбирается, освобождается отливка и из нее выбивается стержень 2.
Однако такой способ изготовления отливок под низким давлением пригоден для производства оТливок, имеющих пустотелый стержень. Выполнение устройства, реализующего этот способ, затруднено из-за присутствия в устройстве заслонок, которые должны выдерживать высокую ;гемпературу и циклическую нагрузку. Заслонки для пропуска расплава в форму не позволяют п.ерекрывать герметично полость формы. В форме наблюдается перемещение металла, что отрицательно влияетна качество литья.
Цель изобретения - расширение номенклатуры литья и уменьшение расхода расплава.
Это достигается тем, что кристаллизацию расплава в форме и удаление его излишков из литникового хода и металлопровода осу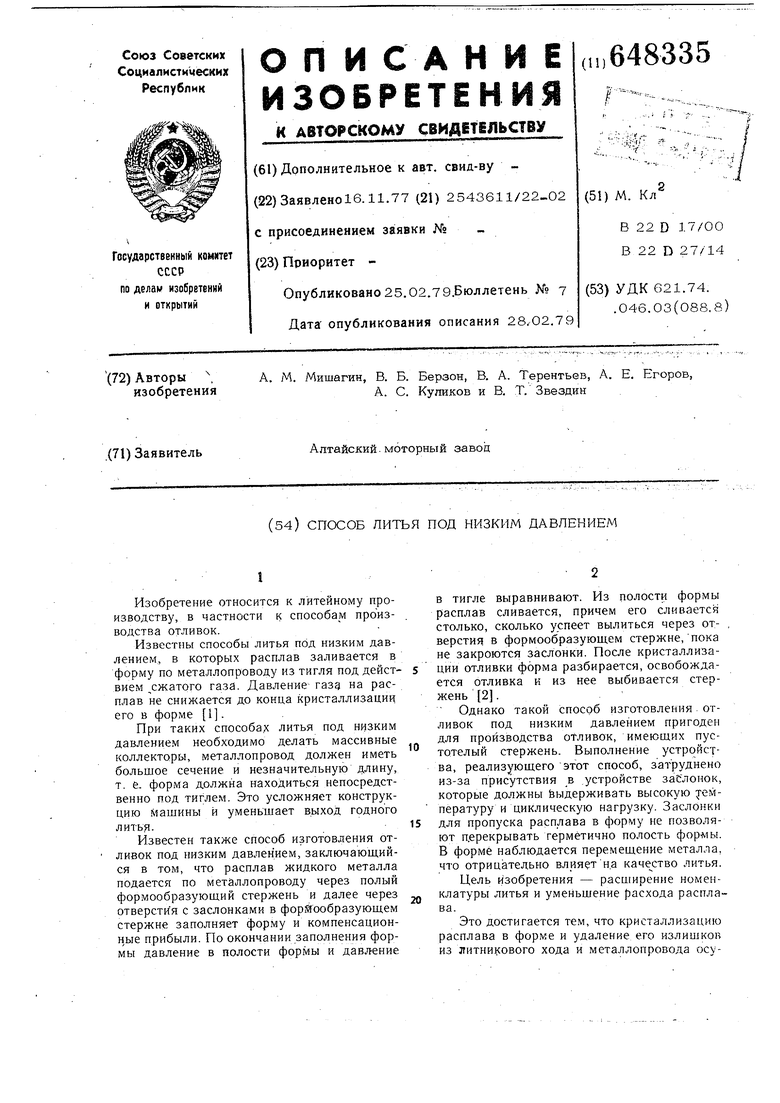
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
| СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ В МЕТАЛЛИЧЕСКУЮ ЛИТЕЙНУЮ ФОРМУ | 2024 |
|
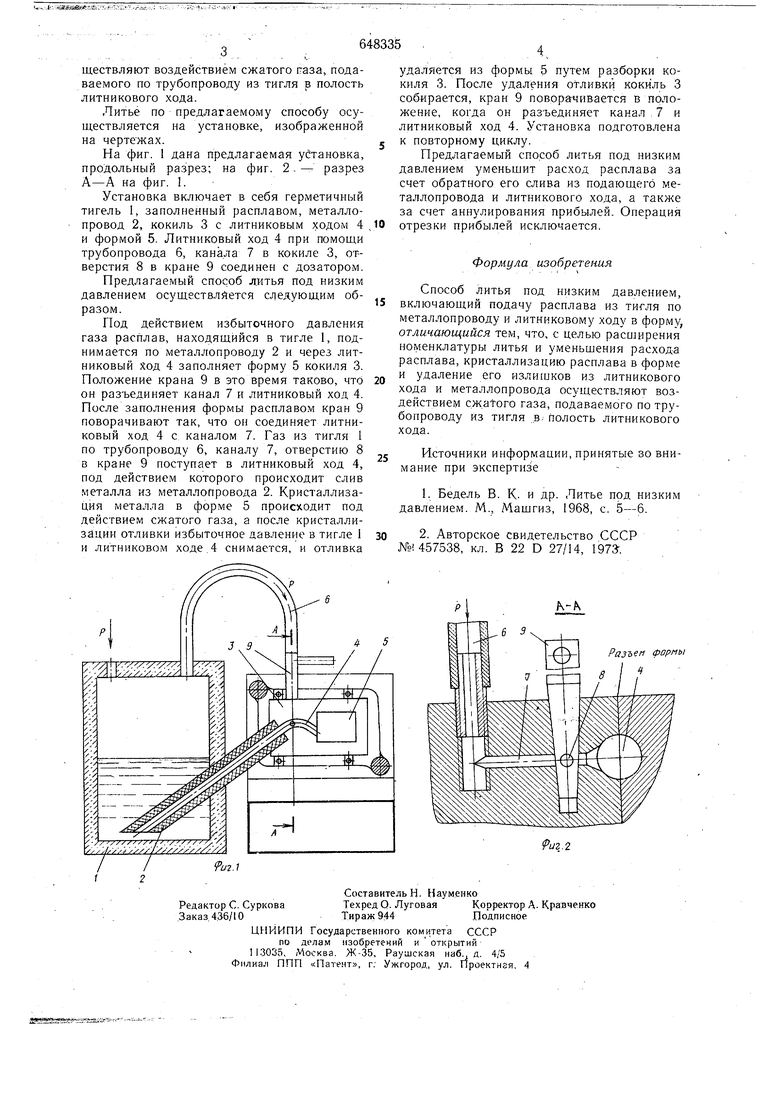
RU2830088C1 |
| Способ литья под регулируемым газовым давлением в разовые формы | 1982 |
|
SU1061910A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Способ литья под газовым давлением | 1983 |
|
SU1097448A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Способ литья под газовым давлением | 1983 |
|
SU1118475A1 |
