(54) СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ РЕЗАНИЯ Между тем прогрессивные конструкции металлорежушего оборуаования в процесс Ётомвтизации средне - и мелкосерийного производства путем создания комплексов быстр опереналаживаемых станков с ЧПУ, управляемых от аен ральной ЭВМ, требует высокой наоежности инструмента в работе во всех случаях часто .меняк)1Цйхся заготовок. Це/шю настоящего изобретения яв- nfletcu повышение надежности ииструмента в работе путем учета фактически физиксисимических свойств о абать1вае MWO и инструментального материалов; Для этого измеряют оптическим цветовым HHpoMetpoM температуру контак та инструмент д еталь, вычиспяйт зави чcijMOCTb производной термоэдс по тем- пёратуре контакта и по полученной зависимости выбирают Скорость резания, соответствующую минимальному значению производной. В начале обработки детали производя pedaifaie с переменной скоростью, за счет чего получают зависимость производной термоэдс, по температуре кон такта.-; V, . .. ....: ., . ,. . :.,.:;-... На 4мг. 1 дана схема осушеотвления способа на примере обработ1ш детали типа фланца} на фиг. 2 - график зависимости термоэдс и температуры от скорости резания; .на . 3 - уСтройс-г во для реализации предлагаемого спо срба. Заготовка , установленная в патрон стаиса, подаергается предварительной обточке по торцу А. При этом скорость рёзания при постоянной частоте вращения шпинделя меняется в некоторых пре делах, Пой аемые при этом сигналы: первый, терМоэдс в функции скорости .ржания Ё « Е (Y), и второй, темпеpatypa скользящего контакта, ре1 истрируемая оптическим цветовым пирометром, тшсже в функции скорости резания Т Т (V), показаны на фиг. 2. Вид этих функций может с утйественно отличаться не только при переходе на фугую марку обрабатываемого материала, но, например, при его термообработке, являясь характеристическим для данной napbt инструментального и обрабатьюавмого Материала, Исследованиями установлено, что, несмотря на схожее монотонное возрастание функций Е и Т,/между ними имеется различие в форме и координате (Yj) точек перегиба (фиг. 2), опрёделяе
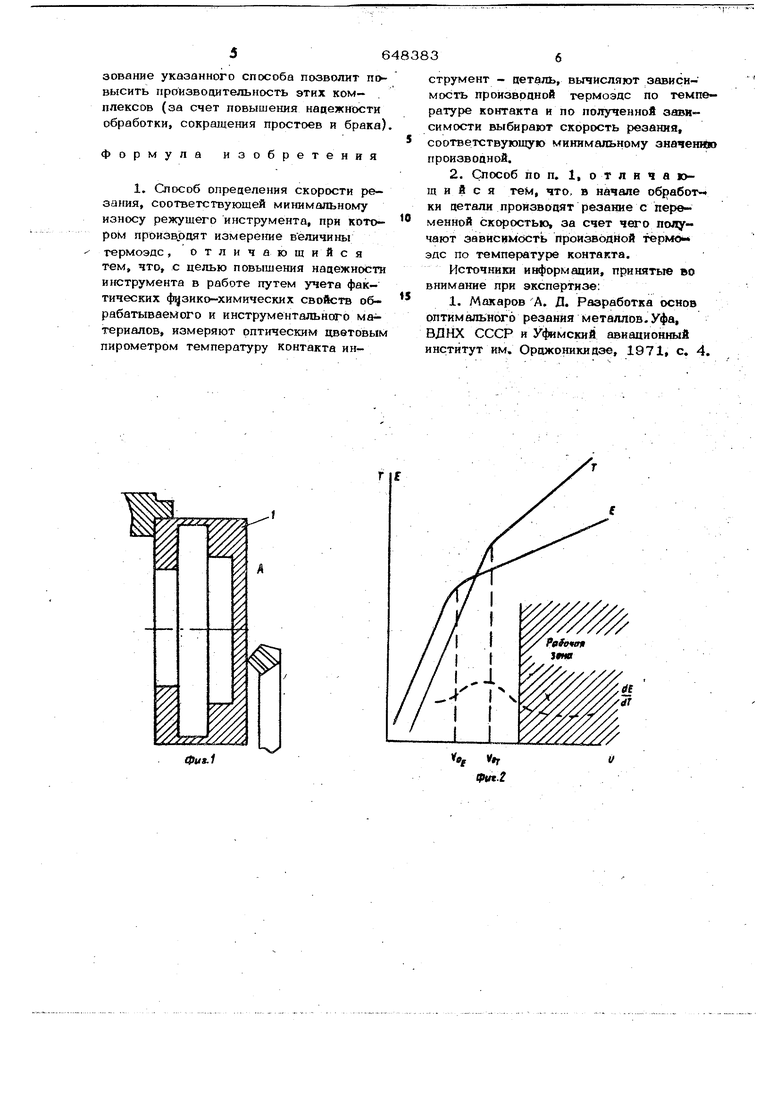
648383 мое физико-химическими свойствами материала заготовки и, например, твердого сплава. Это различие сказьюается на виде и величине функции , т, е. производной lOT термоэдс по; температуре, показанной на фиг, 2 пунк,тиром. Физически значение производной соответствует коэффициенту об в формулё Зеебека, записанной в дифференциальной форме , и характеризует взаим одейстие инструментального и обрабатываемого материалов а условиях скользящего контакта. По Виду функции dE«e| (Y) и ее значению производят выбор скорости резания, при котором взаимодействие обрабатываемого и инструментального материалов минимально (минимальна величина производной), т, е, минимален износ инструмента. На фиг. 3 показано возмсйкное расположение технических средств, обрабатываемой заготовки 1, режущего инструмента 2, пирометра 3, наведенного на вершину режущей кромки, блока 4 регистрации термоэдс Е и температуры Т контакта, системы S управления станка и привода 6 главного движения стан ка, ... На основании данных, поступающих в блок 4 контроля, в период изменения скорости резания (предварительной обточки) вычисляют значения функции 4 р..-.-... , определяют скорость резания, со О Т ответствующую-се минимуму, и посредством системы 5 управления станка управляют приводом главного движения станка так, чтобы фактическая скорость резания находилась в допустимом диапазоне. Все сказанное выше подтверждает, что предлагаемый способ может обеспечить надежность инструмента в работе цйже при обработке первой заготовки и учесть ее индивидуальные особенности, например, термообработку, т. е, в таких условиях, когда известные способы неэффективнь. При этом отпадает необходимость проведения стойкостных испытаний. В современных комплексах станков с ЧПУ, управляемых от ЭВМ, использование указанного способа позволит повысить произвоцительность этих комплексов (за счет повышения надежности обработки, сокращения простоев и брака)
Формула изобретения
1. Способ определения скорости резания, соответствующей минимальному износу режущего инструмента, при котором произврцят измерение величины термоэдс, отличающийся тем, что, с целью повышения нацежиости инструмента в работе путем учета фактических фузико-химических свойств обрабатываемого и инструментального ма териалов, измеряют оптическим цветовым пирометром температуру контакта инструмент - деталь, вычисляют зависимость производной термоэдс по температуре контакта и по полученной зависимости выбирают скорость резания, соответствующую минимальному энвченкго производной.
2. Способ по п. 1, о т л н ч а ющ и и с я тем, что, в начале обработ- ки детали производят резание с пер&менной скоростью, за счет чего подучают зависимость произвбдйой термо эдс по температуре контакта.
Источники иЕв|)ормации, принятые во внимание при экспертизе:
1. Макаров А. Д. Разработка основ оптим ального резания металлов. Уфа, ВЛНХ СССР и Уфимский авиационный институт им, Орджоникидзе, 1971 с, 4.
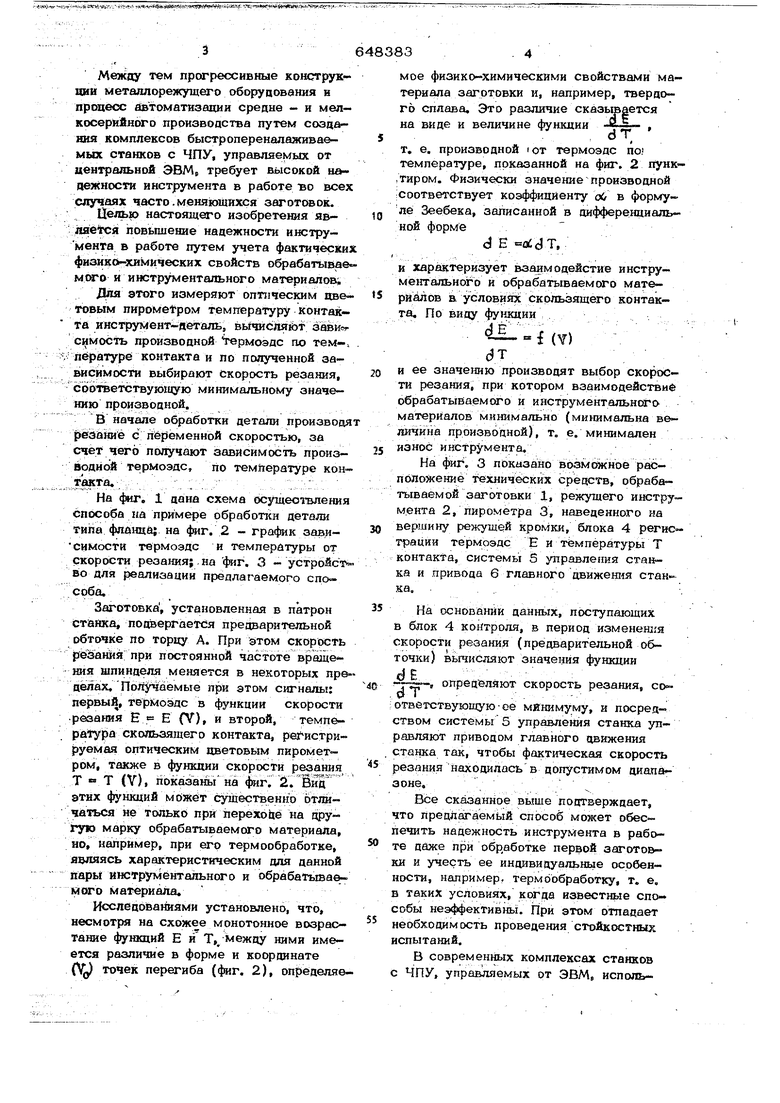
Фия-1
