В йЗЕеслных уСтройсТвах для агрева и за.калки проволоки, пропускаемой в две Закалочиые ванны через |ролийИ|, к которым под1водится электрический ток, не обеспечивается стабильный температурный режим обеих в айн, так клк проволока пропускается только с одного ко-нца. В предлагаемом устройстве в каждой -из обеих ванн помещены как приемный, так отводящий ролики для -пропуска nocTynaiomeu из бухт с разных коицов проволоки. Этим обеспечивается предварительный подогре в поступающей на прие-мный рюлуж проволоки теплом захглЛЭмпоП жидкости, нагреваемой нрозолской, сходящей с отзо-дяшего ролвка, т. е. каждая ванна отдает некоторое колкчестго тепла на подогрев проволоки и получает некоторое количество тепла прл закалке 1П(р101ВОлоки, что обеспечивает стабильность их температурного режима.
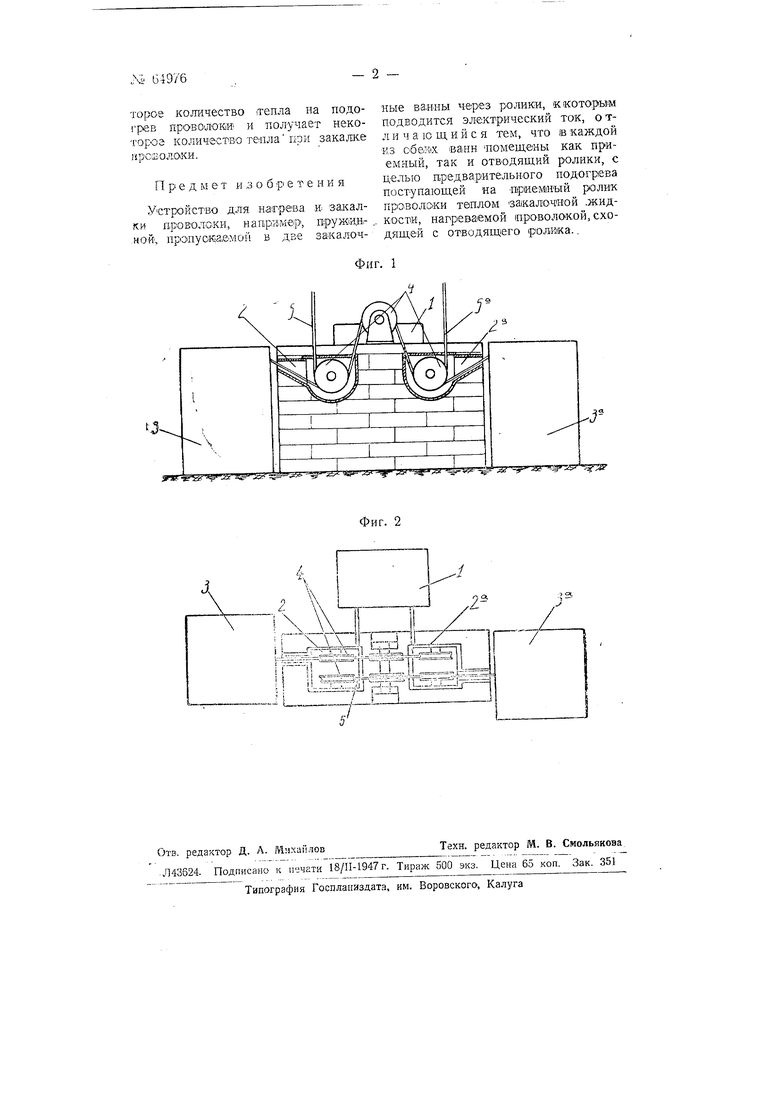
На чертеже фиг. изображает боковой вид предлагаемого устройства и фи,г. 2- его вид в плак.
УстглоЕ1ка состоят из понижающего трансформатора 1, вторичная обмотка которого соединена с двумя железны1М|И| ваннами 2 и 2а, в которых находится расплавленный свинец. Выутри ванн и между ними находятся 3 пары рол|Кков 4. Проволока 5 из бухты поступает в намну 2 И по роликам 4 переходит в ванну 2а. Отрезок проволоки, находящийся между ваннами, замыкает вторичную обмотку трансфор латора и нагр1евается током до темпесатуры закаики. Перемещаясь по р1олк,кам, «агретый отрезок проволоки охлаждается в вадане 2а до тео.пюратуръ дикоймальной уСтойчивости аустенйта у этой стали. Из ван«ы 2а проволока в аустенитном состояьЕ-ш поступает в станок За для навивки пружины.
Навстречу предыдущей другая проволока 5а. Она поступает ИЗ бухты IB ванну 2а и по ролкка1М 4 переходит в ванну 2. Отрезок проволоки между ваннами также нагревается током до температуры закалки... Переохлаждеаие аустеяита происходит в ванне 2. Навивка пружпнЫ производится в CTaiHiKe 3.
ОднОВременнал работа двух станков для навивки пружин обеспечивает стабильный режим обеих ва«н, так как каждая изНИХ отдает некоторое количество 1тепла на подогрев Проволоки к получает кекоторсэ колич&ство теила при закалке
- СЕОЛОКИ.
пред м е т и з о б ре т е н и я
У стройство для HairpeBa и- закалки проволоки, HanpHiM&p, пр-уж1И.нной, прзпуока.&мой в две закалочные ванны через ролики, к которым подводится электрический ток, отличающийся тем, что IB каждой из сбеах 1ванн помещены как приемный, так и отводящий ролики, с целью предварительного подогрева поступающей на лр1ием|Ный ролик проволоки теплом закалочной .жидкости, нагреваемой проволокой, сходящей с отводящего |роли«а..
| название | год | авторы | номер документа |
|---|---|---|---|
| Герметическая печь сопротивления | 1941 |
|
SU62236A1 |
| Устройство для электрического нагрева изделий | 1947 |
|
SU74741A1 |
| СПОСОБ ЗАКАЛКИ ПРОФИЛЬНОЙ ЛЕНТЫ ДЛЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147041C1 |
| Устройство для термообработки стальной проволоки | 1986 |
|
SU1500167A3 |
| Способ нагрева металлических изделий перед закалкой | 1937 |
|
SU53589A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| Способ производства высокопрочной проволоки из стали и линия для его осуществления | 2018 |
|
RU2705835C1 |
| Способ изготовления пружин | 1989 |
|
SU1726537A1 |
| Способ термической обработки стальных шаров и устройство для закалки стальных шаров | 2021 |
|
RU2766621C1 |
| Агрегат для термообработки изделий | 1980 |
|
SU926044A1 |
,,33DEIC™|is4
Фиг. 2
