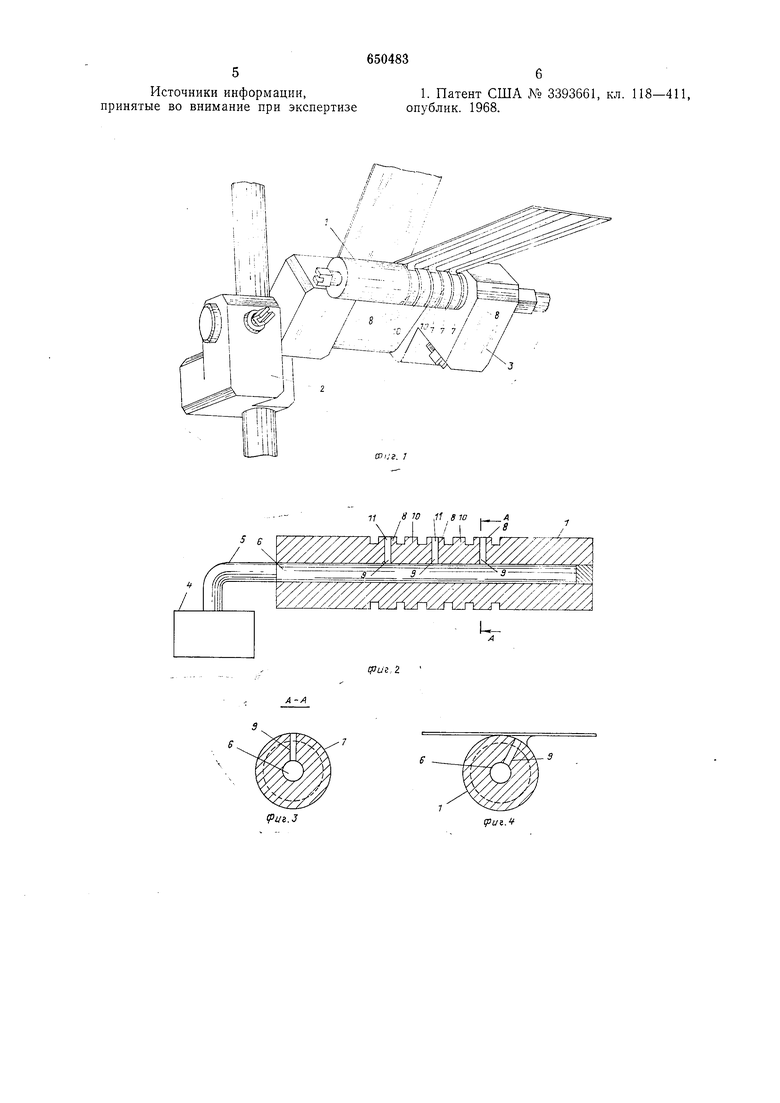
живается в нужном положении с помощью монтажных блоков 2 и 3, источник 4 подачи покрывающего материала, соединенный трубопроводом 5 с головкой. В головке 1 выполнен продольный канал 6. На ее наружной поверхности выполнены параллельные пазы 7, расположенные перпендикулярно продольной оси головки и образующие выступы 8. Поверхность головки, контактирующая с лентой, выполнена выпуклой. В выступах 8 имеются радиальные каналы 9. Выступы 10 не используются для целей нанесения покрытия, а используются в качестве опор, чтобы предупрел дать прогибание или вспучивание ленты. Выходные отверстия 11 радиальных каналов 9 расположены за последней точкой контакта ленты с наружной выпуклой поверхностью головки. Причем ось выходного отверстия радиального канала образует с ее диаметральной линией, проходящей через последнюю точку контакта ленты с наружной выпуклой поверхностью головку, угол, предпочтительпо равный 5°. Размеры выходпых отверстий соответствуют щирине выступов. Головка фиксируется в нужном положении с помощью винта.
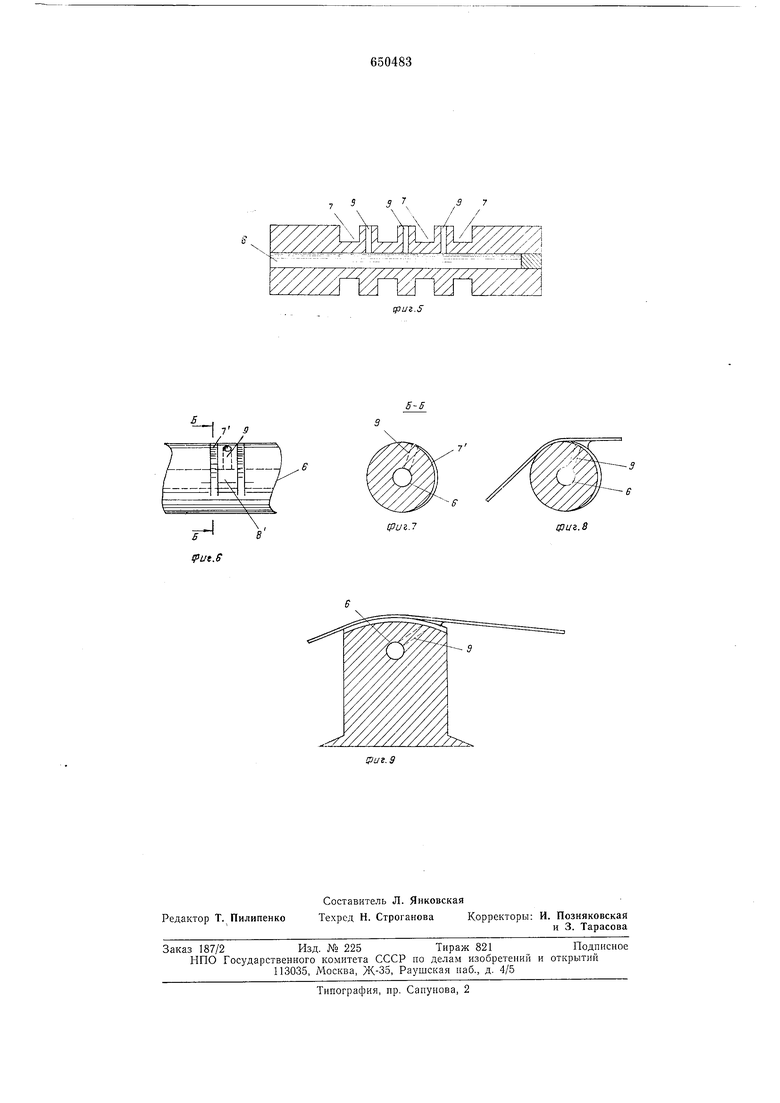
На фиг. 6-8 показана головка, в которой только часть наружной поверхности выполнена с пазами 7, образующими между собой выступ 8, расположенный на дуге порядка 90°.
На фиг. 9 дан еще один вариант головки, имеющей искривленную поверхность только с одной стороны. Головка может изготавливаться из различных металлов, таких как нерл авеющая сталь, алюминий, бронза, латунь, медь и др. металлы. Кроме того, могут использоваться пластмассовые головки или головки с покрытием из полиэтилена, политетрафторэтилена, нейлона и пр.
Устройство работает следующим образом.
Головку устанавливают поперек направления движения ленты. Покрывающий материал подается внутрь головки и через радиальные каналы 9 поступает к выходным отверстиям 11 на выступах 8, располагающимся за последней точкой контакта ленты с головкой. При этом образуется мениск покрывающего материала у поверхности каждого выступа. Мениск, который находится в контакте как с лентой, так и с поверхностью выступа, обеспечивает определенный запас материала, который подхватывается движущейся лентой. При этом на ленте образуются непрерывные полосы покрытия. Предпочтительно, контакт движущейся ленты с головкой ограничивается дугой порядка 180° или меньше.
При использовании направляющих валиков возможны контакты по дугам вплоть до 340°. При таком способе нанесения покрытий пет необходимости обеспечивать полностью закругленную наружную поверхность головки, а требуется только, чтобы последняя имела закругленную (выпуклую) поверхность в том месте, где с ней осуществляется контакт движущейся ленты. Такая форма головки обеспечивает плавное перемещение ленты. В качестве покрывающего материала используют полимерный материал или другое твердое или жидкое вещество. Также представляется возможным наносить растворы или дисперсии водные или другие. Покрывающий материал может подаваться в виде горячего расплава, раствора или дисперсии. Покрытие может паноситься на бумагу, термопластик, фольгу или металл. При нанесении покрытия на тонкую бумагу, такую как папиросная, скорость ленты составляет от 0,3 до 5,7 м/мин.
На чертежах показано нанесение покрытия на нижнюю сторону ленты. Также представляется возможным устанавливать головку таким образом, чтобы лента проходила снизу головки и покрывалась по
верхней поверхности. Кроме того, при использовании двух головок возможно двустороннее нанесение покрытия на ленту. При нанесении горячего расплава в головке предусматриваются нагреватели.
Устройство обеспечивает нанесение покрытий равномерной толщины.
Формула изобретения
1.Устройство для нанесения жидкого покрывающего материала на движущуюся ленту, содержащее удлиненную цилиндрическую головку с продольным капалом для
подачи жидкого материала, наружная поверхность которой, контактирующая с лентой, выполнена выпуклой с по меньщей мере двумя параллельными пазами, расположенными перпендикулярно продольной
оси головки и образующими выступ, выполненный с радиальным каналом, направленным выходным отверстием вверх и сообщающимся с продольным каналом головки, и средства транспортирования ленты
в направлении, перпендикулярном продольной оси головки, отличающееся тем, что, с целью нанесения покрытий равномерной толщины и исключения растекания материала в поперечном направлении,
выходное отверстие радиального канала расположено за последней точкой контакта ленты с наружной выпуклой поверхностью головки.
2.Устройство по п. 1, отличающеес я тем, что ось выходного отверстия радиального канала головки образует с ее диаметральной линией, проходящей через последнюю точку контакта ленты с наружной выпуклой поверхностью головки, угол,
предпочтительно равный 5°.
Источники информации, принятые во внимание при экспертизе
1. Патент США 3393661, кл. 118-411, опублик. 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия из жидкого материала | 1981 |
|
SU1066663A1 |
| Устройство для сборки узла табачного стержня с фильтрующим элементом, имеющим овальное сечение, посредством клейкой соединительной полосы, наматываемой внахлест | 1986 |
|
SU1595328A3 |
| Гидростатические подшипники, содержащие канал поддержки волокна для поддержания оптического волокна в процессе вытяжки оптического волокна | 2018 |
|
RU2772442C2 |
| УСТРОЙСТВО ПИТАНИЯ РАСПЫЛИТЕЛЯ ЖИДКИМ МАТЕРИАЛОМ ПОКРЫТИЯ | 2014 |
|
RU2656020C9 |
| ЕМКОСТЬ С АДГЕЗИВНОЙ ЭТИКЕТКОЙ | 2012 |
|
RU2615953C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОПТИЧЕСКОЕ ВОЛОКНО | 1997 |
|
RU2169125C2 |
| КАРМАННЫЙ КОНТЕЙНЕР ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ | 2008 |
|
RU2511301C2 |
| Способ изготовления пустотелой выпечки и устройство для его осуществления | 1982 |
|
SU1512470A3 |
| МЕХАНИЗМ ПРИВОДА ДЛЯ ДРОБИЛЬНОЙ МАШИНЫ | 2021 |
|
RU2812038C1 |
| РАЗДВИЖНОЙ РАСШИРИТЕЛЬ ДЛЯ РАСШИРЕНИЯ СКВАЖИН И СПОСОБ РАСШИРЕНИЯ СКВАЖИНЫ | 2007 |
|
RU2462577C2 |
S е
со/;г. ;
И
iput.S
cpuz.B
pUZ.7
