652869
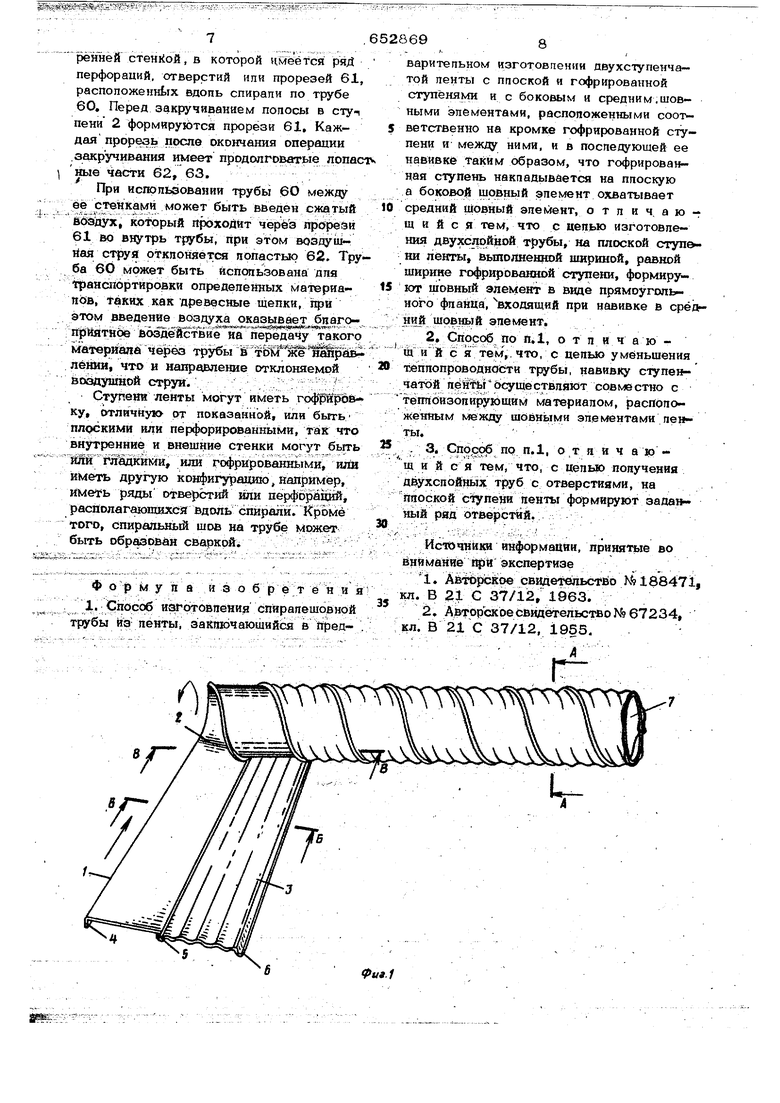
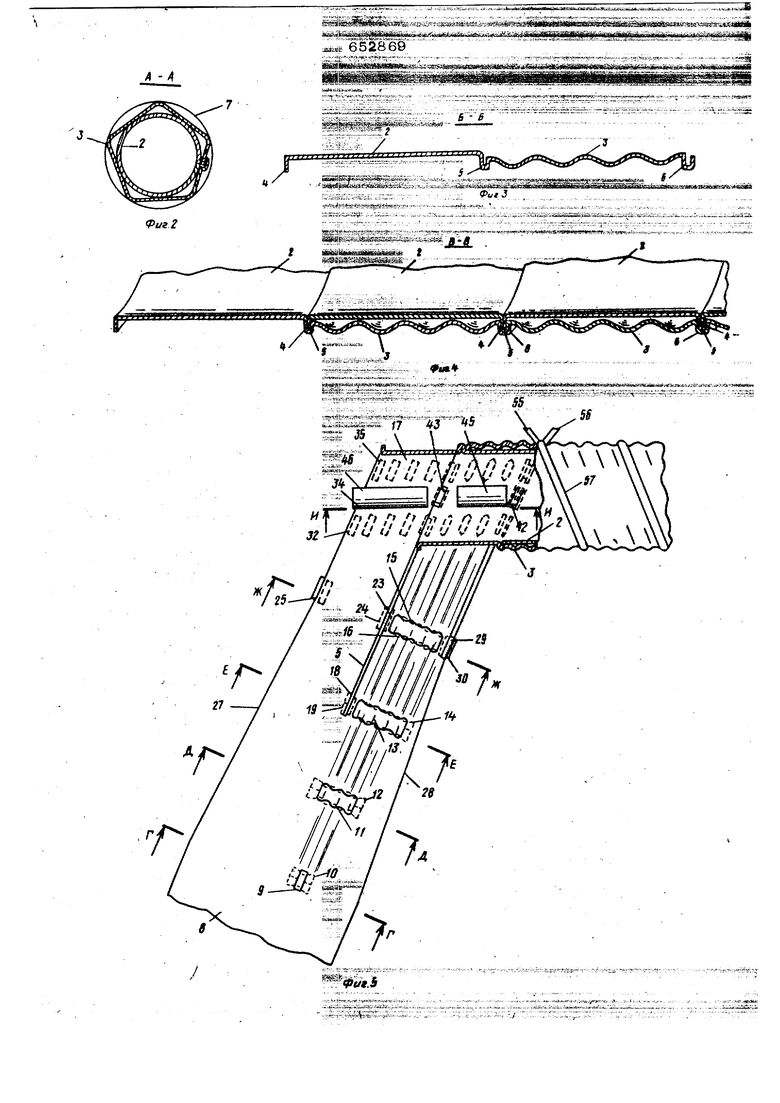
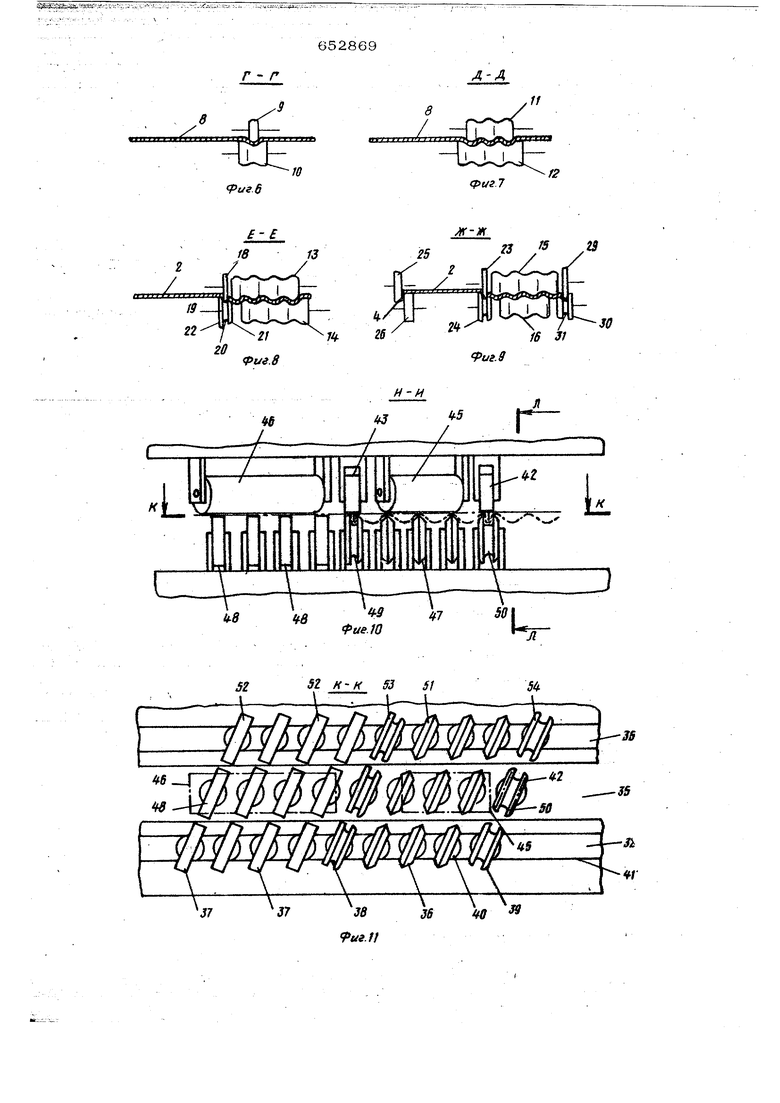
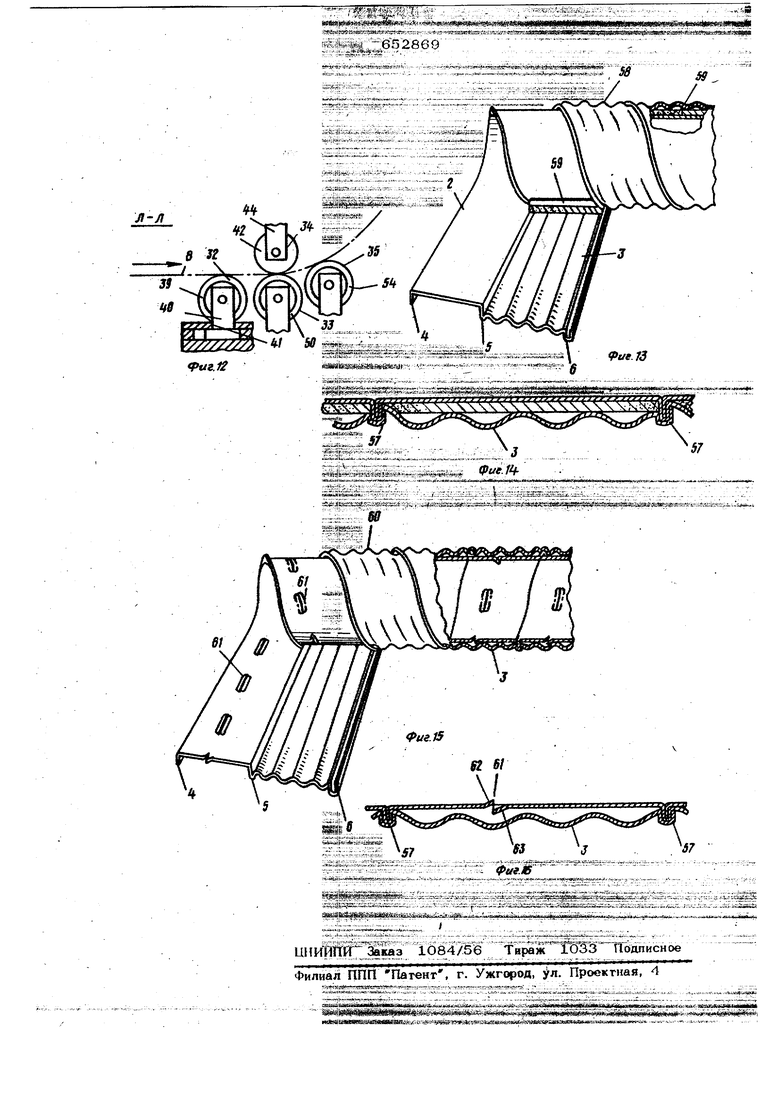
готовой трубы; на фиг. 2 - труба, имеющая гофрирова1шую впештого стенку и гладкую внутреннюю стенку, поперечное сечение А-А на фиг. Ij на фиг. 3 - металлическая полоска доскручивания, сечение Б-Б на фиг. 1; на фиг, 4 - сечение В-В на фиг. 1 (последующие стадии, через которые проходит металлическая полоска во время закручивания); на фиг. 5 -устройство,реализующее предлагаемый способ; на фиг. б - сечение Г-Г на фиг. 5; на фиг. 7 - сечение Д-Д на фиг. 5j на фиг. 8 - сечение Е-Е на фиг. 5;на фиг. 9 -сечение Ж-Ж на фиг. 5; на фиг. 10 - сечение И-И на фиг. 5; на фиг. 11 - сечение К-К на фиг. 1О; на фиг. 12.- поперечное сечение Л-Л на фиг. 1О; на фиг. 13 - этапы изготовления модифицированного вариантадвух-стенной трубы, имеющей изолирующий слой; . 14 - то же, поперечное сечецие; на.фиг. 15- этапы изготовления другой модификации двухстенной трубы, имеющей внутреннюю стенку в виде жалюзей; на фиг. 16 - то же, попереч/ ное сечение.
Способ 1зготовления спиралешовных труб заключается в предварительном и;зготовлении двухступенчатой пенты 1 с плоской 2 и гофрированной 3 ступенями и с крайним 4 а виде прямоугольного фланца, средним 5 и боковым 6 шовными элементами. Крайний элекгент 4 располагается на плоской ступени 2, боковой элемент 6 - на гофрированной ступени 3, а средний шовный элемент между ними. Ступени 2. к 3 выполняются Одинаковой щирины. При навивке гофрированная ступень 3 накладывается на плоскую ступень 2 и крайний щовный элемент 4 входит в средний элемент 5, который охватывается боковым шовным элементом 6, получая двухслойную трубу 7. Плоская пента ,8 сматывается с рулона (не показана) и пропускается через систему формующих валков 16 на пути к закручивающему устройству 17;
Когда полоса подается .к закручивающему устройству 17, она проходит также и через пары валков для формования шовных элементов.
Средний щовный элемент 5 формуется роликом 18, расположенным на одной оси с гофрирующим валком 13, и роликом 19, лежащим на одной оси с валком Г4. Ропик 19 имеет закругленный жело 2,0. Фланец 21 ролика 19 имеет диамет равный максимальному диаметру вапка
14, а фланец 22 на противоположной стороне Желобка 2Q имеет плоский торец диаметром, превьпиающим диаметр фланца 21. Сопряженная пара роликов 23 и 24, соответственно лежащая на одной оси с валками 15 и 16. аналогична роликам 18, 19. Роптк 18, 19 и 23, 24 обеспечивалот образование (J-образНого среднего 5 щовногр элемента (фиг. 3).
На одной оси с вилками 15, 16 соответственно располагаются ролики 25, 26 с плоскими торцовыми сторонами, которые служат для изгиба кромки 27 и формирования крайнего щовного элеме№та 4 в виде прямоугольного фланца, (фиг. 1, 3-5, 9), расположенного под прямым углом к полосе и параллельно U-образному среднему щовному элементу 5 и имеющего размеры, позволяющие ему войти в средний шовный элемент 5 во время операции закручивания. Боковой шовный sneWeHf 6 формируется на противоположной кромке 28 с помощыю пары роликов 29, 30, лежащих соответственно на одной оси с валками 15, 16. Ролик 30 имеет закругленный желобок 31, который более широкий, чем желобок 20 в роликах 19, а ролик 29 имеет такую форму , что может входить в желобок 31. Ролики 29, 30 (фиг. З) формуют U-образный боковой шовный элемент 6, расположенный параллельно шовным элементам 4 и 5, причем щирина и глубина его позволяет ему охватывать средний шовный элемент 5 во время операции закручивания.
Лента после формования желател ной конфигурации с гофрировкой и шовными элементами 4-6 . поступает в закручивающее устройство 17, которое имеет четыре закручивающих валка: направляющий валок, 32, валок-наковальню 33, валок-пробойник 34 и опорный валок 35. Оси этих четырех валков 3235 параллельны одна другой и оси тру- бь1 7, которая расположена наклонно к продольной оси входящей ленты. Угол наклона может изменяться в ,соответст ВИИ с шириной ленты и желательным диаметром трубы. Группа валков 32-35и входящая лента 1 могут поворачиваться относительно друг друга.
Направляющий валок 32 (фиг. 11) включает в себя ряд роликов 36, сопряженных с впадинами гофров ступеней 3, ряд плоских рйпиков 37, контактирующих со ступенью 2 ленты, желобковый цент ральный ролик 38, аналогичный роликам 19 и 24 для формования швов, и жёлЪбковый крайний ролик 39, аналогичный ролику 30. Плоскости роликов 36-39 параллельны продольной оси лен-Ж, при этом.каждый ролик может пБвррачйваться в опоре 40, которая поворачивает ся в направпяющей 41 для того, Чтобы позвопйть правильно расположить ролики, когда изменяется угол между ка 32 и продольной осью ленты 1. Sioра 40 может фиксироваться в определе ном положении в направляющей 41 посредством фиксирующих средств. J.1 J Валок-пробойник 34 (фиг. 10) включает в себя шовный плоский ропик 4Й, который взаимодействует с внутренней поверхностью ленты 1 при ее закручивании н оказывается против ее шТой$1йГх элементов в точке, где с помощью бокового шовного элемента (фиг, 5)1соейй аеяМВ|-л «щЧйыД|& няются шовные элементы 4 и о. Централь- ный ролик 43 валка 34 аналогичен валку 42, располагается так, что оказываетЬя против шовных элементов в точке;Ttfe крайний шэвный элемент 4 входит в сред ний шовный элеменг5 (фиг. 5). йз роликов 42 установлен в опоре 44 (фиг. 10 i 12) гак, что может быть прй8Шёй Тво вращательное движение в направлении спиральной линии формируемой трубь. Продолговатые цилиндрические 45, 46,имеющие общую ось вращения параллельную оси трубы, распоп соответственно на противоположВДХ сторонах ролика 43, так что ропик 45 соприкасается с внутренней поверхШст1&ю плоской ступени 2 вдоль линии, начинается закручивание, а соприкасается с той поверхностью, гДё плоская ступень 2 заканчивает первый оборот. l t SifasliSS Валок-наковальня 33 (фиг. Ю) соприкасается с внешней поверхност Зо Шйты 1 под валиком-пробойником Д4 точке, где входят в зацеплениешовные элементы 4-6. Валок-наковапьня вклк чает в себя ролики 47, 48, 49, 50, аналогичные соответственно роликам 36, 37, 38, 39 направляющего . Ролик 50 отличается от ролика 3S. тем, что сопряжен с контуром бы на обоих сторонах желобка Ролики валка-наковальни 33 пойорачиваться в месте установки fai Ш как и ролики валка-пробойника 34. Опорный валок 35 имеет ролики 54, аналогичные соответственно ролика «.
I
К.-гЛ :J.-..-: -J
,., 1: 696 7, 48, 49 и 50 вапка-наковальни 33 (фиг. 11). Опорный валок 35 противоположен вал- Ky-HaKOBani He 33 относительно направляющего валка 32 и соприкасается с внёщней поверхностью ленты 1 в точках смещенных бтнасйтёН ШГТраектории движения входящей полосы для того,; чтобы вызвать закручиваниё полосы. Роликй ог1Орно го ва пк8Г 35 могут поворачиваться в месте установки так же, как и ролики направляющего валка 32, . Во время этешазак ручйвШйя (фиг. 5, 12) полоса входит вначале в контакт с роликами направляющего валка 32, а затем проходит между валком-наковальней 33 и валком-пробойником 34 в место контакта со смещенным опорным валком 35, что вызывает закручивание полосы. Система закручивающих валков 32-35 располагается таким образом, что крайний щовишй элемент 4, находящийся у кромки 27, входит внутрь среднего шовногр элемента 5, когда такие элементы проходят между роликами 43 и 49 соответственно валков 34 и 33, а средний щовный элемент 5 вместе с находящимся в нем крайним шовньш элементом 4 входит в 1утрь бокового. шовного элемента 6 кромки 28 и проходят между роликами 42 и 50 соответственно валков 34 и 33, Кроме того, устройство имеет пару зажимных роликов 55 и 56 (фиг. 5), предназначенных для сдавливания шовных элементов 4-6 с аелью образования высокопрочного, спирального запорного 57 (фиг. 1 и 5). В результате этого законченная двухстенная труба 7 имеет гофрированную внешнюю стенку, образованную из ступени 3 полосы, и гладкую внутреннюю стенку, образованную из ступенй 2 прпось. .„.., / . Двухслойная труба 5S (фиг. 13 и 14) имеет изолируюШук5 стенку 59 и изготавливается описанным способом, включающим допШ1итЖЙый этап введений во . время закручивания полосы бпанцевой глины, представляющей изолирующий матёриап, шбвНь1Ми элементами 5 и 4. В качестве изолирующего материала может применяться таКже стекловолокно асбестовые смеси. Во время операции закручивания образуется изолирующая стенкГВЖ ле ащмГмён ст ё1т И 3 и 2, Другая модификация трубы и способа ее изготовления иллюстрируется на фиг, 15 и 16, где показана труба 60 с внут ренней стенКой, в которой нмеётся ряД перфораций, отверстий или прорезей 61, расположеннЬгх вдоль спирали по трубе 60, Перед закручиванием полосы в ступени 2 формируются прорези 61, Каждаяпрорезь после окончания операции .закручивания имеет продолговатые лonac ) ные части 62, 63.; При испрпьзоваяии трубы 6О между ее стенками может быть введен сжатый § 5&дух, kotppый проходит через прбре;эй 61 во внутрь трубы, при этом воздуш- йая струя отклоняется попастыр 62. Тру ба во может быть нспшьзована для фанспортировки определенных материапЬв, таких как древесные щепки, при этом введение воздуха оказывает бпаго .. . . ,- .. - - .-- v- -x-v-..:,.;-: torie« A - i «.i lWieie« a«SK f4«r- v- -. .npHHTHOie воздействие на передачу такого 4iepe3 трубы neiffiH, что и направление отклоняемой вЫздуишой струи.. . ; ,- .;:::; Ступейи ленты могут иметь гофрировку, отличнук от показанной, или быть плоскими или перфорированными, Т1Эк что внутренние и внешние стенки могут бьггь Шй глЩЙйии, или гофрирован№.1Ми, шй1 иметь другую конфигу рацию, Например, иметь ряды отверстий или перфораций, раснолагаюшихся Вдоль спирали. Кроме того, спиральный шов на трубе может быть образован сваркой Ф о i 4W у п а и 3 о б ре те ни я 1. «рпоЬоб изготовления спиралешовнрй трубы йэ- ленты, эакгаочающийся в ttjsenверительном изготовпснии двухступенчатой ленты с плоской и гофрированной ступенями и с боковым и средним.шовными (Элементами, расположенными соот- ветственно на кромке гофрированной ступени и между ними, и в последующей ее навивке таким образом, что гофрированная ступень накладывается на плоскую а боковой шовный элемент охватывает средний шовный элемент, отлич, аю-г ш и и с я тем, что с целью изготовления двухс |ойдой трубы, на плоской ступ&ни ленты, вьшолненной ишриной, равной ширине гофрированной ступени, формируют шовный элемент в виде прямоугольного фпанца,входящий при навивке в шовнь5й элемент, 2, Способ по , о т л И ч а ю щи и с я TBMf. что, с целью уменьшения теппопроводно ети трубы, навивку ступенчатой nieiif У бсушествляк т совместно с теплоиаоииру1бшиМ материалом, распОложенйым между шовными элементами ленты, . 3, Спо,сдб по п,1, от д и ч а ю щ и и с я тем, что, с целью получения двухспойнь1х труб с отверстиями, на плоской ступени ленты формируют зада ный ряд отверстий. ИсточнйЮ информации, принятые во йнйманяегфй экспертизе 1, Afelrbpckoe свйдетельстЁо К 188471, кл. В 21 С , 1963, 2 Авторское свидетельство №67234, кл. В 21 С 37/12, 1955.
ЙКЖ - й/да«ет«в 4Йй««й, ,щsщЩiS i s л aftfiifi 4f i л t i
652869
652869
Г - Л
в
j:t
ю
(pue.S
-
.8
1Л -J Lll.U-l 5«а Фае.Ю
А-А
8
/
16 31
.9
и-и
г
5
/ 1 tt-9 .-. SO u
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1987 |
|
SU1569050A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| УСТРОЙСТВА ДЛЯ ЦЕНТРОВКИ (ВАРИАНТЫ), РАЗГИБАНИЯ И УПЛОЩЕНИЯ ТРУБЫ | 1994 |
|
RU2126732C1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| СПОСОБ ТРАНСПОРТИРОВКИ ЗАГОТОВОК ТЕСТА ДЛЯ ВЫПЕЧКИ БАТОНОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2197089C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023776C1 |
| СЕКЦИОННАЯ МЕТАЛЛИЧЕСКАЯ ПЛАТФОРМА ИЗ ГОФРИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 2011 |
|
RU2543420C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛЕНТЫ | 2005 |
|
RU2288296C2 |
| КОНТАКТНОЕ УСТРОЙСТВО С ЗАВИХРИТЕЛЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2048844C1 |
52 к- н S3 а
