Изобретение относится к технологическому оборудованию для изготовлений витых магнитопроводов и может быть использовано в электротехнической промышленности.
Цель изобретения - обеспечение автоматизации изготовления магнито- провода и повышение его качества пу- гем обеспечения точных геометричес- JCHX параметров спирали и снижения Наклепа сплошной части ленты.
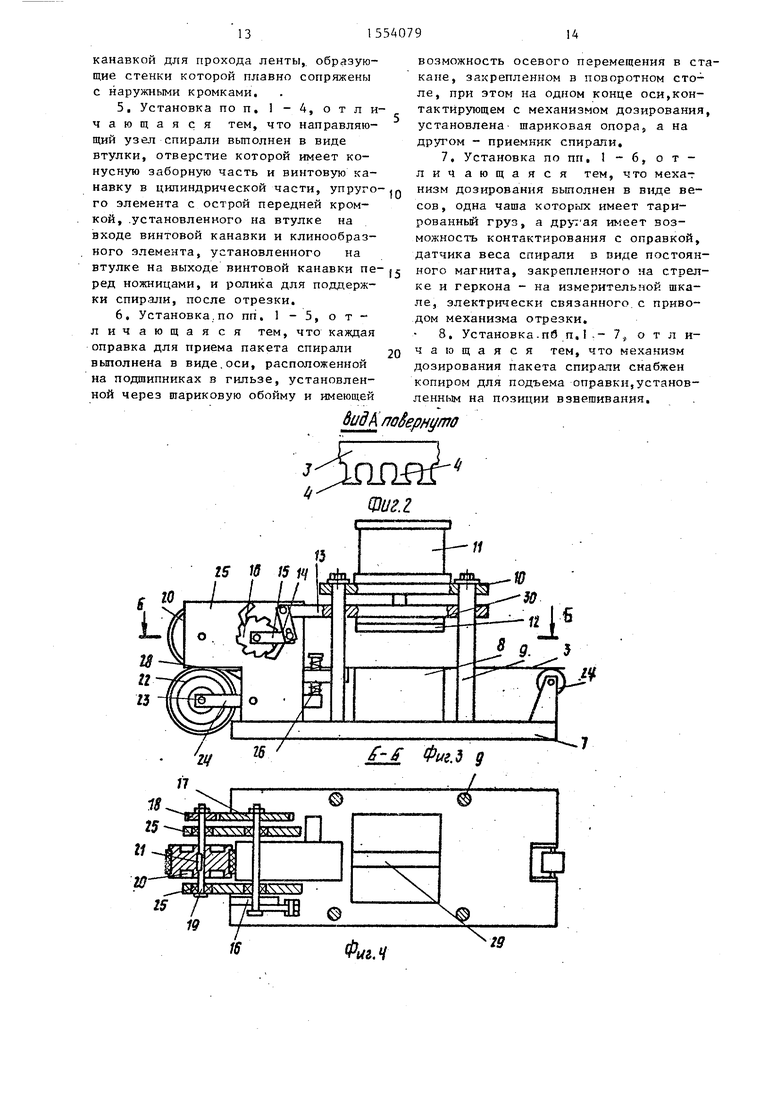
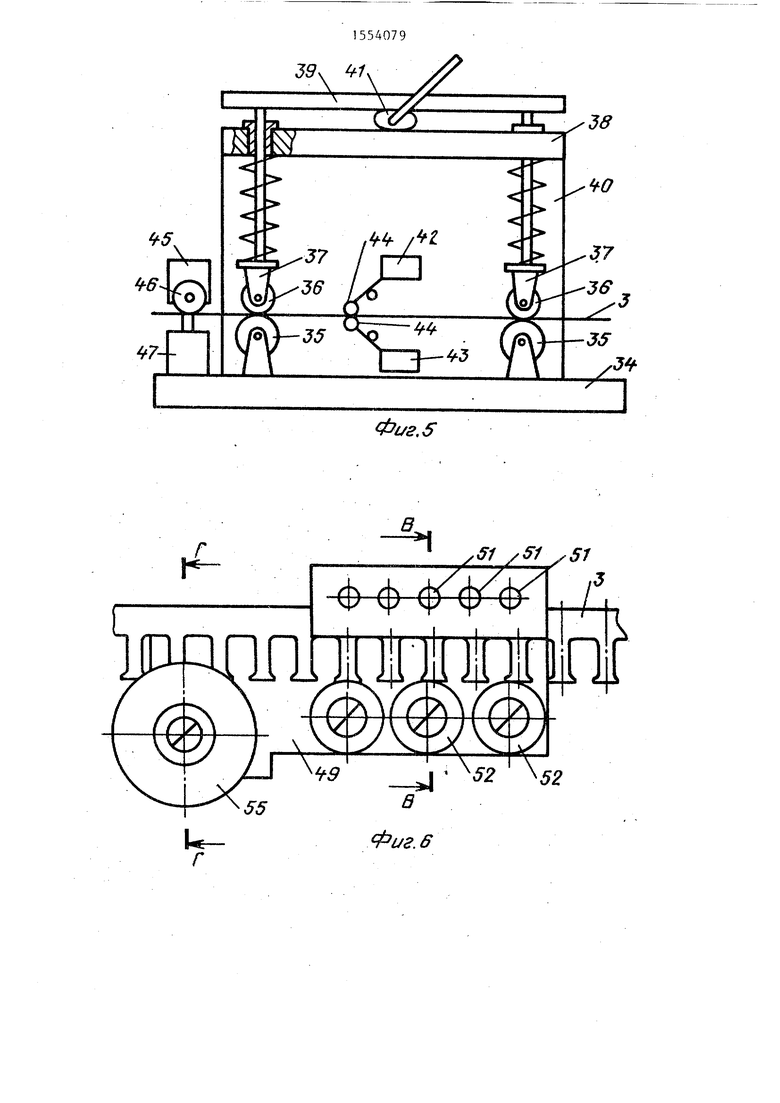
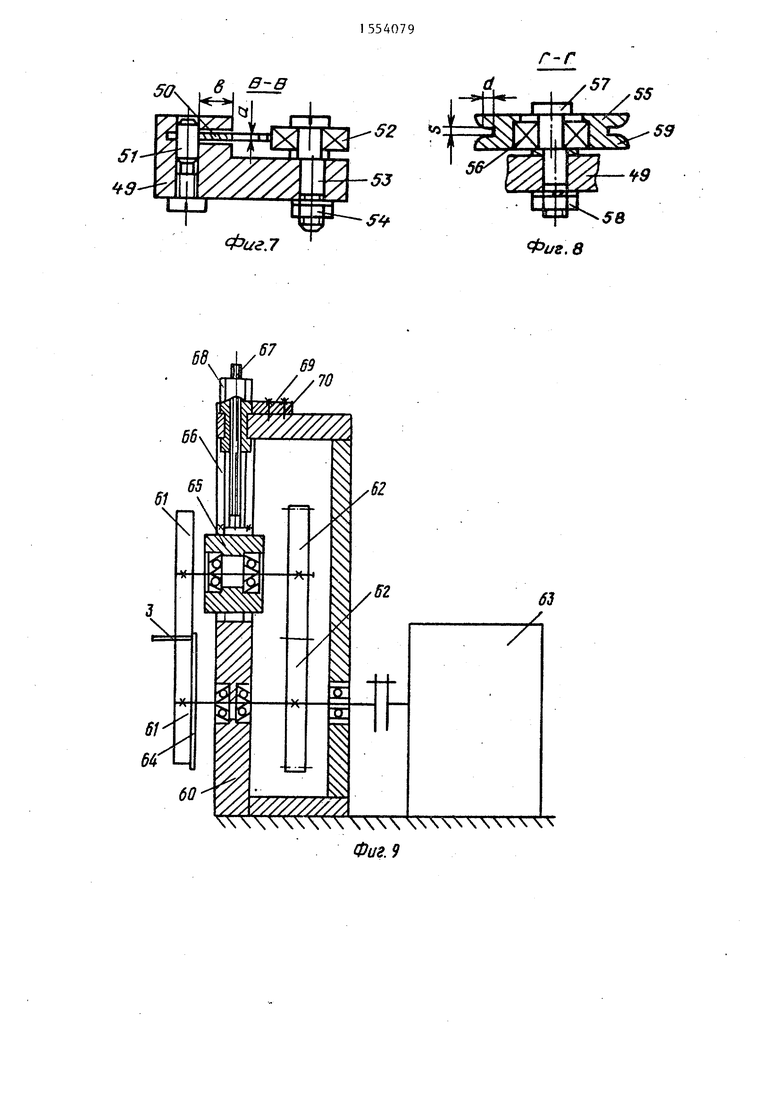
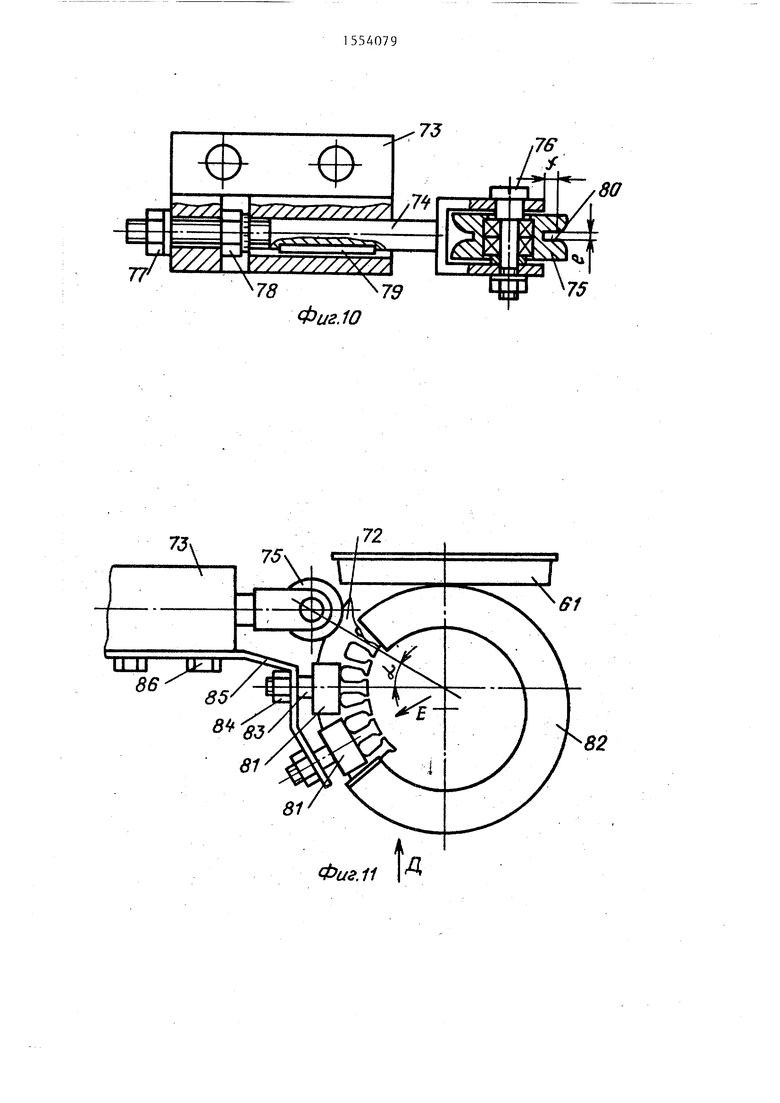
На фиг.1 схематичнр показана установка для изготовления витого магни- топровода электрической машины; на фиг„2 - вид А на фиг,1 (повернуто); на фиГоЗ - механизм обеспечения плоскостности зубцов; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - механизм контроля плоскостности зубцов; на фиг. 6 - механизм направленного ввода ленты, план; на фиг.7 - разрез В-В на фиг,6; на фиг,8 - разрез Г-Г на фиг.6; на фиг. 9 - механизм Предварительной гибки с приводом; на фиго Ю - механизм формирования окончательного диа- метра спирали; на фиг. 11 - направляющие элементы схода спирали; на фиг.12- вид Д на фиг.11; на фиг.13 вид Е на фиг.11; на фиг. 14 - направляющий узел спирали; на фиг. 15 - вид Ж на фиг.14; на фиг. 16 - оправка для приема спирали; на фиг.17 - механизм дозирования пакета.
Б установке для изготовления витого магнитопровода (фиг.1) электрической машины, по ходу выполнения операций, расположены следующие ме- ханизмы,
Разматыватель 1 с кассетой 2, в которой намотана лента 3 с предварительно вырубленными пазами 4 (фиг,2) и петлеобразователем 5 (фиг,1), предназначен для подачи ленты,
0
5
0
5
0
5
0
5
Механизм 6 обеспечения плоскостности (фиг,1,3 и 4) предназначен для одновременной правки группы зубьев (фиг.2), случайно искривленных при наматывании ленты 3 с предварительно вырубленными пазами в кассету или при ее разматывании перед навивкой спирали магнитопровода. .
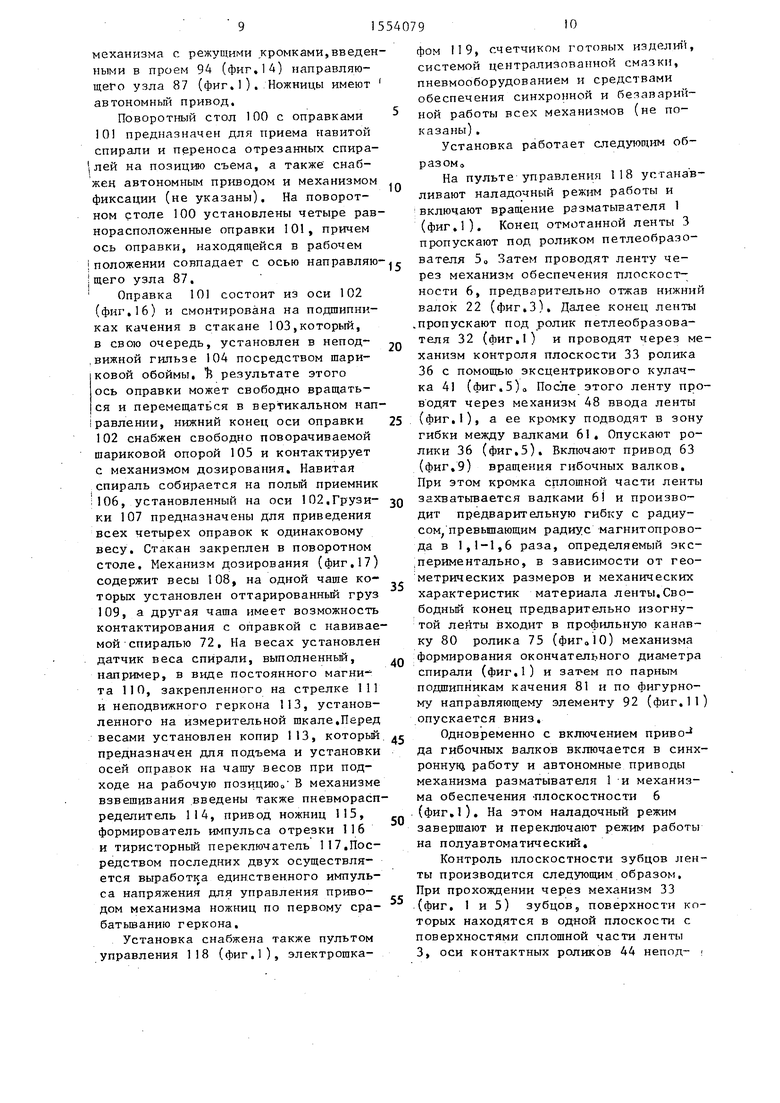
Механизм 6 содержит нижнюю плиту 7 (фиг.З) с установленной наковальней 8 и направляющими элементами 9, закрепленными сверху плитой 10, на которой смонтирован привод возвратно-поступательного действия 11,связанный с плоским бойком 12, На плите 7 смонтирован валковый механизм 13 дискретной подачи ленты 3, кинематически связанный с приводом 11 посредством рычагов 14 и 15, храпового механизма 16 и шестерни 17 и 18 (фиг„4). На валу 19 шестерни 18 установлен валок 20 со шпонкой 21, Нижний валок 22 свободно сидит на оси 23, закрепленной на вилке 24, Вилка 24 установлена шарнирно на стойке 25, причем другой конец вилки нагружен пружиной 26, обеспечивающей постоянное прижатие валков 20 и 22, Наружные поверхности валков 20 и 22 гуммиро- ваны.
Уровень с верхней плоскостью наковальни 8 на плите 7 установлены поддерживающие ленту 3 ролик 27 и плоский направляющий элемент 28,Для предохранения плоских поверхностей ленты 3 и ее зубцов от ударов в наковальне 8 выполнен паз 29, по направлению подачи ленты. Глубина паза 29 выполнена равной толщине ленты 3, Ширина этой выемки выполнена равной 1,251, где 1 - ширина ленты.
Боек 12 выполнен составным и содержит в .себе упругий элемент 30, обеспечивающий самоустановку с наковальней и снижающий воздействие удара на привод 11.
Для облегчения условий прохождения ленты 3 на правых кромках бойка 12 и наковальни 8 выполнены скругле- ния. Включение и выключение привода 11 осуществляется посредством петле- образователя 32 (фиг.1).
Механизм 33 контроля плоскостности зубцов содержит плиту 34 (фиг.5), на которой установлены поддерживающие ленту 3 ролики 35, свободно сидящие на своих осях. Лента 3 прижимается к роликам 35 посредством подпружиненных роликов 36, установленных на осях вилок 37. Стержни вилок 37 проходят через отверстия в верхней плите 38 и жестко связаны траверсой 39. Верхняя плита 38 связана с нижней плитой боковой стенкой 40. На верхней плите установлен эксцентриковый кулачок 41, предназначенный для подъема рбликов 36 при первоначальном вводе ленты 3. На боковой стенке 40 установлены два микропе10
540796
рется таким, чтобы обеспечить постоянный контакт, по крайней мере, с двумя кромками зубцов, в любом положении ленты 3. На левом выступе корпуса 49 смонтирован ролик 55,который посредством шарикоподшипника 56 установлен на эксцентриковой оси 57 и имеет возможность фиксации в определенном положении гайкой 58. В ролике 55 выполнена профильная канавка 59, состоящая из прямоугольной части,которая плавно сопрягается с периферийной ролика. Причем ширина S прямоугольной части канавки выполнена с превышением на 25% от толщины ленты 3, а ее глубина d - равной половшге высоты зубца. Ось симметрии канавки 59 совмещена с плоскостью полузакрытого паза 50. Механизм 48 ввода закрепляется на гибочной головке,таким образом, чтобы расстояние от точки контакта зубца с роликом 55 до зоны обжима валками находилось в пределах
15
20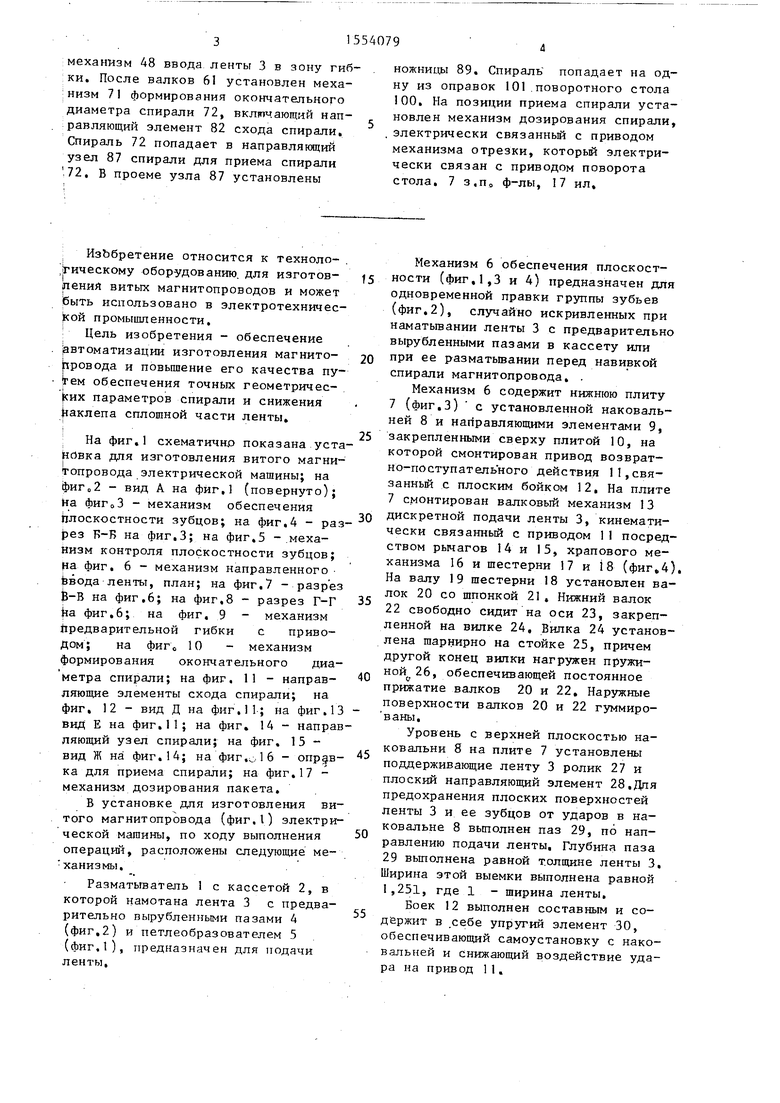

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Устройство для изготовления витого магнитопровода электрической машины | 1988 |
|
SU1721726A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1737635A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
Изобретение относится к электромашиностроению и может быть использовано при изготовлении магнитопроводов электрических машин. Цель изобретения - обеспечение автоматизации изготовления магнитопровода и повышение его качества путем обеспечения точных геометрических параметров спирали и снижение наклепа сплошной части ленты. Цель достигается тем, что установка содержит установленное по ходу технологического процесса оборудование. При этом установка снабжена механизмом 6 обеспечения плоскостности, механизмом 33 контроля плоскостности, электрически связанным с приводом гибочных валков 61, обеспечивающих предварительную гибку спирали 72. Перед валками 61 установлен механизм 48 ввода ленты 3 в зону гибки. После валков 61 установлен механизм 71 формирования окончательного диаметра спирали 72, включающий направляющий элемент 82 схода спирали. Спираль 72 попадает в направляющий узел 87 спирали для приема спирали 72. В проеме узла 87 установлены ножницы 89. Спираль попадает на одну из оправок 101 поворотного стола 100. На позиции приема спирали установлен механизм дозирования спирали, электрически связанный с приводом механизма отрезки, который электрически связан с приводом поворота стола. 7 з.п. ф-лы, 17 ил.
реключателя 42 и 43, контактные роли- 25 величины, равной от 3 до 5 шагов зуб
ки 44 которых установлены по разные стороны от плоскости подачи ленты 3 с зазором, равным, например, толщине ленты. На плите 34, с левой стороны, установлен шарнирный рычаг 45 с роликом 46, непрерывно контактирующий со сплошной частью ленты 3. Под лентой, напротив ролика 46,смонтирован путевой выключатель 47,отключающий привод вращения гибочных валков 45 при окончании ленты,под действием собственного веса рычага 45.
Механизм 48 ввода (фиг.1,6,7 и 8) ленты 3 в зону гибки состоит из корпуса 49, закрепленного на гибочной головке. В корпусе 49 выполнен полузакрытый прямоугольный паз 50 для прохода ленты, расположенньй соосно с плоскостью гибки и ограниченный слева установленными в ряд, игольчатыми роликами 51, которые непрерывно контактируют с кромкой сплошной части ленты. Ширина а паза 50 выполнена с превышением толщины ленты 3 на 25%, а глубина Ъ паза 50 выполнена равной сплошной части ленты, В корпусе 49 справа установлены в ряд подшипники качения 52. Поворотом эксцентриковых осей 53 и фиксацией их гайками 54, обеспечивается необходимый контакт боковых поверхностей подшипников 52 с кромками зубцов ленты 3. Количество подшипников 52 бе
5
0
0
0 5
5
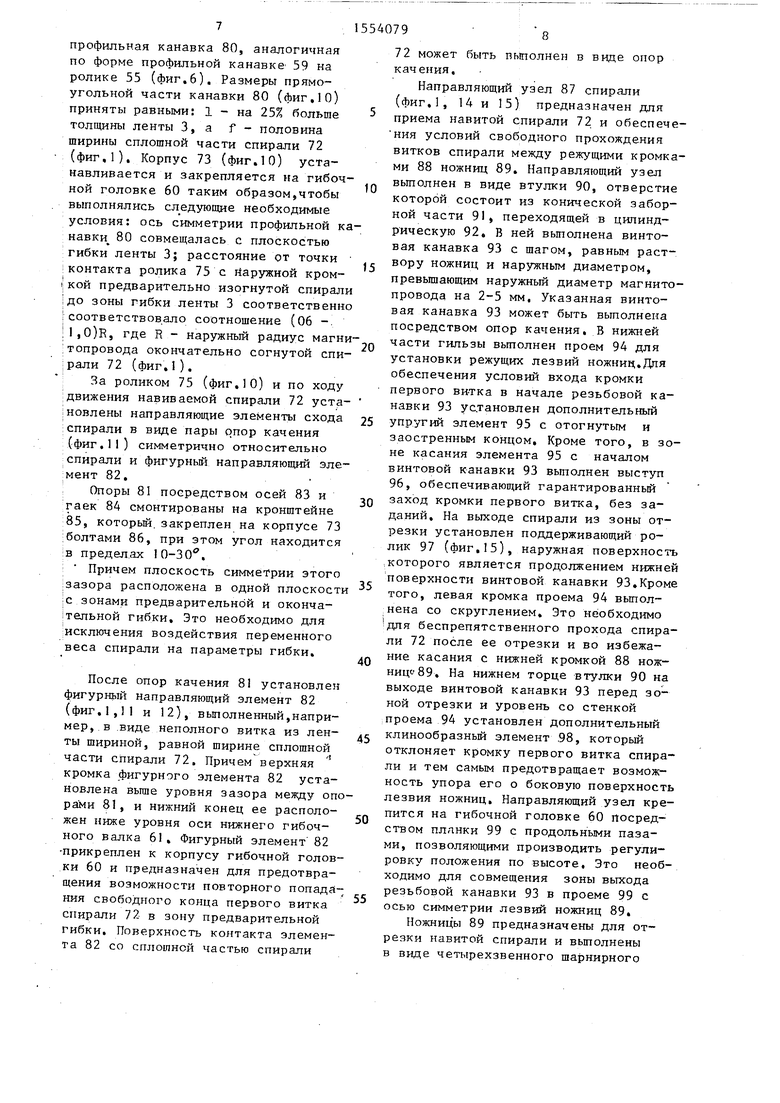
цов ленты 3. Это необходимо для обеспечения устойчивости ленты 3. Узел 60 гибки (фиг.1 и 9) ленты 3 состоит из пары гибочных валков 61,которые кинематически связаны, например, шестернями 62 и получают вращение от привода 63, Нижний валок снабжен ребордой 64, необходимой для удержания ленты и установлен на опорах качения в корпусе узла 60. Верхний валок 61 установлен также на опорах качения в подвижном корпусе 65,который может перемещаться в направляющих 66. Необходимый зазор между валками 61 устанавливается посредством винта 67, жестко скрепленного с корпусом 65 и гайки 68, нижняя часть которой выполнена в виде шестерни. Фиксация гайки 68 осуществляется вводом в зацепление зубцов планки г 69, с последующим стопорением винтами 70, Узел включает механизм 71 формирования окончательного диаметра (фиг.1 и 10) спирали 72, состоящего из корпуса 73, в котором установлен стержень 77, На правом конце стержня 74 смонтирован на шарикоподшипниках ролик 75 на оси 76. На левом конце стержня 74 выполнена микрометрическая резьба, на которую навинчены контргайка 77 и гайка с лимбом 78, служащие приводом ролика 75, Ориен- - тация стержня 74 осуществляется шпонкой 79, В ролике 75 выполнена
профильная канавка 80, аналогичная по форме профильной канавке 59 на ролике 55 (фиг.6). Размеры прямоугольной части канавки 80 (Лиг,10) приняты равными: 1 - на 25% больше толщины ленты 3, a f - половина ширины сплошной части спирали 72 (фиг,1). Корпус 73 (фиг.10) устанавливается и закрепляется на гибочной головке 60 таким образом,чтобы выполнялись следующие необходимые условия: ось симметрии профильной ка навки 80 совмещалась с плоскостью гибки ленты 3; расстояние от точки контакта ролика 75 с наружной кром- i кой предварительно изогнутой спирали до зоны гибки ленты 3 соответственно соответствовало соотношение (06 - 1,0)R, где R - наружный радиус магни топровода окончательно согнутой спирали 72 (фиг.1).
За роликом 75 (фиг.10) и по ходу движения навиваемой спирали 72 установлены направляющие элементы схода спирали в виде пары опор качения (фиг.11) симметрично относительно спирали и фигурный направляющий элемент 82,
Опоры 81 посредством осей 83 и гаек 84 смонтированы на кронштейне 85, который закреплен на корпусе 73 болтами 86, при этом угол находится в пределах 10-30°.
Причем плоскость симметрии этого зазора расположена в одной плоскости с зонами предварительной и окончательной гибки. Это необходимо для исключения воздействия переменного веса спирали на параметры гибки.
После опор качения 81 установлен фигурный направляющий элемент 82 (фиг,1,11 и 12), выполненный,например, в виде неполного витка из ленты шириной, равной ширине сплошной части спирали 72. Причем верхняя кромка фигурного элемента 82 установлена выше уровня зазора между опорами 81, и нижний конец ее расположен ниже уровня оси нижнего гибочного валка 61. Фигурный элемент 82 прикреплен к корпусу гибочной головки 60 и предназначен для предотвращения возможности повторного попадания свободного конца первого витка спирали 72 в зону предварительной гибки. Поверхность контакта элемента 82 со сплошной частью спирали
0
5
0
5
0
5
0
5
72 может быть выполнен в виде опор качения.
Направляющий узел 87 спирали (фиг.1, 14 и 15) предназначен для приема навитой спирали 72 и обеспечения условий свободного прохождения витков спирали между режущими кромками 88 ножниц 89. Направляющий узел выполнен в виде втулки 90, отверстие которой состоит из конической заборной части 91, переходящей в цилиндрическую 92, В ней выполнена винтовая канавка 93 с шагом, равным раствору ножниц и наружным диаметром, превышающим наружный диаметр магнито- провода на 2-5 мм. Указанная винтовая канавка 93 может быть выполнена посредством опор качения, В нижней части гильзы выполнен проем 94 для установки режущих лезвий ножниц.Для обеспечения условий входа кромки первого витка в начале резьбовой канавки 93 установлен дополнительный упругий элемент 95 с отогнутым и заостренным концом. Кроме того, в зоне касания элемента 95 с началом винтовой канавки 93 выполнен выступ 96, обеспечивающий гарантированньй заход кромки первого витка, без заданий. На выходе спирали из зоны отрезки установлен поддерживающий ролик 97 (фиг,15), наружная поверхность которого является продолжением нижней поверхности винтовой канавки 93,Кроме того, левая кромка проема 94 выполнена со скруглением. Это необходимо для беспрепятственного прохода спирали 72 после ее отрезки и во избежание касания с нижней кромкой 88 ножниц 89. На нижнем торце втулки 90 на выходе винтовой канавки 93 перед зоной отрезки и уровень со стенкой проема 94 установлен дополнительный клинообразньй элемент 98, которьй отклоняет кромку первого витка спирали и тем самым предотвращает возможность упора его о боковую поверхность лезвия ножниц. Направляющий узел крепится на гибочной головке 60 посредством пллнки 99 с продольными пазами, позволяющими производить регулировку положения по высоте. Это необходимо для совмещения зоны выхода резьбовой канавки 93 в проеме 99 с осью симметрии лезвий ножниц 89.
Ножницы 89 предназначены для отрезки навитой спирали и выполнены в виде четырехзвенного шарнирного
механизма с режущими кромками,введенными в проем 94 (фиг.14) направляющего узла 87 (фиг.1). Ножницы имеют автономный привод.
Поворотный стол 100 с оправками 0 предназначен для приема навитой спирали и переноса отрезанных спира- I лей на позицию съема, а также снабжен автономным приводом и механизмом фиксации (не указаны). На поворотном столе 100 установлены четыре рав норасположенные оправки 101, причем ось оправки, находящейся в рабочем i положении совпадает с осью направляю щего узла 87.
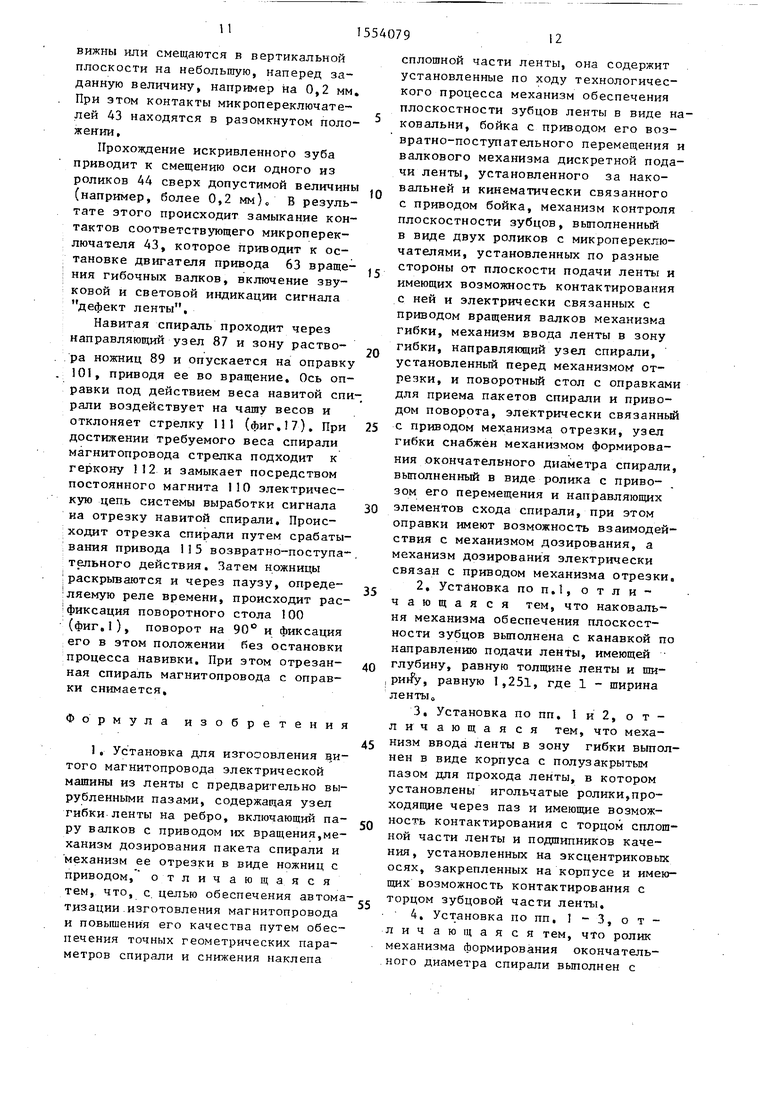
Оправка 10 состоит из оси 102 (фиг.16) и смонтирована на подшипниках качения в стакане 103,который, в свою очередь, установлен в неподвижной гильзе 104 посредством шариковой обоймы, 1 результате этого ось оправки может свободно вращаться и перемещаться в вертикальном направлении, нижний конец оси оправки 102 снабжен свободно поворачиваемой шариковой опорой 105 и контактирует с механизмом дозирования. Навитая спираль собирается на полый приемник 106, установленный на оси 102,Грузики 107 предназначены для приведения всех четырех оправок к одинаковому весу. Стакан закреплен в поворотном столе. Механизм дозирования (фиг.17) содержит весы 108, на одной чаше которых установлен оттарированный груз 109, а другая чаша имеет возможность контактирования с оправкой с навиваемой спиралью 72, На весах установлен датчик веса спирали, выполненный, например, в виде постоянного магнита 110, закрепленного на стрелке 111 и неподвижного геркона 113, установленного на измерительной шкале,Перед весами установлен копир 113, который предназначен для подъема и установки осей оправок на чашу весов при подходе на рабочую позицик 0 В механизме взвешивания введены также пневморасп ределитель 114, привод ножниц 115, формирователь импульса отрезки 116 и тиристорный переключатель 117.Посредством последних двух осуществляется выработка единственного импульса напряжения для управления приводом механизма ножниц по первому срабатыванию геркона.
Установка снабжена также пультом управления 118 (фиг.1), электрогака0
5
0
5
0
5
0
5
0
5
фом 119, счетчиком готовых изделий, системой централизованной смазки, пневмооборудованием и средствами обеспечения синхронной и безаварийной работы всех механизмов (не показаны) .
Установка работает следующим образом
На пульте управления 118 устанавливают наладочный режим работы и включают вращение разматывателя 1 (фиг.1). Конец отмотанной ленты 3 пропускают под роликом петлеобразо- вателя 5„ Затем проводят ленту через механизм обеспечения плоскостности 6, предварительно отжав нижний валок 22 (фиг.З), Далее конец ленты .пропускают под ролик петлеобразова- теля 32 (фиг,1) и проводят через механизм контроля плоскости 33 ролика 36 с помощью эксцентрикового кулачка 41 (фиг,5)о После этого ленту проводят через механизм 48 ввода ленты (фиг.1), а ее кромку подводят в зону гибки между валками 61. Опускают ролики 36 (фиг.З). Включают привод 63 (фиг.9) вращения гибочных валков. При этом кромка сплошной части ленты захватывается валками 61 и производит предварительную гибку с радиу- сом; превышающим радиус магнитопрово- да в 1,1-1,6 раза, определяемый экспериментально, в зависимости от геометрических размеров и механических характеристик материала ленты.Свободный конец предварительно изогнутой ленты входит в профильную канавку 80 ролика 75 (фиг010) механизма формирования окончательного диаметра спирали (фиг,1) и загем по парным подшипникам качения 81 и по фигурному направляющему элементу 92 (фиг.П) опускается вниз.
Одновременно с включением приво- да гибочных валков включается в синхронную работу и автономные приводы механизма разматывателя 1 и механизма обеспечения -плоскостности 6 (фиг.1). На этом наладочный режим завершают и переключают режим работы на полуавтоматический.
Контроль плоскостности зубцов ленты производится следующим образом. При прохождении через механизм 33 (фиг. 1 и 5) зубцов, поверхности которых находятся в одной плоскости с поверхностями сплошной части ленты 3, оси контактных роликов 44 непод-
вижны или смещаются в вертикальной плоскости на небольшую, наперед заданную величину, например на 0,2 мм. При этом контакты микропереключателей 43 находятся в разомкнутом поло- жении.
Прохождение искривленного зуба приводит к смещению оси одного из роликов 44 сверх допустимой величины (например, более 0,2 мм)„ В результате этого происходит замыкание контактов соответствующего микропереключателя 43, которое приводит к остановке двигателя привода 63 враще- ния гибочных валков, включение звуковой и световой индикации сигнала дефект ленты.
Навитая спираль проходит через направляющий узел 87 и зону раство- ра ножниц 89 и опускается на оправку 101, приводя ее во вращение. Ось оправки под действием веса навитой спирали воздействует на чашу весов и отклоняет стрелку 111 (фиг.17). При достижении требуемого веса спирали магнитопровода стрелка подходит к геркону 112 и замыкает посредством постоянного магнита 110 электрическую цепь системы выработки сигнала на отрезку навитой спирали. Происходит отрезка спирали путем срабатывания привода 115 возвратно-поступательного действия. Чатем ножницы раскрываются и через паузу, опреде- ляемую реле времени, происходит рас- фиксация поворотного стола 100 (фиг.1), поворот на 90° и фиксация его в этом положении без остановки процесса навивки. При этом отрезан- ная спираль магнитопровода с оправки снимается.
Формула изобретения
1 , Установка для изгосовления в.и- того магнитопровода электрической машины из ленты с предварительно вырубленными пазами, содержащая узел гибки ленты на ребро, включающий па- ру валков с приводом их вращения,механизм дозирования пакета спирали и механизм ее отрезки в виде ножниц с приводом, отличающаяся тем, что, с целью обеспечения автома тизации изготовления магнитопровода и повышения его качества путем обеспечения точных геометрических параметров спирали и снижения наклепа
-
5 0 , 0
5
CQ „
сплошной части ленты, она содержит установленные по ходу технологического процесса механизм обеспечения плоскостности зубцов ленты в виде наковальни, бойка с приводом его возвратно-поступательного перемещения и валкового механизма дискретной подачи ленты, установленного за наковальней и кинематически связанного с приводом бойка, механизм контроля плоскостности зубцов, выполненный в виде двух роликов с микропереключателями, установленных по разные стороны от плоскости подачи ленты и имеющих возможность контактирования с ней и электрически связанных с приводом вращения валков механизма гибки, механизм ввода ленты в зону гибки, направляющий узел спирали, установленный перед механизмом от- речки, и поворотный стол с оправками для приема пакетов спирали и приводом поворота, электрически связанный с приводом механизма отрезки, узел гибки снабжен механизмом формирования окончателвного диаметра спирали, выполненный в виде ролика с привозом его перемещения и направляющих элементов схода спирали, при этом оправки имеют возможность взаимодействия с механизмом дозирования, а механизм дозирования электрически связан с приводом механизма отрезки,
2,Установка по п.1, отличающаяся тем, что наковальня механизма обеспечения плоскостности зубцов выполнена с канавкой по направлению подачи ленты, имеющей глубину, равную толщине ленты и ши- pHffy, равную I ,251, где 1 - ширина ленты
3,Установка по пп, 1 и 2, отличающаяся тем, что механизм ввода ленты в зону гибки выполнен в виде корпуса с полузакрытым пазом для прохода ленты, в котором установлены игольчатые ролики,проходящие через паз и имеющие возможность контактирования с торцом сплошной части ленты и подшипников качения, установленных на эксцентриковых осях, закрепленных на корпусе и имеющих возможность контактирования с торцом зубцовой части ленты.
4,Установка по пп, 1 - 3, о т - личающаяся тем, что ролик механизма формирования окончательного диаметра спирали выполнен с
канавкой для прохода ленты, образующие стенки которой плавно сопряжены с наружными кромками.
6,Установка.по пп. 1 - 5, о т - личающаяся тем, что каждая оправка для приема пакета спирали выполнена в виде.оси, расположенной на подшипниках в гильзе, установленной через шариковую обойму и имеющей
ЗидА повернуто
, c
0
возможность осевого перемещения в стакане, закрепленном в поворотном столе, при этом на одном конце оси,кон- тактирующем с механизмом дозирования, установлена шариковая опора, а на другом - приемник спирали,
7,Установка по пп, 1 - 6, о т - лкч ающаяся тем, что мехат низм дозирования выполнен в виде весов, одна чаша которых имеет тарированный груз, а другая имеет возможность контактирования с оправкой, датчика веса спирали в виде постоянного магнита, закрепленного на стрелке и геркона - на измерительной шкале, электрически связанного с приводом механизма отрезки,
ШиП
Фиг. Ч
29
сь с 3- ш
LO
i
в B-B
Фиг.7
60
Ж////////Л
V4
Фиг. 9
,57 г+/ /
zr T T Crsryv vy
55
тт
53
-S
58
Фиг. 8
63
/
Фиг. 10
73
LLU IkiJ 86 85
81
Фиг.11 И
t
t
ВидД
. /
98
99
Фиг. 14
61
BudE
81
X
72
j
i ii.-j
/
Фиг. 13
видЈ
88 Фиг. 15
-106
105
Фиг, 16
Фиг.17
| Патент США № 2845555, кл | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Штамм бактерий продуцент щелочной внеклеточной рибонуклеазы | 1976 |
|
SU587156A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
