Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов и может быть использовано в электротехнической промышленности.
Целью изобретения является расширение технологических возможностей установки путем изготовления магнитопроводов различных типоразмеров.
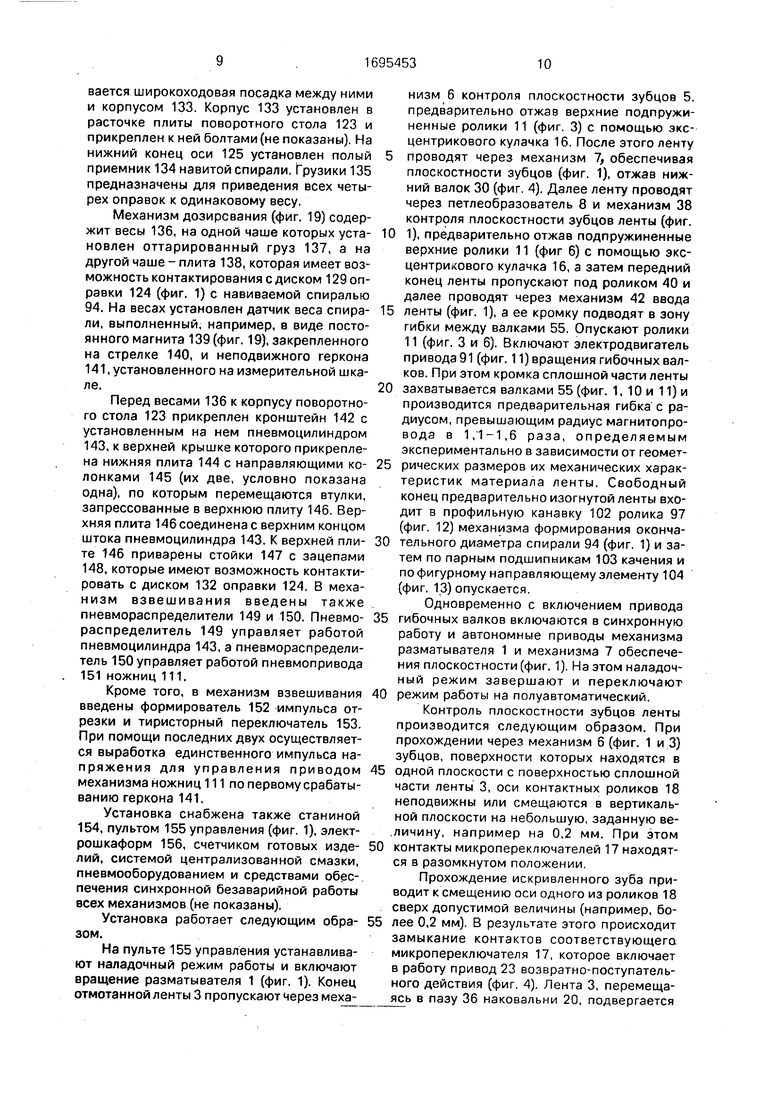
На фиг. 1 схематически показана предлагаемая установка для изготовления витого магнитопровода электрической машины; на фиг. 2 - лента с предварительно вырубленными пазами и зубцами; на фиг. 3 - механизм контроля плоскостности зубцов; на фиг. 4 - механизм обеспечения плоскостности зубцов; на фиг. 5 - разрез А-А на фиг. 4;
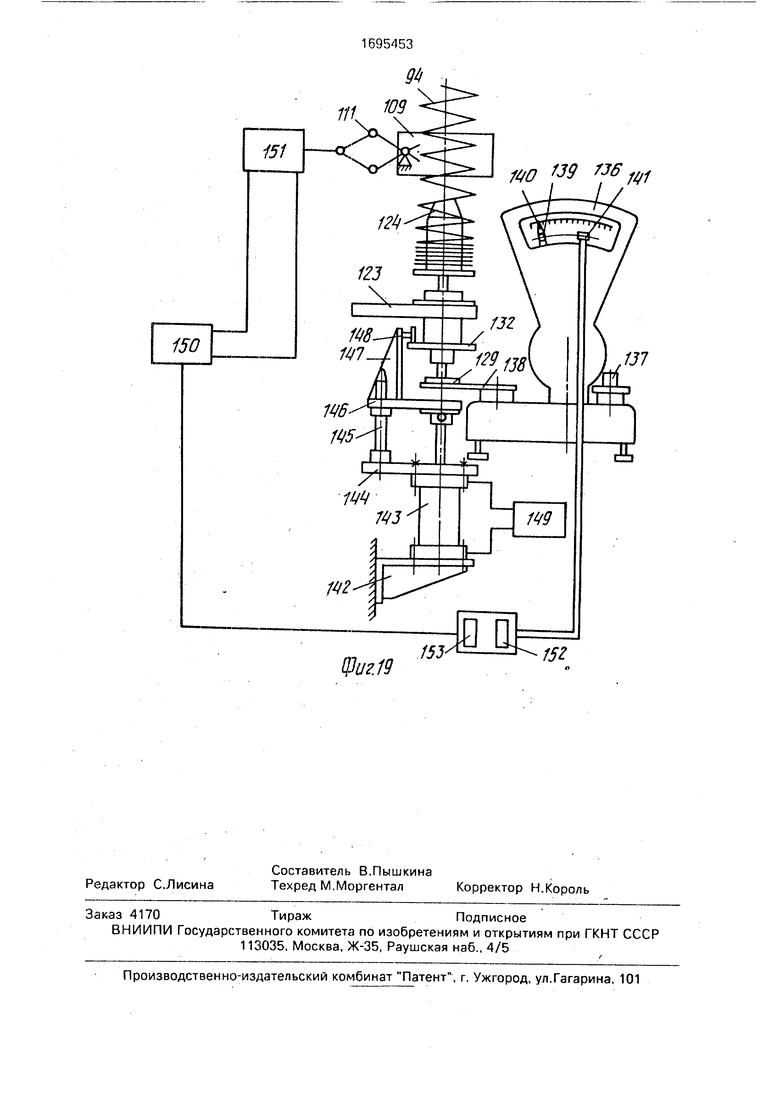
на фиг. 6 - механизм контроля плоскостности зубцов; на фиг. 7 - механизм ввода ленты, план; на фиг. 8 - разрез Б-Б на фиг, 7; на фиг. 9 - разрез В-В на фиг. 7; на фиг. 10 - механизм предварительной гибки; на фиг. 11 - сечение Г-Г на фиг. 10; на фиг. 12 - механизм формирования окончательного диаметра спирали; на фиг. 13 - направляю- щие элементы схода спирали; на фиг. 14 - вид Д на фиг. 13; на фиг. 15 - вид Е на фиг. 13; на фиг. 16 - направляющий узел спирали; на фиг. 17 - вид Ж на фиг. 16; на фиг. 18 - оправка для приема спирали; на фиг. 19 - механизм дозирования пакета.
В установке для изготовления витого магнитопровода (фиг. 1) электрической машины по ходу выполнения операций расположены следующие механизмы.
О Ю
ел ел со
Разматыватель 1 с кассетой 2, в который намотана лента 3 с предварительно вырубленными пазами 4, образующими зубцы 5 (фиг. 2), предназначен для подачи ленты.
Механизм б контроля плоскостности зубцов (фиг. 1, 3) предназначен для включения и выключения привода механизма 7 обеспечения плоскостности (фиг. 1, 4, 5). По ходу движения ленты 3 установлен петлеоб- разователь 8.
Механизм б контроля плоскостности зубцов содержит плиту 9 (фиг. 3), на которой установлены поддерживающие ленту 3 ролики 10, свободно сидящие на своих осях. Лента 3 прижимается к роликам 10 при помощи подпружиненных роликов 11, установленных на осях вилок 12. Стержни вилок 12 проходят через отверстия в верхней плите 13 и жестко связаны траверсой 14, Верхняя плита 13 связана с нижней плитой 9 боковой стенкой 15. На верхней плите установлен эксцентриковый кулачок 16, пред- назначенный для подъема подпружиненных роликов 11 при первоначальном вводе ленты 3. На боковой стенке 15 установлены два микропереключателя 17, контактные ролики 18 которых установлены по разные стороны от плоскости подачи ленты 3 с зазором, равным толщине ленты.
Механизм 7 обеспечения плоскостности (фиг. 1, 4 и 5) предназначен для одновременной правки группы зубьев 5 (фиг. 2), случайно искривленных при наматывании ленты 3 с предварительно вырубленными пазами 4 в кассету или при ее разматывании перед навивкой спирали магнитопровода.
Механизм 7 содержит нижнюю плиту 19 (фиг. 4) с установленной наковальней 20 и направляющими элементами 21, закрепленными сверху плитой 22, на которой смонтирован привод 23 возвратно-поступательного действия, связанный с плоским бойком 24. На плите 19 смонтирован валковый механизм подачи ленты 3.
Верхний валок 25 смонтирован на оси 26, установленной на подшипниках 27 в гнездах двух боковых стенок 28. Валок 25 сидит на оси 26 на шпонке 29. Нижний валок 30 свободно сидит на оси 31, закрепленной на вилке 32. Последняя установлена шар- нирно на стенке 28, причем другой конец вилки нагружен пружиной 33, обеспечивающей постоянное прижатие валков 25 и 30. Наружные поверхности валков 25 и 30 гуммированы.
Вровень с верхней плоскостью наковальни 20 на плите 19 установлены поддерживающие ленту 3 ролик 34 и плоский направляющий элемент 35. Для предохранения плоских поверхностей ленты 3 и ее
зубцов от ударов в наковальне 20 выполнен паз 36 по направлению подачи ленты. Глубина паза 36 выполнена равной толщине ленты 3. Ширина этой выемки выполнена
равной 1,25 I, где I - ширина ленты.
Боек 24 выполнен составным и содержит в себе упругий элемент 37, обеспечивающий самоустановку с наковальней и снижающий воздействие удара на привод
23.|
Для облегчения условий прохождения ленты 3 на правых кромках бойка 24 и наковальни 20 выполнены скругления.
Механизм 38 контроля плоскостности
5 зубцов ленты (фиг. 1, 6) аналогичен по конструкции механизму 6 (фиг. 1, 3). Отличие состоит лишь в том, что дополнительно установлены слева на плите 9 (фиг. 6) шарнирный рычаг 39 с роликом 40, непрерывно
0 контактирующий со сплошной частью ленты 3. Под лентой напротив ролика 40 смонтирован путевой выключатель 41, отключающий привод гибочных валков установки для изготовления витого магнитопровода при окон5 чании ленты под действием собственного веса рычага 39.
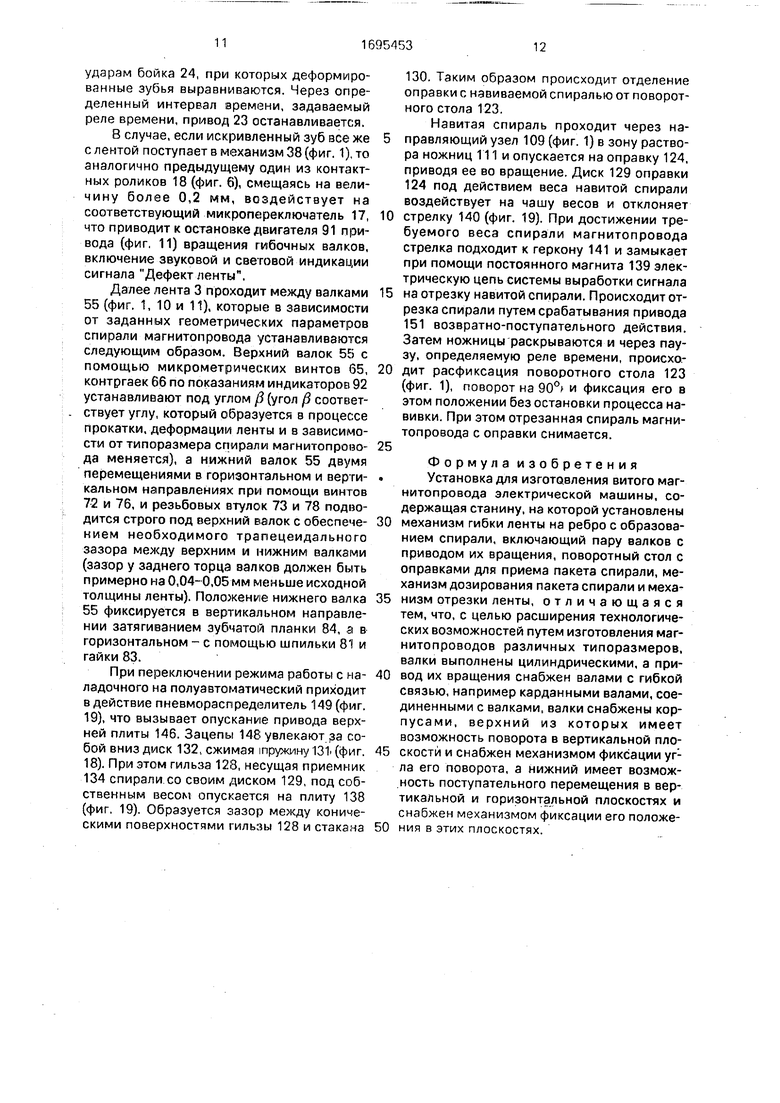
Механизм 42 направленного ввода (фиг. 1, 7, 8 и 9) ленты 3 в зону гибки состоит из корпуса 43, закрепленного на гибочной го0 ловке. В корпусе 43 выполнен полузакрытый прямоугольный паз 44 (фиг. 8) для прохода ленты, расположенный соосно с плоскостью гибки и ограниченный слева установленными в ряд игольчатыми роликами
5 45, которые непрерывно контактируют с кромкой сплошной части ленты. Ширина а паза 44 выполнена с превышением толщины ленты 3 на 25%, а глубина в паза 44 выполнена равной сплошной части ленты. В
0 корпусе 43 справа установлены в ряд подшипники 46 качения. Поворотом эксцентриковых осей 47 и фиксацией их гайками 48 обеспечивается необходимый контакт боковых поверхностей подшипников 46 с кром5 ками зубцов ленты 3. Количество подшипников 46 берется таким, чтобы обеспечить постоянный контакт по крайней мере с двумя кромками зубцов в любом положении ленты 3.
0 На левом выступе корпуса 43 смонтирован ролик 49 (фиг. 7 и 9), который при помощи шарикоподшипника 50 установлен на эксцентриковой оси 51 и имеет возможность фиксации в определенном положении
5 гайкой 52. В ролике 49 выполнена профильная канавка 53, состоящая из прямоугольной части, которая плавно сопрягается с периферией ролика. Ширина s прямоугольной части канавки выполнена с превышением на 25% от толщины ленты 3, а ее
глубина d - равной половине высоты зубца.
Ось симметрии канавки 53 совмещена с плоскостью полузакрытого паза 44 (фиг. 8). Механизм 42 ввода закрепляется на гибоч- 5 ной головке таким образом, чтобы расстояние от точки контакта зубца с роликом 49 до зоны обжима валками находилось в пределах величины, равной от 3 до 5 шагов зубцов ленты 3. Это необходимо для обеспечения 10 устойчивости ленты 3.
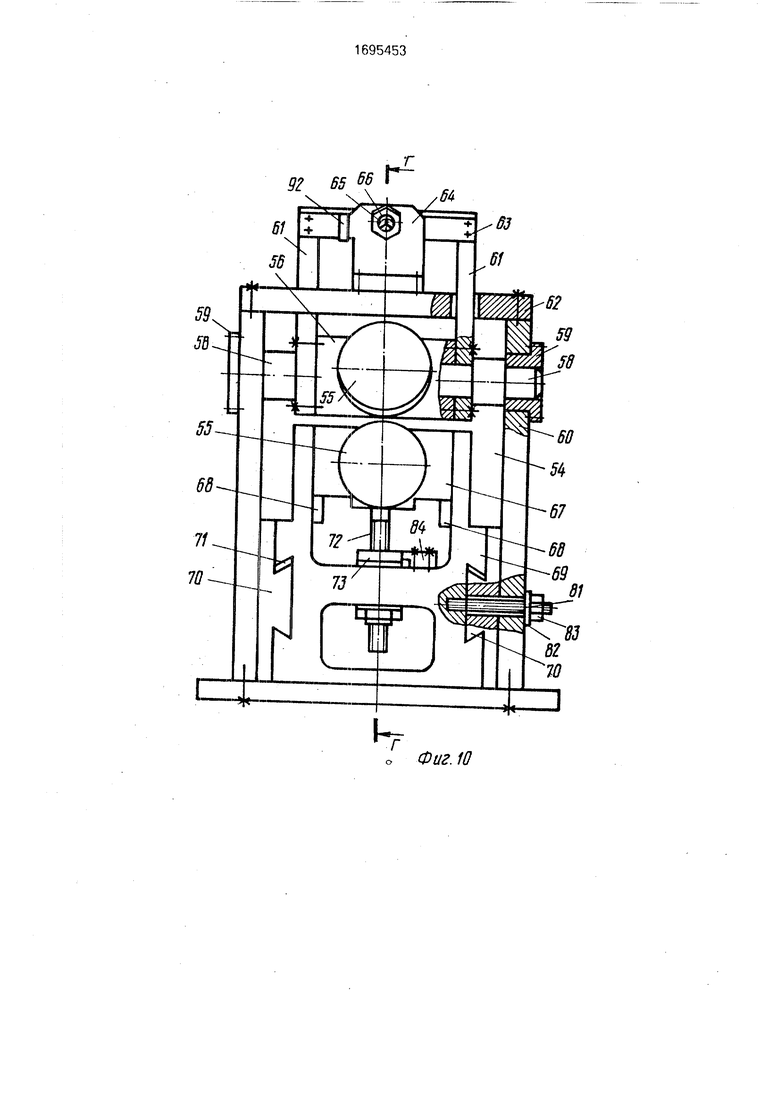
Узел 54 гибки (фиг. 1, 10 и 11) ленты 3 состоит из пары гибочных валков 55, из которых верхний установлен в корпусе 56 на роликовых конических подшипниках 57, 15 двух горизонтальных полуосей 58, входящих с одной стороны в гнезда корпуса 56, а с другой - во втулки 59, установленные в боковых стенках 60 узла 54, двух рычагов 61, сидящих на полуосях 58 по обе стороны 20 корпуса 56 и прикрепленных к нему жестко винтами и штифтами (показано условно). В крышке 62 имеются продольные окна для прохода рычагов 61. Последние вверху соединяются между собой двумя пластинами 25 63 с помощью винтов и штифтов, двух кронштейнов 64, прикрепленных винтами и штифтами к крышке 62, причем в кронштейнах выполнены в верхней части резьбовые отверстия, через которые проходят микро- 30 метрические винты 65 со сферическими передними концами и фиксируемые контргайками 66. Нижний валок 55 установлен в корпусе 67 аналогично верхнему валку на двух роликовых конических подшипни- 35 ках 57, причем корпус 67 снабжен направляющими (не показаны), которые контактируют с вертикальными направляющими 68, прикрепленными к каретке 69 в верхней ее части, а сама каретка 69 снабже- 40 на направляющими типа ласточкин хвост 70, расположенными горизонтально. Для выборки люфта служат два клина 71. Через вертикальное отверстие в средней части каретки 69 проходят винт 72, специальная 45 резьбовая втулка 73, опирающаяся сверху и снизу на каретку через бронзовые шайбы 74 и притянутая специальной гайкой 75, фиксируемой винтом (не показан), что позволяет резьбовой втулке 73 вращаться без осевого 50 азора.
Винт 72 имеет фланец, которым крепитя к корпусу 67 с помощью винтов и штифов (не показаны). К задней стороне каретки 9 в средней ее части крепится своим флан- 55 ем винт76, расположенный горизонтально проходящий через отверстие в стенке 77. а винте 76 установлена резьбовая втулка 8, на которую навинчена специальная гайа 79, две бронзовые шайбы 80, расположенные по обе стороны отверстия в стенке 77. Определенное положение каретки 69 фиксируется с помощью шпильки 81, ввернутой в тело каретки 69, проходящей через продольные сквозные пазы в горизонтальной направляющей 70 и правой боковой стенке 60 узла 54, шайбы 82 и гайки 83.
Определенное положение корпуса 67 нижнего валка 55 по высоте относительно каретки 69 фиксируется с помощью планки 84, имеющей зубья, входящие в зацепление с аналогичными зубьями, выполненными на головке резьбовой втулки 73, с последующим стопорением винтами (показаны условно).
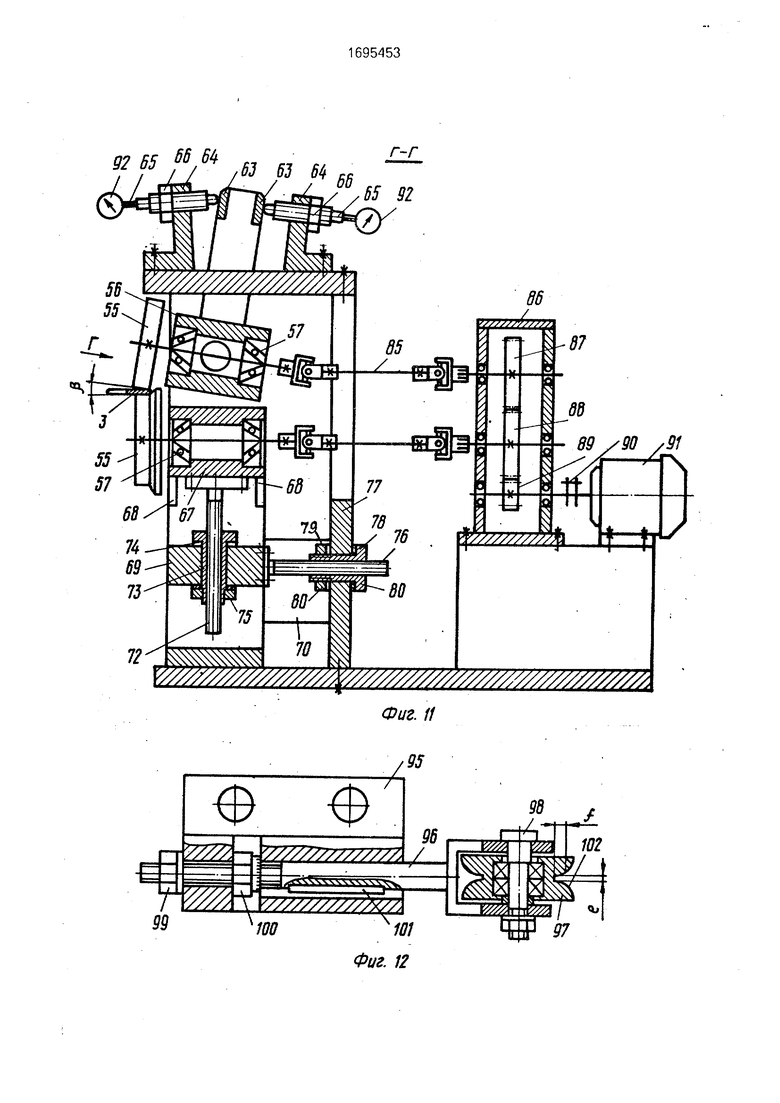
Гибочные валки 55 получают вращение через валы с гибкой связью, например карданные валы 85, сидящие на шлицевых концах выходных валков редуктора 86, шестерни 87 - 89, муфту 90 от привода 91. Левые головки карданных валов 85 жестко соединены с гибочными валками 55. Узел 54 гибки снабжен также установленными на специальных кронштейнах (не показаны) двумя микрометрическими индикаторами 92.
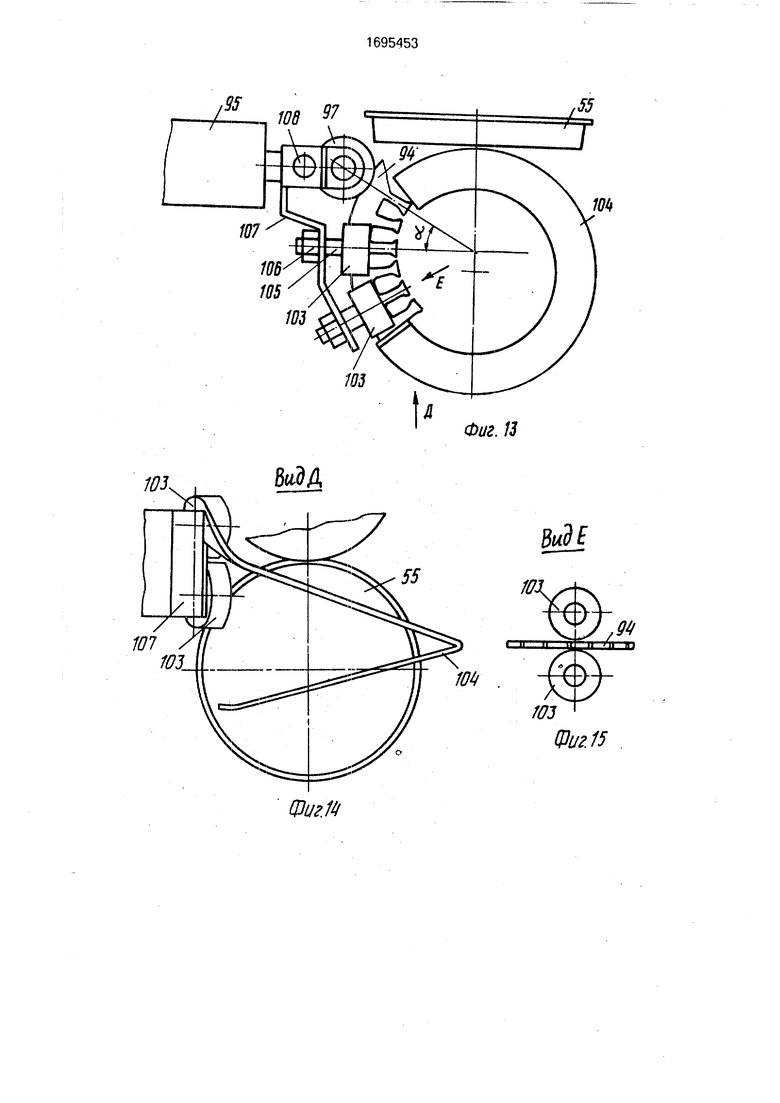
Узел 93 (фиг. 1, 12 и 13) включает в себя механизм 94 формирования окончательного диаметра спирали, состоящий из корпуса 95, в котором установлен стержень 96. На правом конце стержня 96 смонтирован на шарикоподшипниках ролик 97 на оси 98. На левом .конце стержня 96 выполнена микрометрическая резьба, на которую навинчены контргайка 99 и гайка с лимбом 100, служащие приводом стержня 96 ролика 97. Ориентация стержня 96 осуществляется шпонкой 101. В ролике 97 выполнена профильная канавка 102, аналогичная по форме- профильной канавке 53 на ролике 49 (фиг. 9). Размеры прямоугольной части канавки 102 (фиг. 12) приняты равными: е - на 25% больше толщины ленты 3, а Г - половина ширины сплошной части спирали 94 (фиг. 1). Корпус 95 (фиг. 12) устанавливается и закрепляется на узле 54 гибки (фиг. 1) таким образом, чтобы выполнялись следующие необходимые условия: ось симметрии профильной канавки 102 (фиг. 12) совмещалась с плоскостью гибки ленты 3; расстояние от точки контакта ролика 97 с наружной кромкой предварительно изогнутой спирали до зоны гибки ленты 3 соответствовало соотношению (0,6-1,0)R, где R - наружный радиус магнитопровода окончательно согнутой спирали 94 (фиг. 1).
За роликом 97 (фиг. 13) и по ходу движения навиваемой спирали 94 установлены направляющие элементы схода спирали в виде пары опор 103 качения симметрично
относительно спирали и фигурный направляющий элемент 104.
Опоры 103 при помощи осей 105 и гаек 106 смонтированы на кронштейне 107, который закреплен на правом конце стержня 96 винтами 108, при этом угол о. находится в пределах 10-30°. Плоскость симметрии зазора между парами верхних и нижних роликов 103 расположена в одной плоскости с зонами предварительной и окончательной гибки. Это необходимо для исключения воздействия переменного веса спирали на параметры гибки.
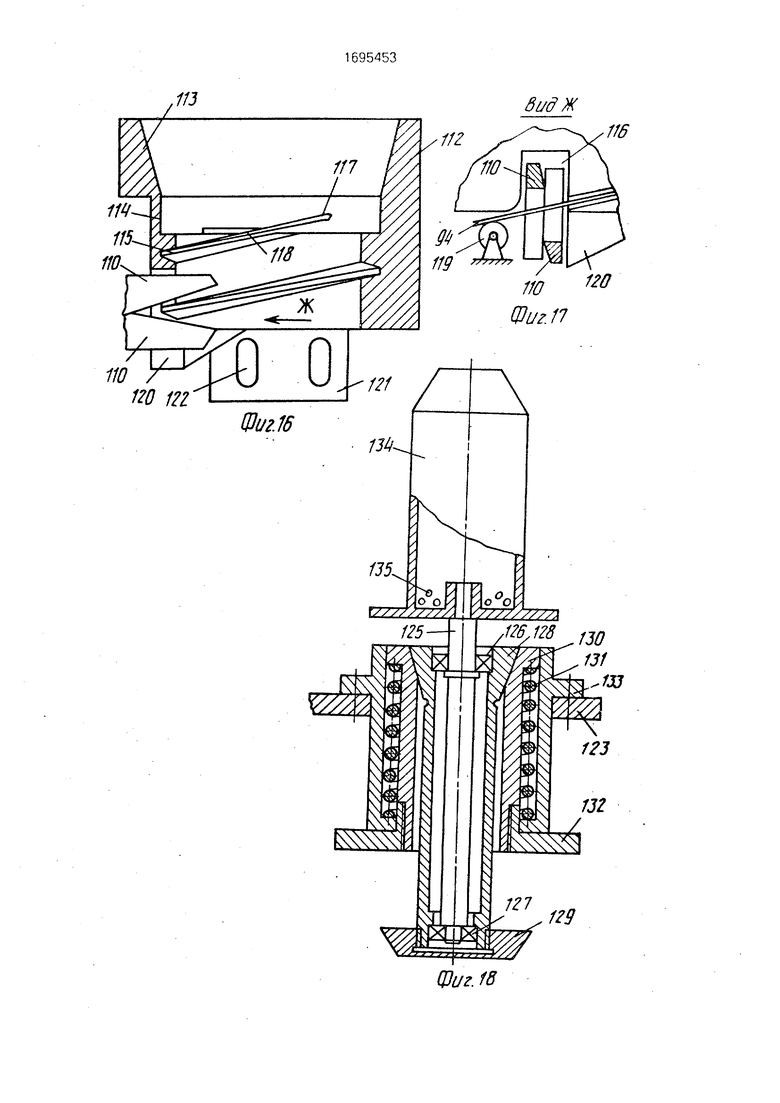
После опор 103 качения установлен фи- гупный направляющий элемент 104 (фиг, 1, 13 и 14), выполненный, например, в виде неполного витка из ленты шириной, равной ширине сплошной части спирали 94. Верхняя кромка фигурного элемента 104 установлена выше уровня зазора между опорами 103, а нижний его конец расположен ниже уровня оси нижнего гибочного валка 55. Фигурный элемент 104 прикреплен к правому концу стержня 96 и предназначен для предотвращения возможности повторного попадания свободного конца первого витка спирали-,94 в зону предварительной гибки. Поверхность контакта элемента 104 со сплошной частью спирали 94 может быть выполнена в виде опор качения. Направляющий узел 109 спирали (фиг. 1, 16 и 17) предназначен для приема навитой спирали 94 и обеспечения условий свободного прохождения витков спирали между режущими кромками 110 ножниц 111 (фиг. 1). Направляющий узел выполнен в виде втулки 112 (фиг. 16), отверстие которой состоит из конической заборной части 113, переходящей в цилиндрическую часть 114. В последней выполнена винтовая канавка 115 с шагом, равным раствору ножниц, и наружным диаметром, превышающим наружный диаметр магнитопровода на 1-5 мм. Указанная винтовая канавка 115 может быть выполнена при помощи опор качения. В нижней части втулки 112 выполнен проем 116 (фиг. 17) для установки режущих лезвий ножниц. Для обеспечения условий входа кромки первого витка в начале резьбовой канавки 115 установлен дополнительный упругий элемент 117 (фиг. 16) с отогнутым и заостренным концом. Кроме того, в зоне касания элемента 117с началом винтовой канавки 115 выполнен выступ 118, обеспечивающий гарантированный заход кромки первого витка, без заданий.
На выходе спирали из зоны отрезки установлен поддерживающий ролик 118 (фиг. 17), наружная поверхность которого является продолжением нижней поверхности винтовой канавки 115. Кроме того, левая кромка проема 116 выполнена со скруглением. Это необходимо для беспрепятственного прохода спирали 94 после ее отрезки и во избежание касания с нижней кромкой 110 ножниц
111. На верхнем торце втулки 112 на выходе
винтовой канавки 115 перед зоной отрезки
и вровень со стенкой проема 116 установлен
дополнительный клинообразный элемент
0 120, который отклоняет кромку первого витка спирали и тем самым предотвращает возможность упора его в боковую поверхность лезвия ножниц.
Направляющий узел 109 крепится науз5 ле 54 гибки (фиг. 1) при помощи планки 121 (фиг. 16) с продольными пазами 122, позволяющими производить регулировку положения по высоте. Это необходимо для совмещения зоны выхода резьбовой канав
0 ки 115 в проеме 116с осью симметрии лезвий 110 ножниц 111.
Ножницы 111 (фиг. 1) предназначены для отрезки навитой спирали и выполнены в виде четырехзвенного шарнирного меха5 низма с режущими кромками, введенными в проем 116 (фиг. 17) направляющего узла 109 (фиг, 1). Ножницы имеют автономный привод.
Поворотный стол 123 с оправками 124
0 предназначен для приема навитой спирали и переноса отрезанных спиралей на позицию сьема, а также снабжен автономным приводом и механизмом фиксации (не указаны). На поворотном столе 123 установле5 ны четыре равнорасположенные оправки 124, причем ось оправки, находящейся в рабочем положении, совпадает с осью направляющего узла 109.
Оправка 124 состоит из оси 125 (фиг. 18),
0 смонтированной на подшипниках 126 и 127 качения в гильзе 128, которая выполнена вверху, с конусной поверхностью, а снизу снабжена резьбовой, на которую навинчен диск 129.
5 Конусная поверхность гильзы 128 кон: тактирует с конусной поверхностью стакана 130, а между наружной цилиндрической поверхностью гильзы 128 и внутренней цилиндрической поверхностью стакана 130
0 имеется зазор от 4 до 5 мм (определен экспериментально).
Стакан 130 вверху имеет заплечик, в который упирается пружина 131, а внизу - резьбу, на которую навернут диск 132. Ниж5 ний торец пружины 131 упирается в дно корпуса 133. Наружный диаметр заплечика стакана 130, наружный диаметр цилиндрической поверхности стакана 130 и наружный диаметр цилиндрической выступающей части диска 132 выбраны так, что обеспечивается широкоходовая посадка между ними и корпусом 133. Корпус 133 установлен в расточке плиты поворотного стола 123 и прикреплен к ней болтами (не показаны), На нижний конец оси 125 установлен полый приемник 134 навитой спирали. Грузики 135 предназначены для приведения всех четырех оправок к одинаковому весу.
Механизм дозирования (фиг. 19) содержит весы 136, на одной чаше которых установлен оттарированный груз 137, а на другой чаше - плита 138, которая имеет возможность контактирования с диском 129 оправки 124 (фиг. 1) с навиваемой спиралью 94. На весах установлен датчик веса спирали, выполненный, например, в виде постоянного магнита 139 (фиг. 19), закрепленного на стрелке 140, и неподвижного геркона 141, установленного на измерительной шкале.
Перед весами 136 к корпусу поворотного стола 123 прикреплен кронштейн 142 с установленным на нем пневмоцилиндром 143, к верхней крышке которого прикреплена нижняя плита 144 с направляющими колонками 145 (их две, условно показана одна), по которым перемещаются втулки, запрессованные в верхнюю плиту 146. Верхняя плита 146 соединена с верхним концом штока пневмоцилиндра 143. К верхней плите 146 приварены стойки 147 с зацепами 148, которые имеют возможность контактировать с диском 132 оправки 124. В механизм взвешивания введены также пневмораспределители 149 и 150. Пневмо- распределитель 149 управляет работой пневмоцилиндра 143, а пневмораспредели- тель 150 управляет работой пневмопривода 151 ножниц 111.
Кроме того, в механизм взвешивания введены формирователь 152 импульса отрезки и тиристорный переключатель 153. При помощи последних двух осуществляется выработка единственного импульса напряжения для управления приводом механизма ножниц 111 по первому срабатыванию геркона 141.
Установка снабжена также станиной 154, пультом 155 управления (фиг. 1), элект- рошкаформ 156, счетчиком готовых изделий, системой централизованной смазки, пневмооборудованием и средствами обеспечения синхронной безаварийной работы всех механизмов (не показаны).
Установка работает следующим образом.
На пульте 155 управления устанавливают наладочный режим работы и включают вращение разматывателя 1 (фиг. 1). Конец отмотанной ленты 3 пропускают через механизм 6 контроля плоскостности зубцов 5. предварительно отжав верхние подпружиненные ролики 11 (фиг. 3) с помощью эксцентрикового кулачка 16. После этого ленту 5 проводят через механизм 7} обеспечивая плоскостности зубцов (фиг. 1), отжав нижний валок 30 (фиг. 4). Далее ленту проводят через петлеобразователь 8 и механизм 38 контроля плоскостности зубцов ленты (фиг, 10 1), предварительно отжав подпружиненные верхние ролики 11 (фиг 6) с помощью эксцентрикового кулачка 16, а затем передний конец ленты пропускают под роликом 40 и далее проводят через механизм 42 ввода 15 ленты (фиг. 1), а ее кромку подводят в зону гибки между валками 55. Опускают ролики 11 (фиг. 3 и 6). Включают электродвигатель привода 91 (фиг. 11) вращения гибочных валков. При этом кромка сплошной части ленты 0 захватывается валками 55 (фиг. 1, 10 и 11) и производится предварительная гибка с радиусом, превышающим радиус магнитопро- вода в 1,1-1,6 раза, определяемым экспериментально в зависимости от геомет- 5 рических размеров их механических характеристик материала ленты. Свободный конец предварительно изогнутой ленты входит в профильную канавку 102 ролика 97 (фиг. 12) механизма формирования оконча- 0 тельного диаметра спирали 94 (фиг. 1) и затем по парным подшипникам 103 качения и по фигурному направляющему элементу 104 (фиг. 13) опускается.
Одновременно с включением привода 5 гибочных валков включаются в синхронную работу и автономные приводы механизма разматывателя 1 и механизма 7 обеспечения плоскостности (фиг. 1). На этом наладочный режим завершают и переключают 0 режим работы на полуавтоматический.
Контроль плоскостности зубцов ленты производится следующим образом. При прохождении через механизм 6 (фиг. 1 и 3) зубцов, поверхности которых находятся в 5 одной плоскости с поверхностью сплошной части ленты 3, оси контактных роликов 18 неподвижны или смещаются в вертикальной плоскости на небольшую, заданную ве- .личину, например на 0,2 мм. При этом 0 контакты микропереключателей 17 находятся в разомкнутом положении.
Прохождение искривленного зуба приводит к смещению оси одного из роликов 18 сверх допустимой величины (например, бо- 5 лее 0,2 мм). В результате этого происходит замыкание контактов соответствующего микропереключателя 17, которое включает в работу привод 23 возвратно-поступательного действия (фиг. 4). Лента 3, перемещаясь в пазу 36 наковальни 20, подвергается
ударам бойка 24, при которых деформированные зубья выравниваются. Через определенный интервал времени, задаваемый реле времени, привод 23 останавливается. В случае, если искривленный зуб все же с лентой поступает в механизм 38 (фиг. 1), то аналогично предыдущему один из контактных роликов 18 (фиг. 6), смещаясь на величину более 0,2 мм, воздействует на соответствующий микропереключатель 17, что приводит к остановке двигателя 91 привода (фиг. 11) вращения гибочных валков, включение звуковой и световой индикации сигнала Дефект ленты.
Далее лента 3 проходит между валками 55 (фиг. 1, 10 и 11), которые в зависимости от заданных геометрических параметров спирали магнитопровода устанавливаются следующим образом. Верхний валок 55 с помощью микрометрических винтов 65, контргаек 66 по показаниям индикаторов 92 устанавливают под углом / (угол /9 соответствует углу, который образуется в процессе прокатки, деформации ленты и в зависимости от типоразмера спирали магнитопровода меняется), а нижний валок 55 двумя перемещениями в горизонтальном и вертикальном направлениях при помощи винтов 72 и 76, и резьбовых втулок 73 и 78 подводится строго под верхний валок с обеспечением необходимого трапецеидального зазора между верхним и нижним валками (зазор у заднего торца валков должен быть примерно на 0,04-0,05 мм меньше исходной толщины ленты). Положение нижнего валка 55 фиксируется в вертикальном направлении затягиванием зубчатой планки 84, а в горизонтальном - с помощью шпильки 81 и гайки 83.
При переключении режима работы с наладочного на полуавтоматический приходит в действие пневмораспределитель 149 (фиг. 19), что вызывает опускание привода верхней плиты 146. Зацепы 148 увлекают за собой вниз диск 132, сжимая тружину 131 (фиг. 18). При этом гильза t28, несущая приемник 134 спирали со своим диском 129, под собственным весом опускается на плиту 138 (фиг. 19). Образуется зазор между коническими поверхностями гильзы 128 и стакана
130. Таким образом происходит отделение оправки с навиваемой спиралью от поворотного стола 123.
Навитая спираль проходит через направляющий узел 109 (фиг. 1) в зону раствора ножниц 111 и опускается на оправку 124, приводя ее во вращение. Диск 129 оправки 124 под действием веса навитой спирали воздействует на чашу весов и отклоняет
стрелку 140 (фиг. 19). При достижении требуемого веса спирали магнитопровода стрелка подходит к геркону 141 и замыкает при помощи постоянного магнита 139 электрическую цепь системы выработки сигнала
на отрезку навитой спирали. Происходит отрезка спирали путем срабатывания привода 151 возвратно-поступательного действия. Затем ножницы раскрываются и через паузу, определяемую реле времени, происходит расфиксация поворотного стола 123 (фиг. 1), поворот на 90° и фиксация его в этом положении без остановки процесса навивки. При этом отрезанная спираль магнитопровода с оправки снимается.
Формула изобретения
Установка для изготовления витого магнитопровода электрической машины, содержащая станину, на которой установлены
механизм гибки ленты на ребро с образованием спирали, включающий пару валков с приводом их вращения, поворотный стол с оправками для приема пакета спирали, механизм дозирования пакета спирали и механизм отрезки ленты, отличающаяся тем, что, с целью расширения технологических возможностей путем изготовления маг- нитопроводов различных типоразмеров, валки выполнены цилиндрическими, а привод их вращения снабжен валами с гибкой связью, например карданными валами, соединенными с валками, валки снабжены корпусами, верхний из которых имеет возможность поворота в вертикальной плоскости и снабжен механизмом фиксации угла его поворота, а нижний имеет возможность поступательного перемещения в вертикальной и горизонтальной плоскостях и снабжен механизмом фиксации его положения в этих плоскостях.
N
со in
«T ID O (D
vi
I
&
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |
| Устройство для изготовления витых ленточных магнитопроводов электрических машин | 1987 |
|
SU1677797A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |

Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов и может быть использовано в электротехнической промышленности. Целью изобретения является расширение технологических возможностей установки путем изготовления магнитопроводов различных типоразмеров. Цель достигается тем, что в установке верхний валок установлен с возможностью поворота в вертикальной плоскости, которая проходит через оси обоих валков. Нижний валок установлен с возможностью перемещения в горизонтальном и вертикальном направлениях, причем оба валка выполнены цилиндрическими. Для каждого типоразмера навиваемой спирали магнитопровода поворотом- верхнего валка и изменением положения нижнего обеспечивается соответствующий зазор и угол между ними. 19 ил. Ј
5 2Пф
А
i-i
Ь гпф
W
4
4
Г
КТ
Я /Г 02
/
&.
Ч
21
JLL
Щ
C9fr969l
h
5-6
JL
x&
4S
uM
%
т
Ј3
Фиг. в
I 45 Ь5 tS
/ / /
Фиг.7
B-B
.d 51 щ -Sfcsu f It
°m
53
SI
Фиг. 9
к
59 56
Фиг. Ю
е §
О) СО
ел -fa ел со
I
5U 111
iwV
120 121
8 ид Ж
Щи г. 18
фиг.19
м w ™ м
| Авторское свидетельство СССР № 1598807, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
