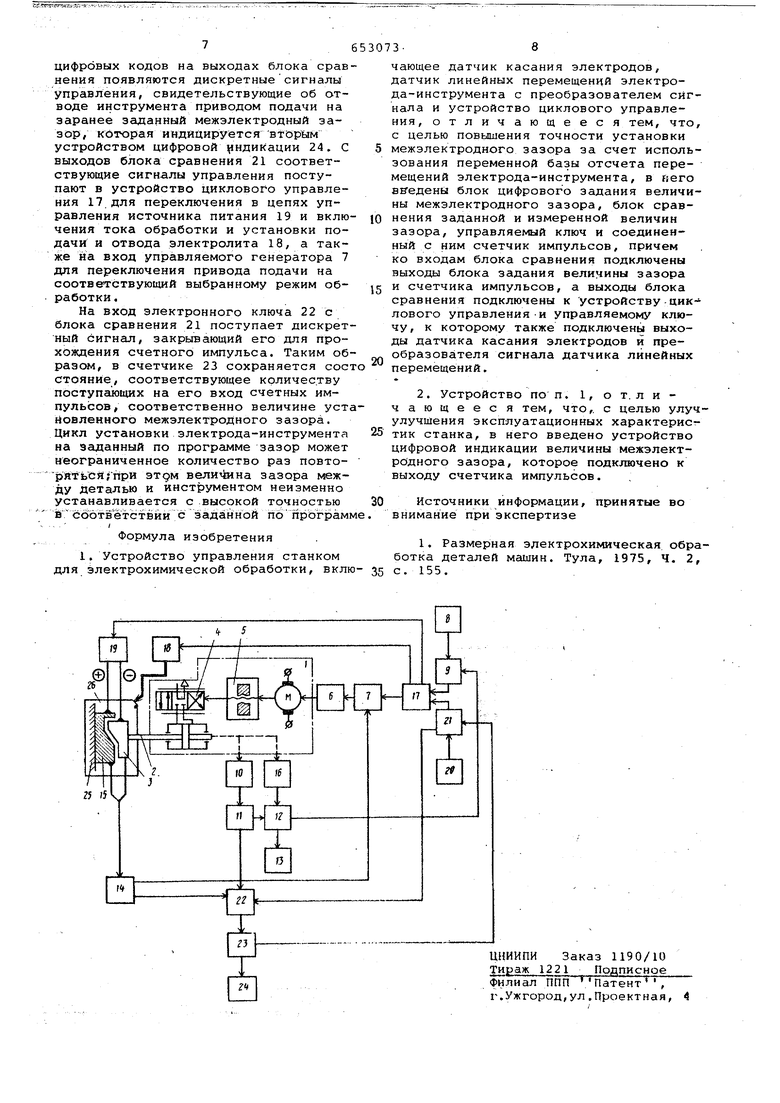
(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ 3 ,6 Это достигается тем,что система снабжена, последовательно подключенными блоком цифрового задания величины начального межэлектродногоэёГзЬра и блоком сравнения заданного и измеренного значений величины начального меж электродного зазора, 9дин из выходов которого подключен к устройству цикло вого управления, а также элёктрич ески управляемым ключом с подключенным к нему счетчиком импульсов, причем первый из входов электрического управляемого ключа соединен с одним из вы кодов ус.тройства фиксации момента касаййя электродом-инструментом обрабатываемой поверхности, второй - с преобразователем сигнала датчика измереНИИ линейных, перемещений электродаинструмента, а третий - со вторым выходом блока сра.внения заданного и из меренного/значений, величин начального межэлектродного зазора, а выход счет™ чика импульсов соединен со вторым вхо дом блока сравнения .. Кроме того, с целью улучСиения -зкс плуатадионной характеристики станка ко второму выходу счетчика импульсовподключено устройство цифровой индика ции величины начального межэлектродного зазора. На чертеже дана структурная схема системы управления станком для электрической обработки.. Она содержит электрогидравличёский привод подачи 1 с пинолью 2, несущей электрод-инструмент 3, .следящим золот ником 4, соединенным с источником гид равлической энергии (на чертеже це rto казан) и винтовыгл преобразователей уп равляющих воздействий 5, электрически преобразовательпостоянного тока 6, угГравляёмый электрический генератор импульсов 7-, блок цифрового задания скорости направления и .величины линейного перемещения-электрода- иНструмента 8, блоксравнения 9 заданных и отработанн| х приводом подачи значений величины линейньпс перемещений элект-, рода-инструмента, датчик измерения линейных перемещений (например, типа .индуктосин)10, неподвижная часть которого закреплена на корпу- се, а подвижная - на пиноли 2 приво.да. подачи электрода-инструмент.а 1. Она включает также преобразователь 11 аналогового сигнала, снимаемого с Датчика измерения линейных перемещений, двоичный реверсивный счетчик импульсов 12, устройство дешифрации 13 двоичного кода счетчика импульсов в десятичный с цифровой индикацией ве личины линейного перемещения электрода-инструмента в цифровой форме, электронное триггерное устройство 14 для фиксации момента касания электро да-йгнструмёнта с обрабатываемой поверхностью детали, вход которого подключен к электроду-инструменту 3 и обрабатываемой детали 15, устройст3во для фиксации точки нулевого отсчета (исходного положения, привода подачи) 16, устройство циклового управления 17, установку подачи.и от- вода электролита 18,источник питания постоянного тоКа 19. Кроме того, система управления снабжена последовательно подключенными блоком цифрового задания величины начального межэлектродного зазора (МЭЗ) 20, и блоком сравнения 21 заданного и отра отанного приводом подачи и измеренного значений величины межэлектродного зазора, при этом один из выходов этого блока подключен к устройству циклового управления 17, а также электрйческим управляемым ключом 22, выполненным на транзистбрной логике и нереверсивным счетчиком импульсов 23, причем первый из вхо(Дов электрического управляемого 22 соё1(инён с выходом устройства 14 для ф1 ксации момента касания электрода-инструмента обрабатыв.аемой поверхности,второй - с выходом преобразователя 11 сигнал.ов с датчика измерения линейных перемещений, а третий - со вторым выходом блока сравнения 21. -. Выход счетчика импульсов 23 соединен со вторым входом блока сравнет ния 21. ,. Ко второму выходу счетчика импульсов 23 подключено устройство цифроВОЙ индикации 24, отработанной приводом подачи величины начального межэлектродного зазора. Привод подачи может быть применен также в электромеханический, например, с двигателем постоянного тока и тиристорным преобразователем. В. этом случае вместо управляемого генератора импульсов7 используется усилитель постоянного тока, Система управления работает следующим образом. Обрабатываемая деталь. 15 уставав-. ливается в соответствующем приспособлении 25, расположенном -в камере станка. Система управления н.астраивается.в соответствии с заданной циклограммой работы механизмов станка.. ЗаДается величина;/ направление и скорость линейного перемещения пиноли 2f также ве.личина отвода на межэлект--. родный зазор. Исходное положение пино ли,- соответствующее началу отсчета величины ее перемещения, фиксируется устройством 16. В последующем это устройство выдает дискретный сигнал управления каждый раз, когда пиноль, переперемещая электрод-инструмент, приходит в это фиксированное положение, а блоки системы приводятся в состояние, соответствующее нулевому значению величины линейного перемещения электрода-инструмента. . При перемещении пиноли происходит изменение расположения подвижной и неподвижной частей датчика 10 одной
относительно другой. При этом изменяется аналоговый сигнал, поступающий датчика на вход преобразователя 11, преобразующего аналоговый сигнал в дискретный, (импульсный) . Этот сигнал хара ктеризует линейное перемещение н принятую единицу длины. Усиленные импульсы напряжения с преобразователя 11 поступают в каналы .отсчета координатных перемещений электрода-инструмента и величины устанавливаемого меэлектродного зазора. В канале отсчета координатных перемещений импульсный сигнал поступает непосредственно на реверсивный счетчик импульсов 12, где в зависимости от направлени) перемещения они складываются или .вычитаются, т.е. происходит алгебраический счет в двух направлениях. Со -Счечика импульсов сигналы в двоично-деся.тичном коде поступают в устройство дешифрации и цифровой индикации 13, где они преобразуются в десятичный позиционный код и затем индицируются на цифровом табло устройства индика . . - ;.ций. . .
, Кроме того, ЭТИ- же сигналы поступают в блок сравнения 9 заданных и отработанных приводом подачи значений величин перемещения электрЬдаинйтрумента. На второй вход этого же блока сравнения с блока задания кооряинатнйх перемещений 8 (в том же крде) поступают сигналы, соответствующие величинам заданных перемещений и напра1|леиий. При перемещении электрода-инструмента на первом, входе блока с йвнения 9 сигнал (код) изменяется, в тс время как на втором входе сигнал (код) бстается постоянным. В определеный момент эти сигналы (коды) принимают одинаковые значения в тогда на выходе блока сравнения появляется сигнал свидетельствующий об обработке приводом подачи заданного перемещения С выхода блока сравнения соответствующие сигналы управления поступают в . устройство циклового управления 17 для переключения в цепях управления источника питания 19 и уставоаки подачи к о.твода электролита 18, а также на вход управляемого генератора 7 йля изменения скорости или направления перемещения инструмента с помощью привода подачи 1.
В канал отсчета величины межэлектродного зазора импульсный сигнал с преобразователя 11 поступает 71ерез yпpaвляe JIЫй электрический ключ 22, УпЕэавление его работой осуществляется по двум входам/ на один из которых поступает электрический сигнал двух полярностей блока сравнения 21 величины межэлектродного зазора 20, Положительная полярность сигнала открывает, а отрицательная закрывает этот блок для прохождения импульсов, поступающих с преобразователя 11. На второй вход ключа поступает электрический сигнал, но уже с устройства 14 для фиксации момента касания. Положительная полярность так- же открывает, а отрицательная закрывает этот блок для прохождения импульсов, поступающих с того же преобразователя 11. . 5 Работа канала отсчета истинного значения межэлектродного зазора осуществляется сЛедующим образом.
С блока задания величины начального межэлектродного зазора 20 на O вход блока сравнения 21 поступает сигнал в соответствующем числовом коде. Привод подачи ,перемещает инструмент при выключенном источнике питания до касанйя и деталью 15. В g Момент касания срабатывает электронное триггерное устройство 14 для фиксации момента касания, которое электрически связано с электродом и деталью. При этом на одном его выходе сигнал поменяет свою полярность. Этот
0 сигнал переключит управляемый элект. рический преобразователь 6 и генератор 7 на режим, соответствующий отводу электрода инструмента от детали на величину, соответствующую заданной. Сформированный импульсный сигнал со второго выхода устройства 14 переводит в нулевое исходное Состояние нереверсивный счетчик импульсов 23 и подготовит его для счета импульсов,, 0 поступающих с преоб зазователя 11, дйя регистрации отвода электрода на заданную величину зазора. В начале отвода инструмента устройство 14 продолжает.еще выдавать сигнал, 5 запрещающий прохождение импульсов с преобразователя 11 на вход счетчика 23, что необходимо для исключения Погрешностей отсчета величины устанавливаемого межэлектродного зазоу ра, которые могут вызываться упругими деформациями в системе .СПИД станка. Только в момент, когда электрический контакт между деталью и инструментом в процессе отвода будет разорван, триггерное устройство 14 вер5нется в исходное состояние и на его выходе, соединенным с ключом 22, поменяется сигнал, который откроет этот ключ прохождению счетных импульсов . для отсчета величины межэлектродного 0 зазора. Импульсы, поступающие после этого с преобразователя 11 на вход ключа 22, проходят на вход нереверсивного счетчика,импульсов 23. Тем самым обеспечивается точность совпа5 Дания момента исчезновения электрического контакта с началом отсчета величины устанавливаемого межэлектродного зазора.
По мере поступления счетных имQ пульсов на вход счетчика. 23 при отводе инструмента от детали на его выходе меняется цифровой код, который поступает на второй вход блока 21 сравнения заданного и отрабатываемого значения величины межэлектродно5
го зазора. В момент совпадения этих
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоупРАВлЕНия CTAHKOM для элЕКТРОХи-МичЕСКОй ОбРАбОТКи | 1976 |
|
SU793739A1 |
| Способ электроэрозионной обработкии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848235A1 |
| ЦИФРОВОЙ МАГНИТОФОН | 1992 |
|
RU2054715C1 |
| ЦИФРОВАЯ СИСТЕМА ТЕЛЕВИДЕНИЯ | 1996 |
|
RU2128890C1 |
| Устройство для регулирования межэлектродного зазора при электрохимической обработке | 1984 |
|
SU1296333A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РЫХЛОСТИ ЭПИТЕЛИАЛЬНОЙ ТКАНИ КИШЕЧНО-ЖЕЛУДОЧНОГО ТРАКТА | 1991 |
|
RU2026004C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТОМОБИЛЕМ | 2009 |
|
RU2392143C1 |
| ЦИФРОВАЯ СИСТЕМА ТЕЛЕВИДЕНИЯ | 1999 |
|
RU2165681C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
