соединенного с выходом первого триггера и блоком управления режимом источника питания, а на третий вход включен датчик защиты электродов от короткого замыкания, на второй вход третьего триггера включен выход второго триггера, а на второй вход четвертого триггера включен выход третьего триггера. При этом входы установки триггеров в исходное положение соединены с дешифратором обработки, а триггеры через преобразователи соединены также с блоками числового программного управления межэлектродным зазором, управления приводом подачи и управления режимом источника питания.
В устройство введен также элемент «И, один вход которого соединен с датчиком касания электродов через преобразователь, а второй вход включен к выходу элемента задержки, вход которого соединен с выходом триггера, входы которого соединены с первым и четвертым триггерами, а выход элемента «И включен на вход первого триггера дешифратора межэлектродного зазора.
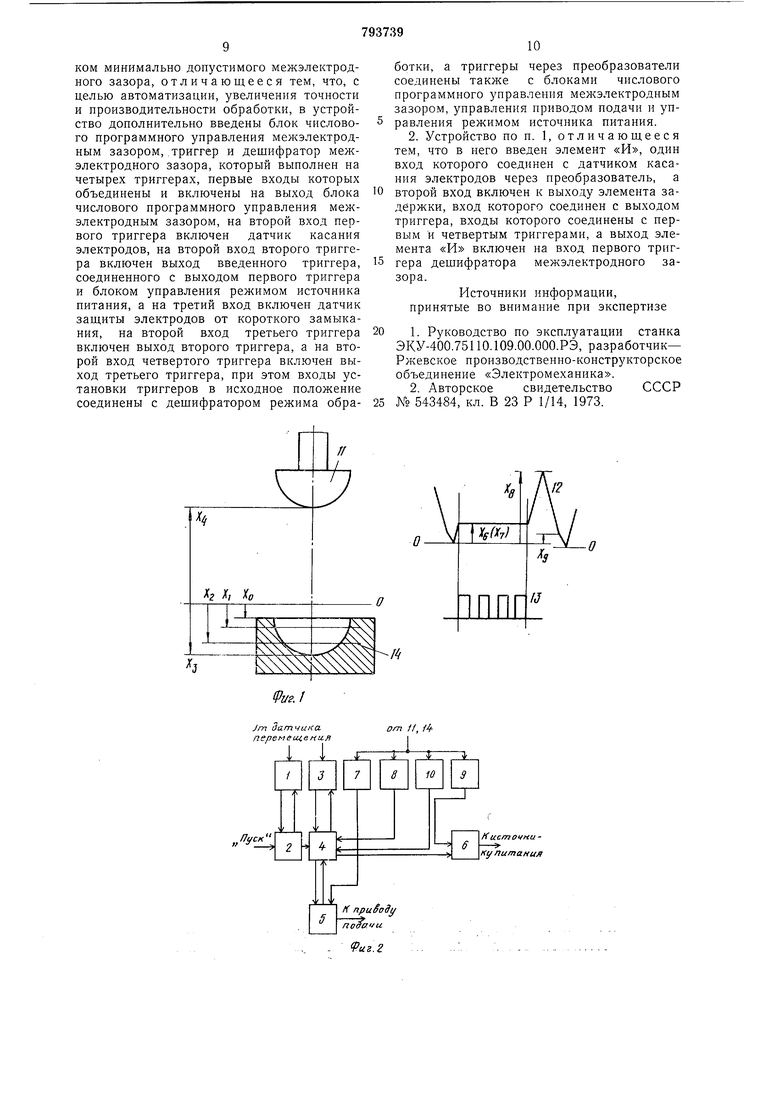
На фиг. 1 представлена схема переключения режимов обработки при перемеш,ении катода-инструмента и установки межэлектродных зазоров; на фиг. 2 - блоксхема устройства для автоматического управления станком; на фиг. 3 - схема дешифратора режима обработки; на фиг. 4- схема дешифратора межэлектродного зазора; на фиг. 5 - схема датчика касания электродов.
Устройство содержит блок 1 числового программного управления перемеш,ением, соединенный с дешифратором 2 режима обработки, и блок 3 числового программного управления межэлектродным зазором, соединенный с дешифратором 4 межэлектродного зазора, который соединен с дешифратором 2 режима обработки, блоком 5 управления приводом подачи, блоком 6 управления режимом источника питания, датчиком 7 минимально-допустимого межэлектродного зазора, датчиком 8 зашиты электродов, датчиком 9 газонаполнения межэлектродного зазора, датчиком 10 касания электродов.
Блоки 1 и 3 служат для числового программного управления перемеш,ением электрода-инструмента 11 по координатам Xi-Х4 (блок 1) и координатам ХБ-Хд (блок 3), соответствуюшим межэлектродным зазорам в импульсно-циклическом режиме (циклограмма 12): Xg - межэлектродный зазор при отводе в непрерывном режиме после срабатывания датчика заш,иты электродов 8 и при отводе на промывку (эвакуацию продуктов электролиза) в импульсных режимах, Xs - межэлектродный зазор при повторном включении напряжения на электродах после срабатывания датчика защиты электродов в непрерывном режиме (); Хе (Х) - рабочие межэлектродные зазоры в импульсных режимах (), при которых включается напряжение 13 на электродах 11, 14; Xg - межэлектродный зазор при снижении скорости подвода электрода-инструмента 11 к электроду 14 в импульсных режимах.
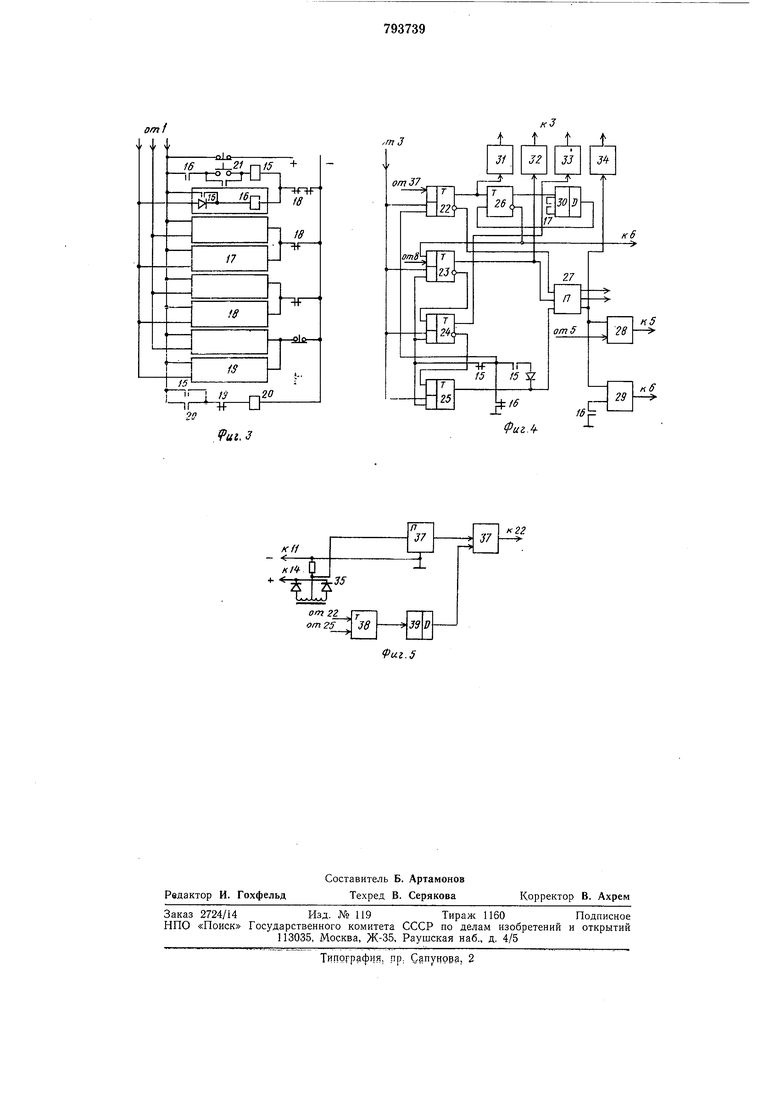
Дешифратор 2 режима обработки и дешифратор 4 межэлектродного зазора предназначены для расшифровки сигналов блоков числового программного управления 1, 3 и преобразования этих сигналов в сигналы управления блоками 1, 3, 5, 6. Дешифратор 2 режима обработки содержит реле 15-20, соединенные с кнопкой «Пуск 21.
Дешифратор 4 управления межэлектродным зазором содержит триггеры 22-26, преобразователи 27-29, элемент задержки
30, ключи 31-34.
Датчик касания 10 содержит дополнительный источник 35 низкого напряжения, преобразователь 36, элемент «И 37, триггер 38, элемент задержки 39.
Устройство работает следующим образом.
При нажатии кнопки 21 включается реле 15 и 20 (фиг. 3) дешифратора 2 режима обработки (фиг. 2). Контакты реле 15
обеспечивают установку триггеров 22-24 (фиг. 4) дешифратора 4 управления межэлектродным зазором (фиг. 2) в исходное положение и опрокидывание триггера 25 (фиг. 4), при этом положение триггеров 22,
25 фиксируется контактами реле 15. При включении реле 20 блок 1 числового программного управления перемещением включается в режим отсчета перемещений, а включение реле 15 обеспечивает контроль
координаты Xj (фиг. .1). На выходе преобразователя 27 появляется сигнал, поступающий на входы элемента «И 28 и элемента «И 29. На выходе элемента «И 28 появляется сигнал «Подвод замедленно,
проходящий на выход блока 5 управления приводом подачи, катод-инструмент 11 подается со скоростью 3-5 мм/мин. Одновременно на выходе элемента «И 29 появляется сигнал, поступающий на вход блока 6
управления режимом источника питания, который обеспечивает включение непрерывного напряжения на электродах 11, 14.
В результате сближения электродов 11, 14 возникают пробои газожидкостного слоя
межэлектродного зазора в связи с чем возникают кратковременные падения напряжения на электроде. Когда амплитуда кратковременных падений напряжения на электродах И, 14 достигает порога срабатывания датчика 7 минимальнодопустимого межэлектродного зазора и с его выхода поступает сигнал на блок 5 управления приводом подачи, формирующий сигнал запрета длительностью 0,1-0,5 с и подает его
на вход элемента «И 28, на выходе которого сигнал «подвод замедленно отключается, и на выходе блока управления приводом подачи 5 сигнал отключается, подача катода-инструмента 11 прекращается. При этом межэлектродный зазор увеличивается, сигнал на выходе датчика минимально-допустимого межэлектродного зазора 7 исчезает, подача катода-ипструмента 11 через 0,1-0,5 с возобновляется. Если частота отключений подачи катода-инструмента 11 по сигналу датчика минимально-допустимого межэлектродного зазора 7 превышает заданную (более 0,2-1 Гц), блок управления приводом подачи 5 уменьшает напряжение на выходе, подача катода-инструмента 11 снижается. Таким образом поддерживается минимально-допустимый межэлектродный зазор.
При состоянии межэлектродного зазора, соответствующем приближению короткого замыкания электродов 11, 14, амплитуда кратковременных падений напряжения достигает порога срабатывания датчика защиты электродов от короткого замыкания 8, который выдает сигнал, опрокидывающий триггер 23, и на выходе преобразователя 27 и элемента «И 22 отключается сигнал «Подвод замедленно, а на выходе преобразователя 27 появляется сигнал «Отвод, отключается сигнал на выходе элемента «И 29 и при этом блок управления режимом источника питания 6 обеспечивает отключение напряжения на электродах 11, 14. При отключении сигнала «Подвод замедленно через ключ 34 на блок числового программного управления межэлектродпым зазором 3 подается сигнал на начало отсчета {Х 0), а с триггера 23 через ключ 32 - сигнал на отсчет координаты Xs. Сигнал «Отвод через блок управления приводом подачи 5 обеспечивает отвод катода-инструмента 11 в точку Х Х8, в которой блок 3 числового программного управления межэлектродным зазором выдает команду на дешифратор 4 управления межэлектродным зазором. При этом триггер 23 возвращается в исходное положение и на выходе преобразователя 27 отключается сигнал «Отвод и восстанавливается сигнал «Подвод замедленно, при этом сигнал на выходе элемента «И 28 через блок управления приводом подачи 5 обеспечивает подачу катода-инструмента 11, а сигнал на выходе элемента «И 29 через блок управления режимом источника питания 6 обеспечивает восстановление непрерывного напряжения на электродах 11, 14. Таким образом осуществляется защита электродов от короткого замыкания.
Обработка в непрерывном режиме продолжается до тех пор, пока катод-инструмент 11 переместится в точку X Xi. При этом блок числового программного управления перемещением 1 выдает сигнал дешифратору режима, обработки 2, реле 15
отключается и включается реле 16. Контакты реле 15 размыкаются па входе блока числового программного управления перемен1,ением 1 и переключаются на входе блока числового программного управления мелолектродным зазором 3. Контакты реле 16 переключают блок числового программного управления перемещением 1 в режим контроля координаты Хо, блокиру0 ютвход элемента «И 29 и разблокируют триггеры 22, 25. При этом на выходе элемента «И 28 сохраняется сигнал «Подвод замедленно и катод-инструмент 11 подходит к электроду 14. Таким образом оканчивается непрерывная обработка. При контактировании электродов 11, 14 сигнал с дополнительного источника низкого напряжения в виде двухполупериодного выпрямителя со средней точкой 35 подается на вход
0 преобразователя 36 и на его выходе возникают импульсы напряжения, поступающие через элемент «И 37 на вход триггера 22 (фиг. 4). При опрокидывании триггера 22 на выходе преобразователя 27 сигнал «Под5 вод замедленно сменяется сигналом «Отвод, при этом через ключ 31 на блок 3 числового программного управления межэлектродным зазором подается сигнал на контроль межэлектродного зазора Х, а через ключ 34 подается сигнал на сброс и начало отсчета. При опрокидывании триггера 22 опрокидывается триггер 38, сигнал от которого без задержки через элемент задержки 39 блокирует вход элемента «И
5 37. За счет блокировки случайные сигналы с выхода преобразователя 36, обусловленные, например, замыканием электродов 11, 14 токопроводящими частицами, не проходят на выход элемента «И 37.
0 При перемещении катода-инструмента 11 в точку Х Хб блок 3 числового программного управления межэлектродным зазором выдает сигнал дешифратору 4 управления межэлектродным зазором, при этом триггеры 22, 25 устанавливаются в исходное положение и опрокидывается тиггер 26. При опрокидывании триггера 26 на блок управления режимом источника питания 6 подается сигнал для формирования серии импульсов напряжения 13 (фиг. 1) на электродах 11, 14. Если в течение текущего импульса напряжения газонаполнение зазора между электродами 11. 14 достигает такой величины, что амплитуда кратковременных
5 падений напряжения на электродах 11, 14 достигает порога срабатывания датчика газонаполнения межэлектродпого зазора 9, он выдает сигнал, поступающий на блок управления режимом источника питания 6.
0 и текущий импульс напряжения на электродах 11, 14 отключается. Таким образом ограничивается длительность каждого импульса напряжения из серии при достижении газонаполнепия меж5 электродного зазора до заданной величин.
т. е. автоматически выбирается оптимальная длительность имиульсов нанряжения на электродах. Длительность серии импульсов напряжения 13 определяется длительностью задержки сигнала элементом задержки 30. Сигнал с выхода элемента задержки 30 возвращает триггер 26 в исходное положение, при этом снимается сигнал с выхода блока зправления режимом источника питания 16 - импульсное напряжение на электродах И, 14 отключается, а триггер 23 опрокидывается и на выходе преобразователя 27 устанавливается сигнал «Отвод, который через блок управления приводом подачи 5 обеспечивает отвод катода-инструмента И. При опрокидывании триггера 23 через ключ 32 и контакты реле 15 блок числового программного управления межэлектродным зазором 3 устанавливается в режим контроля координаты Xg. При отводе катода-инструмента 1I в точку Х Х8 блок 3 числового программного управления межэлектродным зазором выдает команду, при которой в дешифраторе 4 управления межэлектродным зазором триггер 23 устанавливается в исходное положение, а триггер 24 опрокидывается. При этом на выходе преобразователя 27 отключается сигнал «Отвод и включается сигнал «Подвод, наряду с этим через ключ 33 блок 3 числового программного управления межэлектродным зазором устанавливается в контроля координаты Хд. В точке Х Х9 блок 3 числового программного управления межэлектродным зазором выдает команду, от которой триггер 24 устанавливается в исходное положение, а триггер 25 опрокидывается и на выходе ппеобразователя 27 отключается сигнал «Подвод и включается сигнал «Подвод замедленно, который через элемент «И 28 и блок управления приводом подачи 5 обеспечит замедленный полвоч. катода-инструмента 11 к электроду 14. ПРИ сигнале «Подвод замедленно ключ 34 будет заперт и блок числового программного управления межэлектродным зазором 3 заблокирован. Наряду с этим при опрокидывании триггера 25 триггер 28 датчикакасания 10 устанавливается в исходное положение и единичный сигнал с его выхоаа через некоторое время через элемент задержки 39 снимает блокировку входа элемента «И 37. Датчик касания 10 будет готов к работе. Задержка, устанавливаемая элементом 39, определяется временем полного перехода триггеров 24, 25 из одного устойчивого состояния в другое. Она необходима в связи с тем, что в точке возможно срабатывание датчика касания 10 от замыкания электродов II, 14 токопроводящими частицами, а поступление сигнала в период переключения триггеров 24, 25 может привести к их сбою. При контактировании э.яектродов 11, 14 цикл повторяется вновь. Импульсная обработка по циклу 12 будет происходить до перемещения катода-инструмента 11 в точку Х Х2, в которой блок числового программного управления перемещением 1 выдает команду. Эта команда приведет к включению реле 17, которое замкнет контакты на входе элемента задержки 30 и подключит контакты во входных цепях блока числового программного
управления межэлектродным зазором 3 и блока числового программного управления перемещением 1. В результате этого будет контролироваться перемещение катода-инструмента 11 в точку Хз, а его движение
будет нродолжаться по циклу 12. но отвод катода-инструмента 11 после касания электродов 11, 14 будет происходить в точку Ху вместо Хб, а в точке Х Х7 длительность задержки, осуществляемой элементом задержки 30, уменьщится до такой величины, при которой блок управления режимом источника питания 6 на электродах 11, 14 сформируют единичный импульс напряжения, т. е. осуществляется импульсно-никлическая обработка.
При перемещении катода-инструмента 11 в точку Х Х-) блок числового программного управления перемещением 1 выдаст команду дещифратору режима обработки
2, в котором включается реле 18 и отключается реле 16, 17. Реле 18 переключит вход блока числового программного управления перемещением 1 в режим контроля Х4. Отключивщееся реле 16 обеспечит установку триггеров 22-25 в исходное полол ение, при этом на выходе преобразователя 27 сигналы отключаются, но при замыкании контактов реле 18 на выходе преобразователя 27 включается сигнал «Отвод.
При нодъеме катода-инструмента 11 в точку Х Х4 блок числового программного управления неремещением 1 выдает команду дещифратору режима обработки 2. в котором включается пеле 19, при этом отключаются реле 18, 20.
При отключении реле 18 отключается сигнал «Отвод на выходе преобразователя 27. и катод-инструмент 11 останавливается. При отключении реле 20. блок числового
программного управления перемешением 1 выключается из режима контроля перемещений. Па этом обработка детали заканчивается.
Формула изобретения 1. Устройство . автоматического управления станком для электпохимической обработки с блоком числового программного управления перемещением, дешифратором
режима обработки, блоком лправ.пения приводом подачи, блоком управления режимом источника питания, датчиком защиты электродов от короткого замыкания, датчиком касания электродов, датчиком газонаполнения межэлектродного промежутка, датчиком минимально допустимого межэлектродного зазора, отличающееся тем, что, с целью автоматизации, увеличения точности и производительности обработки, в устройство дополнительно введены блок числового программного управления межэлектродным зазором, .триггер и дешифратор межэлектродного зазора, который выполнен на четырех триггерах, первые входы которых объединены и включены на выход блока числового программного управления межэлектродным зазором, на второй вход первого триггера включен датчик касания электродов, на второй вход второго триггера включен выход введенного триггера, соединенного с выходом первого триггера и блоком управления режимом источника питания, а на третий вход включен датчик защиты электродов от короткого замыкания, на второй вход третьего триггера включен выход второго триггера, а на второй вход четвертого триггера включен выход третьего триггера, при этом входы установки триггеров в исходное положение соединены с дешифратором режима обработки, а триггеры через преобразователи соединены также с блоками числового программного управления межэлектродным зазором, управления приводом подачи и управления режимом источника питания.
2. Устройство по п. 1, отличающееся тем, что в него введен элемент «И, один вход которого соединен с датчиком касания электродов через преобразователь, а
второй вход включен к выходу элемента задержки, вход которого соединен с выходом триггера, входы которого соединены с первым И четвертым триггерами, а выход элемента «И включен на вход первого триггера дещифратора межэлектродного зазора.
Источники информации, принятые во внимание при экспертизе
1. Руководство по эксплуатации станка ЭКУ-400.75110.109.00.000.РЭ, разработчикРжевское производственно-конструкторское объединение «Электромеханика.
2. Авторское свидетельство СССР
№ 543484, кл. В 23 Р 1/14, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное следящее устройство для станков с программным управлением | 1982 |
|
SU1070508A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЦИКЛОМ СВАРКИ | 1993 |
|
RU2072285C1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| Устройство для импульсного дозирования жидкости под давлением | 1978 |
|
SU746454A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| Приемник для рельсовой цепи | 1990 |
|
SU1791247A1 |
| Устройство управления станком для электрохимической обработки | 1976 |
|
SU653073A1 |
ami
ftf«, J
.35 ±
от 2Z om2S
л-J
t t t t
T
Фи1Л
