fO
15
Изобретение относится к электрофизическим и электрохимическим методам обработки и в частности касается устройств регулирования межэлектродного зазора в электрохимических станках для размерной обработки.
Цель изобретения - повьшение производительности и точности обработки путем- улучшения качества поддержания оптимального межэлектродного зазора.
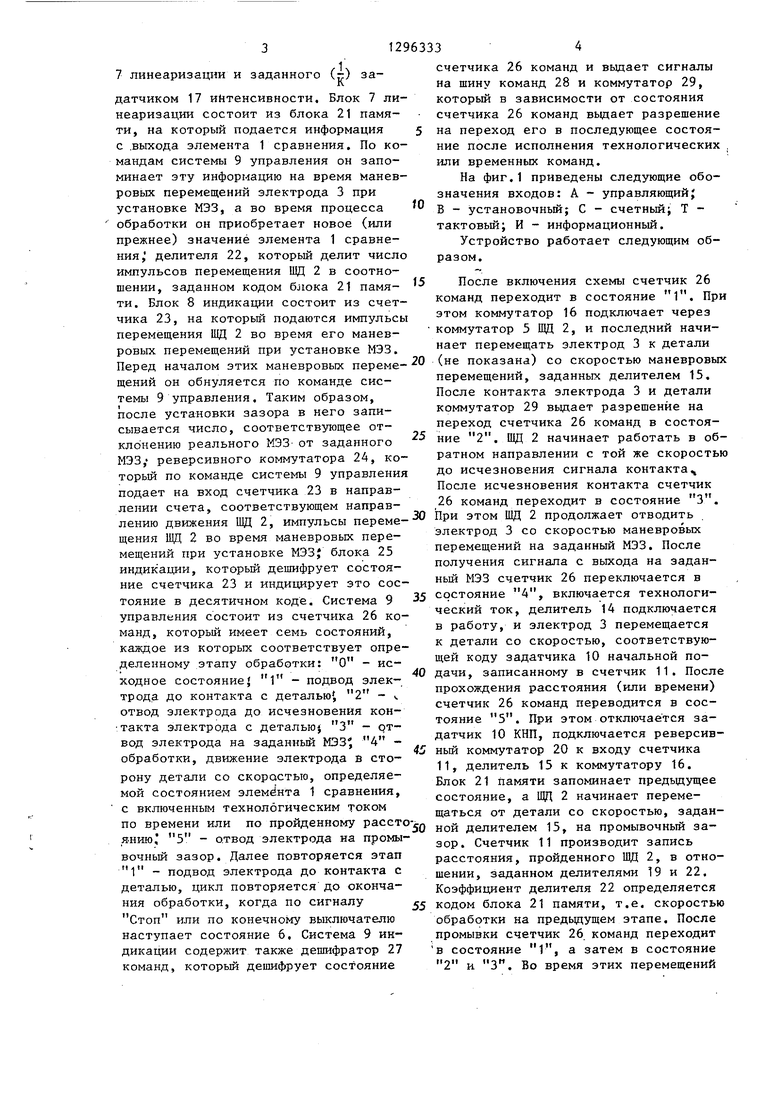
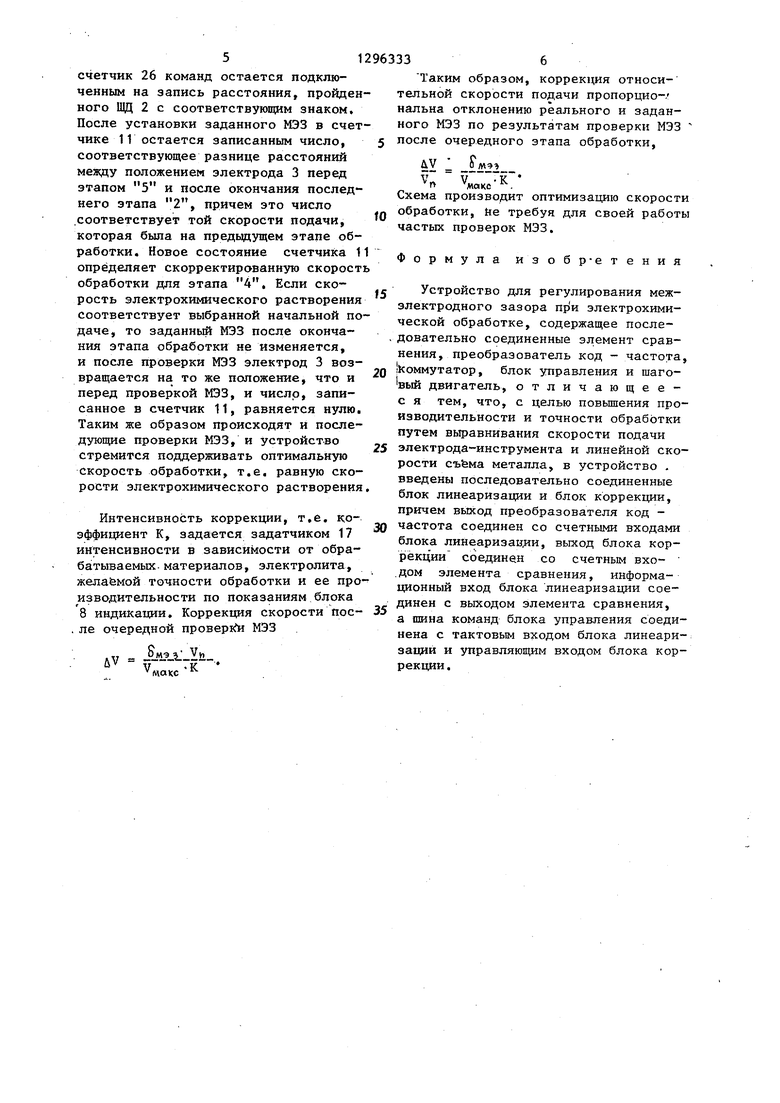
На чертеже приведена блок-схема предлагаемого устройства.
Устройство для регулирования межэлектродного зазора (МЭЗ) состоит из элемента 1 сравнения, состояние которого определяет скорость вращения шагового двигателя (1ЦЦ) 2 и скорость перемещения электрода3 к детали, преобразователя 4 код - частота, преобразующего код элемента 1 сравнения в частоту, коммутатора 5, преобразующего частоту с выхода преобразователя 4 код - частота в унитарный код для работы ЩД 2, блока 6 коррекции, который производит деление количества импульсов, соответствующих МЭЗ во время маневровых перемещений при проверке МЭЗ на коэффициент К и сопровождает их признаком знака, соответ- эп ствующим направлению движения электрода. Импульсы МЭЗ перед поступлением на блок коррекции проходят через блок 7 линеаризации, который представляет делитель импульсов МЭЗ на коэффициент
V,
wg.Kc
vJ
где V
макс
электрода 3 на заданный МЭЗ по команде системы 9 управления в него записывается число, соответствующее в заданном соотношении отклонению реаль5 ного МЭЗ от заданного. Новое состояние счетчика 11 определяет новую скорость подачи электрода 3. Элемент 1 содержит также преобразователь 12, который преобразует двоично-десятичный код счетчика 11 в двоичный код, необходимый для работы преобразователя 4 код - частота.
Преобразователь код - частота состоит из генератора 13, частота которого после деления поступает на коммутатор 5 шагового двигателя 2; делителя 14, который делит частоту генератора 13 в соответствии с кодом элемента 1 сравнения и таким образом преобразует в частоту, соответствующую скорости подачи ШД 2 во время каждого этапа обработки , делителя 15, служащего для задания скорости подачи электрода 3 во время маневровых перемещений, и коммутатора 16, служащего для подключения по командам системы 9 управления выходов делителей 14 или 15 к входу коммутатора 5.
Блок б коррекции состоит из задат- чика 17 интенсивности коррекции (далее задатчик ИК), вьшолненного на двоично-десятичных переключателях, преобразователя 18, преобразующего двоично-десятичный код задатчика ИК
35 17 в двоичный код делителя 19, слу- - постоянная вели- жащего для деления в заданном задатчиком ИК 17 отношении числа импульсов, соответствующего МЭЗ, и реверсивного коммутатора 20, который по командам системы 9 управления включает счетчик 11 на счет импульсов МЭЗ х
20
25
40
чина скорости подачи, которая соответствует полному коду элемента 1 сравнения (полной емкости его внутреннего счетчика), Vn - скорость подачи на предьздущем этапе обработки.
Блок 8 индикации показывает во время очередного этапа обработки величину отклонения со знаком за преды-45 Щений ШД 2 при установке МЭЗ в.напра- дущий этап обработки реального МЭЗ влении, соответствующем направлению
X
«
01KC
во время маневровых перемевращения ШД 2, т.е. записывает в
от заданного МЭЗ. Система 9 управления , которая по технологическим и временным сигналам выдает команды управления ПЗД 2, управляет в соответ-50 ствии с этапами цикла работой блоков,. Элемент 1 сравнения состоит из задатчика 10 кода начальной подачи (КНП), вьтолненного на двоично-десятичных переключателяхi счетчика 11, в кото- 55 рый перед началом обработки по команде системы 9 управления заносится код задатчика КНП 10 Во время маневровых перемещений ШД .2 при установке
Щений ШД 2 при установке МЭЗ в.напра- влении, соответствующем направлению
X
«
01KC
во время маневровых перемеЩений ШД 2 при установке МЭЗ в.напра- влении, соответствующем направлению
вращения ШД 2, т.е. записывает в
счетчик 11 число f МЭЗ -- --, где
. о«ахс
О МЭЗ - отклонение реального и за данного МЭЗ.
Таким образом, с помощью реверсивного коммутатора 20 и счетчика 11 , ироиз водится определение координат обрабатываемой поверхности путем сравнения реального и заданного зазоров с учетом коэффициентов пропорциональ- Vn 1
ности
У-. :;, вычисленного блоком к
7 линеаризации и заданного (-) заК
датчиком 17 ийтенсивности. Блок 7 линеаризации состоит из блока 21 памяти, на который подается информация с .выхода элемента 1 сравнения. По командам системы 9 управления он запоминает эту информацию на время маневровых перемещений электрода 3 при установке МЭЗ, а во время процесса обработки он приобретает новое (или прежнее) значение элемента 1 сравнения, делителя 22, который делит число импульсов перемещения ШД 2 в соотношении, заданном кодом блока 21 памя- ти. Блок 8 индикации состоит из счетчика 23, на который подаются импульсы перемещения ШД 2 во время его маневровых перемещений при установке МЭЗ. Перед началом этих маневровых переме- щений он обнуляется по команде системы 9 управления. Таким образом, после установки зазора в него записывается число, соответствующее отклонению реального МЭЗ- от заданного МЭЗ, реверсивного коммутатора 24, который по команде системы 9 управления подает на вход счетчика 23 в направлении счета, соответствующем направлению движения ЩД 2, импульсы перемещения ШД 2 во время маневровых перемещений при установке MЭЗJ блока 25 индик ации, который дешифрует состояние счетчика 23 и индицирует это состояние в десятичном коде. Система 9 управления состоит из счетчика 26 команд, который имеет семь состояний, каждое из которых соответствует определенному этапу обработки: О - исходное состояние} 1 - подвод электрода до контакта с деталью , 2 - ч отвод электрода до исчезновения кон- такта электрода с деталью} 3 - отвод электрода на заданный ЮЗ 4 - обработки, движение электрода в сторону детали со скоростью, определяемой состоянием элемента 1 сравнения, с включенным технологическим током по времени или по пройденному paccTo Я.НИЮ 5 - отвод электрода на промывочный зазор. Далее повторяется этап 1 - подвод электрода до контакта с деталью, цикл повторяется до окончания обработки, когда по сигналу Стоп или по конечному выключателю наступает состояние 6, Система 9 индикации содержит также дешифратор 27 команд, который дешифрует состояние
5
О ,
счетчика 26 команд и вьщает сигналы на шину команд 28 и коммутатор 29, который в зависимости от состояния счетчика 26 команд вьщает разрешение на переход его в последующее состояние после исполнения технологических , или временных команд.
На фиг.1 приведены следующие обозначения входов: А - управляющий; В - установочный; С - счетный; Т - тактовый; И - информационный.
Устройство работает следующим образом.
После включения схемы счетчик 26 команд переходит в состояние 1. При этом коммутатор 16 подключает через коммутатор 5 ВД 2, и последний начинает перемещать электрод 3 к детали (не показана) со скоростью маневровых перемещений, заданных делителем 15. После контакта электрода 3 и детали коммутатор 29 вьщает разрешение на переход счетчика 26 команд в состояние 2. ШД 2 начинает работать в обратном направлении с той же скоростью до исчезновения сигнала контакта.. После исчезновения контакта счетчик 26 команд переходит в состояние 3. При этом ШД 2 продолжает отводить электрод 3 со скоростью маневровых перемещений на заданный МЭЗ. После получения сигнала с выхода на заданный МЭЗ счетчик 26 переключается в состояние 4, включается технологический ток, делитель 14 подключается в работу, и электрод 3 перемещается к детали со скоростью, соответствующей коду задатчика 10 начальной подачи, записанному в счетчик 11. После прохождения расстояния (или времени) счетчик 26 команд переводится в состояние 5. При этом отключается за- датчик 10 КНП, подключается реверсивный коммутатор 20 к входу счетчика 11, делитель 15 к коммутатору 16. Блок 21 Памяти запоминает предьщущее состояние, а ШД 2 начинает перемещаться от детали со скоростью, заданной делителем 15, на промывочный зазор. Счетчик 11 производит запись расстояния, пройденного ШД 2, в отношении, заданном делителями 19 и 22. Коэффициент делителя 22 определяется кодом блока 21 памяти, т.е. скоростью обработки на предыдущем этапе. После промывки счетчик 26 команд переходит в состояние 1, а затем в состояние 2 и 3. Во время этих перемещений
счетчик 26 команд остается подключенным на запись расстояния, пройденного ЩД 2 с соответствующим знаком. После установки заданного ЮЗ в счетчике 11 остается записанным число, соответствующее разнице расстояний между положением электрода 3 перед этапом 5 и после окончания последнего этапа 2, причем это число .соответствует той скорости подачи, которая была на предьщущем этапе обработки. Новое состояние счетчика 11 определяет скорректированную скорость обработки для этапа 4. Если скорость электрохимического растворения соответствует выбранной начальной подаче, то заданный МЭЗ после окончания этапа обработки не изменяется, и после проверки МЭЗ электрод 3 возвращается на то же положение, что и перед проверкой МЭЗ, и число, записанное в счетчик 11, равняется нулю. Таким же образом происходят и последующие проверки МЭЗ, и устройство стремится поддерживать оптимальную скорость обработки, т.е. равную скорости электрохимического растворения
Интенсивность коррекции, т.е. ко- эффициент К, задается задатчиком 17 интенсивности в зависимости от обрабатываемых материалов, электролита, желаемой точности обработки и ее производительности по показаниям блока S индикации. Коррекция скорости пос- . ле очередной провер1йи МЭЗ
„ ЙМ Э Vn
uV - „ , макс
Таким образом, коррекция относительной скорости подачи пропорцио-/ нальна отклонению реального и заданного МЭЗ по результатам проверки МЭЗ после очередного этапа обработки,
ЛУ
Vn v;,7KСхема производит оптимизацию скорости обработки, he требуя для своей работы частых проверок МЭЗ.
Формула из о б р-е тения
Устройство для регулирования межэлектродного зазора пр и электрохимической обработке, содержащее после- . довательно соединенные элемент сравнения, преобразователь код - частота, коммутатор, блок управления и шаго- вый двигатель, отличающее- с я тем, что, с целью повьшения производительности и точности обработки путем выравнивания скорости подачи электрода-инструмента и линейной скорости съёма металла, в устройство . введены последовательно соединенные блок линеаризации и блок коррекции, причем выход преобразователя код - частота соединен со счетными входами блока линеаризандги, выход блока кор- рёкц ии соединен со счетным вхо- .дом элемента сравнения, информационный вход блока линеаризации соединен с выходом элемента сравнения, а шина команд блока управления соединена с тактовым входом блока линеаризации и управляющим входом блока коррекции .
,/ ,,И1Шп
17V
Утаи-К -/----1
np.5 -4--r:i-in
гг
УГГГ ЦГ:ТГ J J i.
zznj
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| Установка для электроискровой обработки токопроводящих материалов | 1991 |
|
SU1825679A1 |
| Устройство управления станком для электрохимической обработки | 1976 |
|
SU653073A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Система для автоматического числового управления координатными перемещениями при обработке изделий микроэлектроники | 1990 |
|
SU1835534A1 |
| Программное задающее устройство | 1986 |
|
SU1334107A1 |
| Устройство для электрохимического формирования гидравлических карманов | 2022 |
|
RU2805021C2 |
| АВТОМАТИЗИРОВАННЫЙ РЕЗЬБОНАРЕЗНОЙ ШПИНДЕЛЬ | 1993 |
|
RU2069608C1 |
| Устройство для испытаний датчиков давления | 1983 |
|
SU1129624A1 |
| Устройство для сбора передачи и приема информации | 1975 |
|
SU550666A1 |
Изобретение относится к злектро- физическим и электрохимическим методам обработки, в частности касается устройств для регулирований межэлектродного зазора при электрохимической обработке. Цель изобретения - повышение производительности и точности обработки путем вьфавнивания скорости подачи и скорости съема металла. Устройство имеет шаговый привод подачи с блоком управления, содержащим элемент сравнения длительностей циклов касания с эталонным значением и исполнительный элемент в виде преобразователя код - частота и коммутатора. В устройство введен блок линеаризации, позволяющий выпо1пнять вьфавни- вание скорости в зависимости от текущего значения скорости подачи, при этом приращение скорости пропорционально скорости подачи. 1 ил. с S (Л ф 00 со со
Редактор Э.Слиган
Заказ 703/16Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Прои 3 воде ТВ енно
-полиграфическое гфедприятие, г..УЖГОРОД, УЛ. Проектная, 4
Составитель Р.Мельдер
Техред А.Кравчук Корректор Л.Патай,
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU814640A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
