Изобретение относится к производству электронных приборов, в частности к оборудованию для : рисоеди- нения проволочных выводов к различным полупроводниковым приборам (ПП) и интегральным схемам (ИС).
Цель изобретения - повышение качества сварки за счет достоверного контроля наличия необходимого от- .
резка проволоки под инструментом для оплавления в шар.
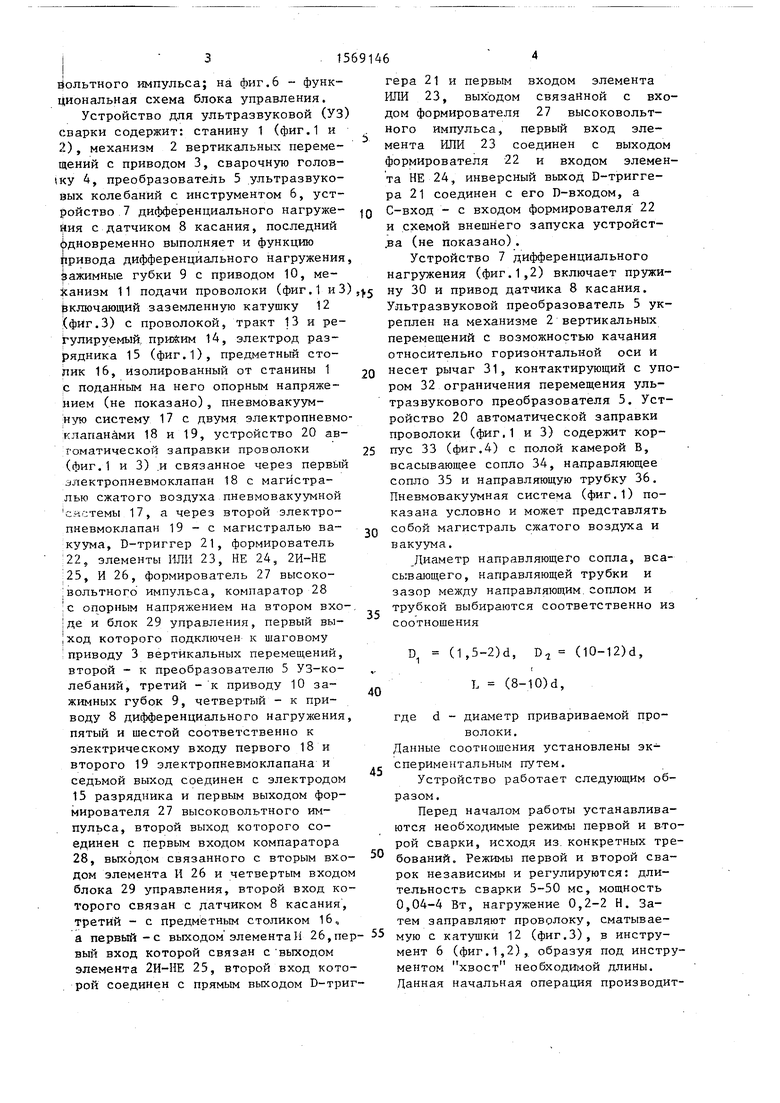
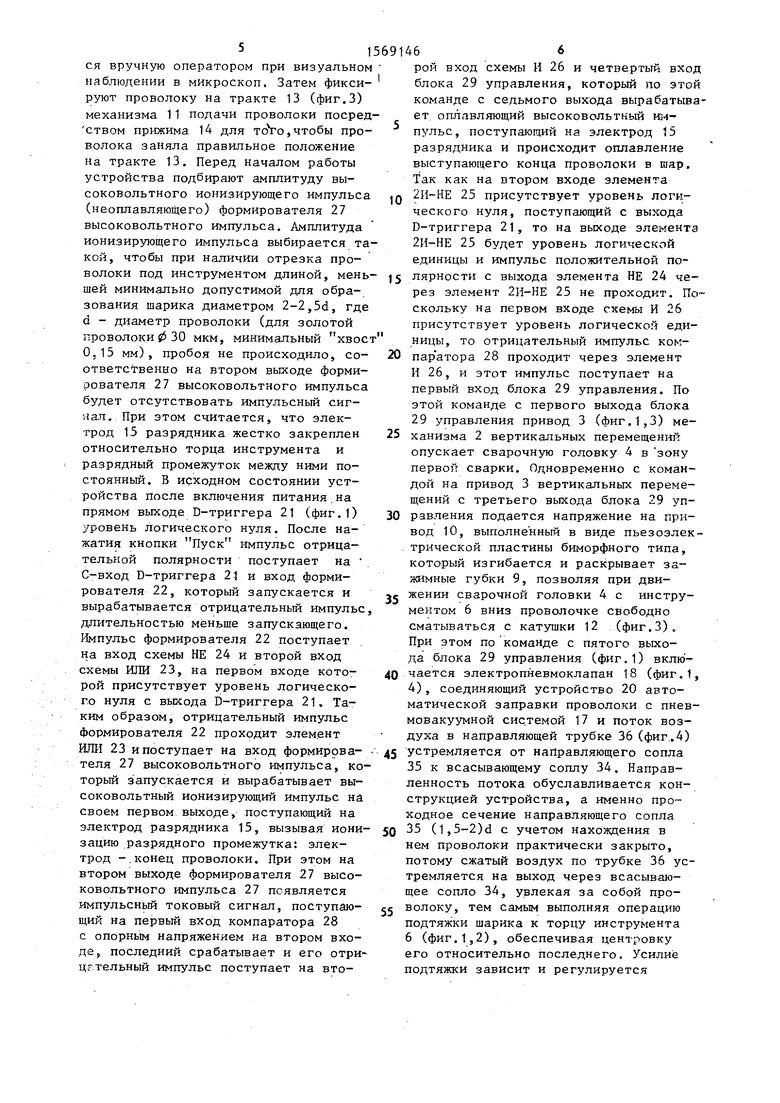
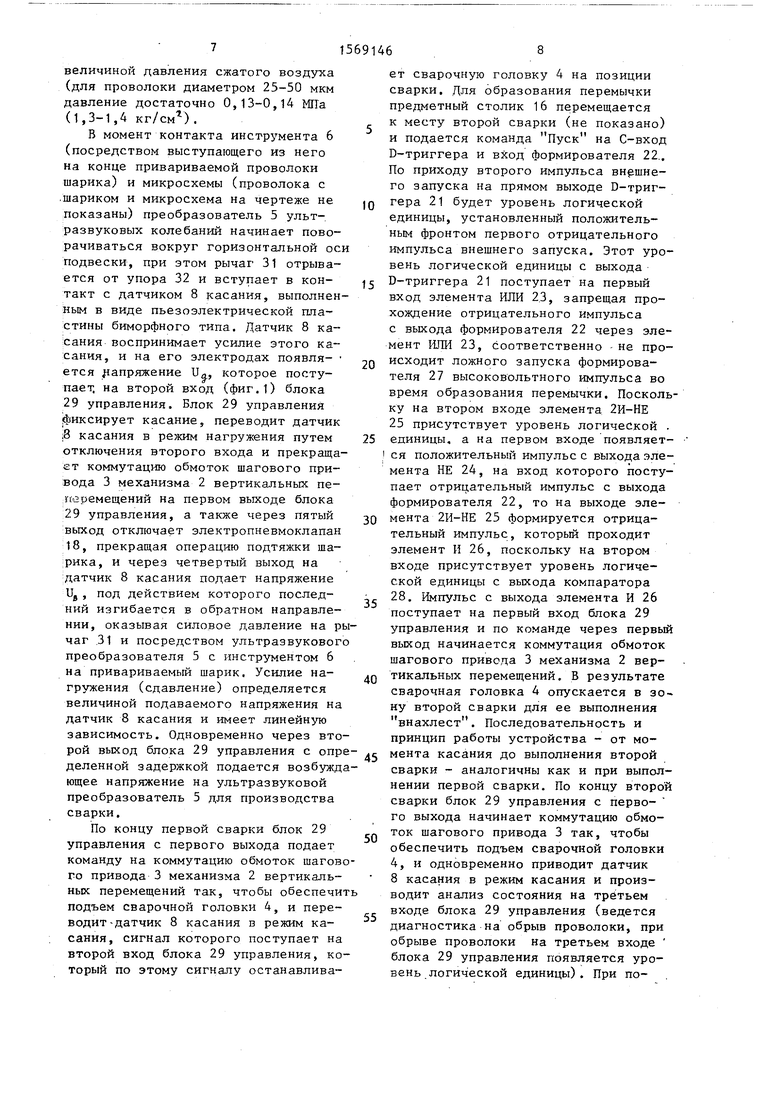
На фиг.1 приведена функциональная схема устройства; на фиг.2 - то же, общий вид; на фиг.З - вид А на фиг.2; на фиг.4 - устройство автоматической подачк проволоки; на фиг.5 - функыю- налькая схема формирователя высокойольтного импульса; на фиг.6 - функциональная схема блока управления.
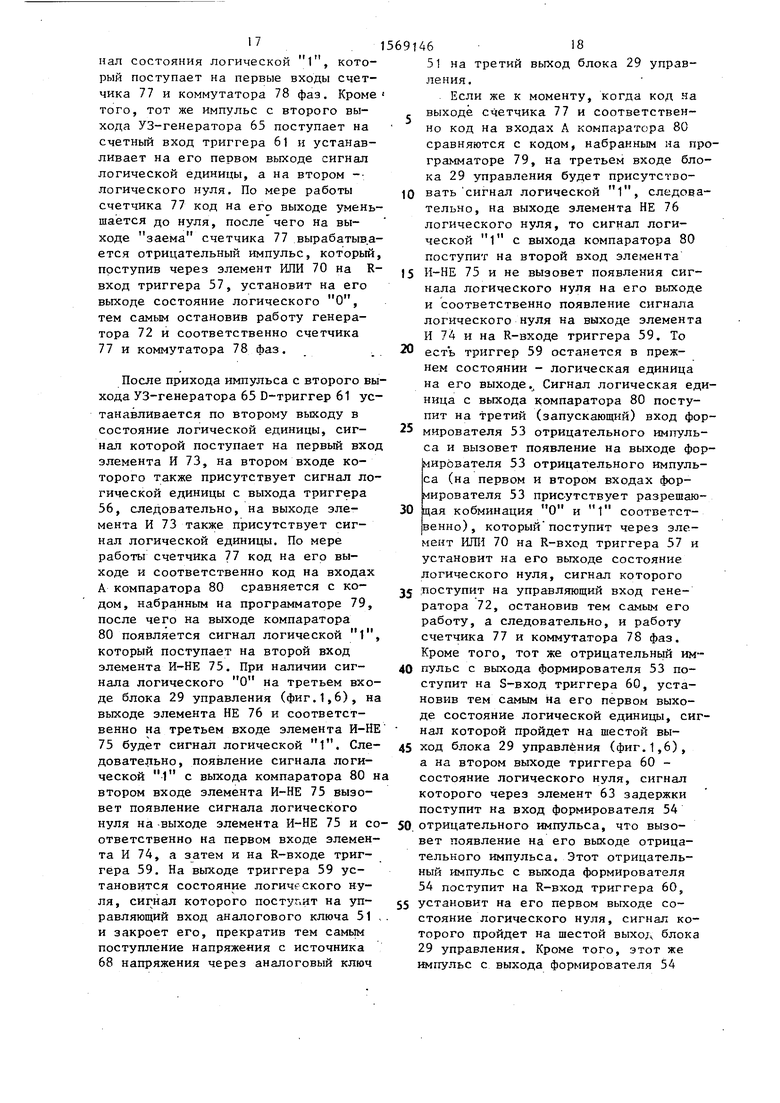
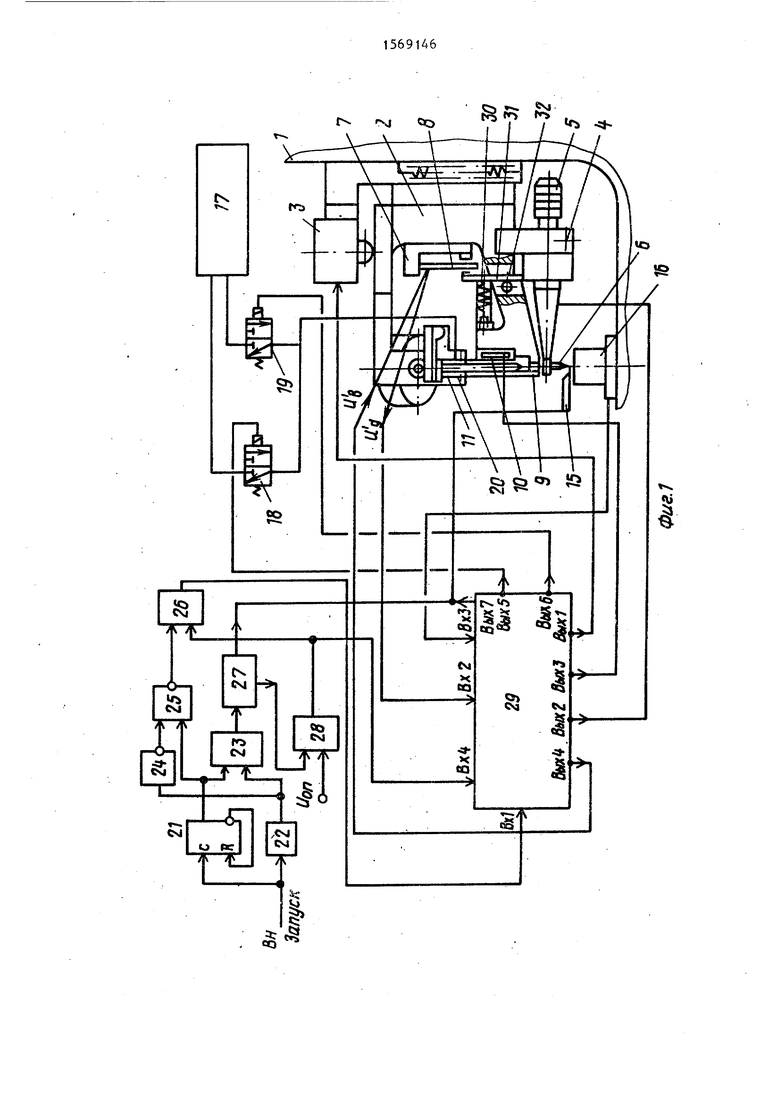
Устройство для ультразвуковой (УЗ) сварки содержит: станину 1 (фиг.1 и 2), механизм 2 вертикальных перемещений с приводом 3, сварочную голов- (ку 4, преобразователь 5 ультразвуковых колебаний с инструментом 6, устройство 7 дифференциального нагруже- ния с датчиком 8 касания, последний бдновременно выполняет и функцию Привода дифференциального нагружения, Зажимные губки 9 с приводом 10, меХанизм 11 подачи проволоки (фиг.1 иЗ), ну 30 и привод датчика 8 касания.
30
включающий заземленную катушку 12 (фиг.З) с проволокой, тракт 13 и регулируемый прижим 14, электрод разрядника 15 (фиг.1), предметный столик 16, изолированный от станины 1 2Q с поданным на него опорным напряжением (не показано), пневмовакуумную систему 17 с двумя электропневмо- клапанами 18 и 19, устройство 20 автоматической заправки проволоки 25 (фиг.1 и 3) и связанное через первый лектропневмоклапан 18 с магистралью сжатого воздуха пневмовакуумной с-.ггемы 17, а через второй электро- пневмоклапан 19 - с магистралью вакуума, D-триггер 21, формирователь 22, элементы ИЛИ 23, НЕ 24, 2И-НЕ 25, И 26, формирователь 27 высоковольтного импульса, компаратор 28 с опорным напряжением на втором вхо- де и блок 29 управления, первый вы- |ход которого подключен к шаговому приводу 3 вертикальных перемещений, второй - к преобразователю 5 УЗ-ко- лебаний, третий - к приводу 10 зажимных губок 9, четвертый - к приводу 8 дифференциального нагружения, пятый и шестой соответственно к электрическому входу первого 18 и второго 19 электропневмоклапана и седьмой выход соединен с электродом 15 разрядника и первым выходом формирователя 27 высоковольтного импульса, второй выход которого соединен с первым входом компаратора 28, выходом связанного с вторым вхо- 50 дом элемента И 26 и четвертым входом блока 29 управления, второй вход которого связан с датчиком 8 касания, третий - с предметным столиком 16,
35
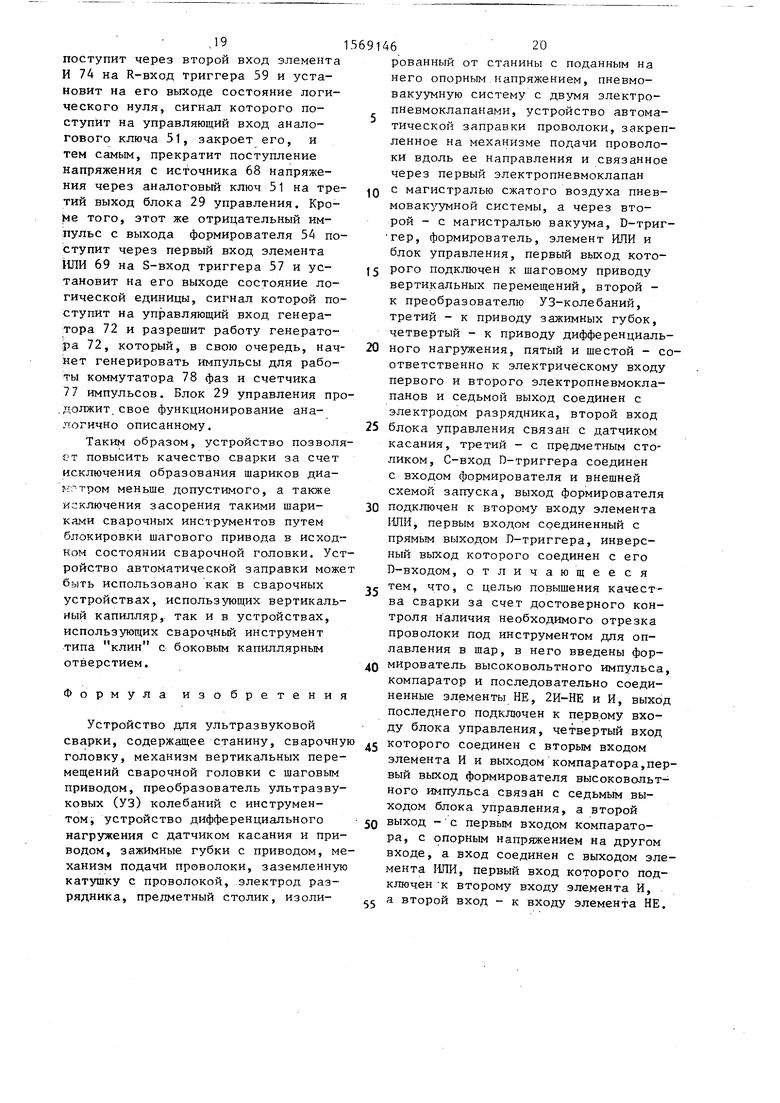
Ультразвуковой преобразователь 5 у реплен на механизме 2 вертикальных перемещений с возможностью качания относительно горизонтальной оси и несет рычаг 31, контактирующий с у ром 32 ограничения перемещения уль тразвукового преобразователя 5. Ус ройство 20 автоматической заправки проволоки (фиг.1 и 3) содержит кор пус 33 (фиг.4) с полой камерой В, всасывающее сопло 34, направляющее сопло 35 и направляющую трубку 36 Пневмовакуумная система (фиг.1) по казана условно и может представлят собой магистраль сжатого воздуха и вакуума.
Диаметр направляющего сопла, вс сывающего, направляющей трубки и зазор между направляющим соплом и трубкой выбираются соответственно соотношения
40
45
°1 (1,5-2)d, D4 (I0-I2)d,
I
L (8-lO)d,
где d - диаметр привариваемой про волоки.
Данные соотношения установлены экспериментальным путем.
Устройство работает следующим о разом.
Перед началом работы устанавлив ются необходимые режимы первой и в рой сварки, исходя из конкретных т бований. Режимы первой и второй св рок независимы и регулируются: дли тельность сварки 5-50 мс, мощность 0,04-4 Вт, нагружение 0,2-2 Н. Затем заправляют проволоку, сматывае
Перед началом работы устанавливаются необходимые режимы первой и вто рой сварки, исходя из конкретных тре бований. Режимы первой и второй сварок независимы и регулируются: длительность сварки 5-50 мс, мощность 0,04-4 Вт, нагружение 0,2-2 Н. Затем заправляют проволоку, сматываеа первый-с выходом элемента Н 26, пер- 55 мую с катушки 12 (фиг.З), в инстру- вый вход которой связан с выходом элемента 2И-НЕ 25, второй вход которой соединен с прямым выходом D-триг6 (фиг.1,2), образуя под инстру
необходимой длины. Данная начальная операция производит
мент
ментом хвост
гера 21 и первым входом элемента ИЛИ 23, выходом связанной с входом формирователя 27 высоковольтного импульса, первый вход элемента ИЛИ 23 соединен с выходом формирователя 22 и входом элемента НЕ 24, инверсный выход D-тригге- ра 21 соединен с его D-входом, а С-вход - с входом формирователя 22 и схемой внешнего запуска устройст- .ва (не показано) .
Устройство 7 дифференциального нагружения (фиг.1,2) включает пружи
Ультразвуковой преобразователь 5 укреплен на механизме 2 вертикальных перемещений с возможностью качания относительно горизонтальной оси и несет рычаг 31, контактирующий с упором 32 ограничения перемещения ультразвукового преобразователя 5. Устройство 20 автоматической заправки проволоки (фиг.1 и 3) содержит корпус 33 (фиг.4) с полой камерой В, всасывающее сопло 34, направляющее сопло 35 и направляющую трубку 36. Пневмовакуумная система (фиг.1) показана условно и может представлять собой магистраль сжатого воздуха и вакуума.
Диаметр направляющего сопла, всасывающего, направляющей трубки и зазор между направляющим соплом и трубкой выбираются соответственно соотношения
из
°1 (1,5-2)d, D4 (I0-I2)d,
I
L (8-lO)d,
где d - диаметр привариваемой проволоки.
Данные соотношения установлены экспериментальным путем.
Устройство работает следующим образом.
Перед началом работы устанавливаются необходимые режимы первой и второй сварки, исходя из конкретных требований. Режимы первой и второй сварок независимы и регулируются: длительность сварки 5-50 мс, мощность 0,04-4 Вт, нагружение 0,2-2 Н. Затем заправляют проволоку, сматываемую с катушки 12 (фиг.З), в инстру-
мую с катушки 12 (фиг.З), в инстру-
6 (фиг.1,2), образуя под инструнеобходимой длины. Данная начальная операция производитмент
ментом хвост
ся вручную оператором при визуальном наблюдении в микроскоп. Затем фикси- руют проволоку на тракте 13 (фиг.З) механизма 11 подачи проволоки посред ством прижима 14 для ToVo,чтобы проволока заняла правильное положение на тракте 13. Перед началом работы устройства подбирают амплитуду высоковольтного ионизирующего импульса (неоплавляющего) формирователя 27 высоковольтного импульса. Амплитуда ионизирующего импульса выбирается такой, чтобы при наличии отрезка проволоки под инструментом длиной, мень шей минимально допустимой для образования шарика диаметром 2-2,3d, где d - диаметр проволоки (для золотой проволокиф 30 мкм, минимальный хвос 0,15 мм), пробоя не происходило, соответственно на втором выходе формирователя 27 высоковольтного импульса будет отсутствовать импульсный сигнал. При этом считается, что электрод 15 разрядника жестко закреплен относительно торца инструмента и разрядный промежуток между ними постоянный. В исходном состоянии устройства после включения питания на прямом выходе D-триггера 21 (фиг.1) уровень логического нуля. После нажатия кнопки Пуск импульс отрицательной полярности поступает на С-вход D-триггера 21 и вход формирователя 22, который запускается и вырабатывается отрицательный импульс длительностью меньше запускающего. Импульс формирователя 22 поступает на вход схемы НЕ 24 и второй вход схемы ИЛИ 23, на первом входе которой присутствует уровень логического нуля с выхода D-триггера 21. Таким образом, отрицательный импульс формирователя 22 проходит элемент ИЛИ 23 и поступает на вход формиррва- теля 27 высоковольтного импульса, который запускается и вырабатывает высоковольтный ионизирующий импульс на своем первом выходе, поступающий на электрод разрядника 15, вызывая ионизацию разрядного промежутка: электрод - конец проволоки. При этом на втором выходе формирователя 27 высоковольтного импульса 27 появляется импульсный токовый сигнал, поступающий на первый вход компаратора 28 с опорным напряжением на втором входе, последний срабатывает и его стричь тельный импульс поступает на вто
0
5
j
рой вход схемы И 26 и четвертый вход блока 29 управления, который по этой команде с седьмого выхода вырабатывает оплавляющий высоковольтный импульс, поступающий на электрод 15 разрядника и происходит оплавление выступающего конца проволоки в гаар. Так как на втором входе элемента 2И-НЕ 25 присутствует уровень логического нуля, поступающий с выхода D-триггера 21, то на выходе элемента 2И-НЕ 25 будет уровень логической единицы и импульс положительной полярности с выхода элемента НЕ 24 через элемент 2И-НЕ 25 не проходит. Поскольку на первом входе схемы И 26 присутствует уровень логической единицы, то отрицательный импульс ком- 0 пар атора 28 проходит через элемент И 26, и этот импульс поступает на первый вход блока 29 управления. По этой команде с первого выхода блока 29 управления привод 3 (фиг.1,3) механизма 2 вертикальных перемещений опускает сварочную головку 4 в зону первой сварки. Одновременно с командой на привод 3 вертикальных перемещений с третьего выхода блока 29 управления подается напряжение на привод 10, выполненный в виде пьезоэлектрической пластины биморфного типа, который изгибается и раскрывает зажимные губки 9, позволяя при движении сварочной головки 4 с инструментом 6 вниз проволочке свободно сматываться с катушки 12 (фиг.З). При этом по команде с пятого выхода блока 29 управления (фиг.1) включается электропневмоклапан 18 (фиг.1, 4), соединяющий устройство 20 автоматической заправки проволоки с пневмовакуумной системой 17 и поток воздуха в направляющей трубке 36 (фиг.4) устремляется от направляющего сопла 35 к всасывающему соплу 34. Направленность потока обуславливается конструкцией устройства, а именно проходное сечение направляющего сопла 35 d,5-2)d с учетом нахождения в нем проволоки практически закрыто, потому сжатый воздух по трубке 36 устремляется на выход через всасывающее сопло 34, увлекая за собой проволоку, тем самым выполняя операцию подтяжки шарика к торцу инструмента 6 (фиг.1,2), обеспечивая центровку его относительно последнего. Усилие подтяжки зависит и регулируется
0
5
0
5
0
5
величиной давления сжатого воздуха (для проволоки диаметром 25-50 мкм давление достаточно 0,13-0,14 МПа (1,3-1,4 кг/см1).
В момент контакта инструмента 6 (посредством выступающего из него на конце привариваемой проволоки шарика) и микросхемы (проволока с шариком и микросхема на чертеже не показаны) преобразователь 5 ультразвуковых колебаний начинает поворачиваться вокруг горизонтальной оси подвески, при этом рычаг 31 отрывается от упора 32 и вступает в кон- такт с датчиком 8 касания, выполненным в виде пьезоэлектрической пластины биморфного типа. Датчик 8 касания воспринимает усилие этого касания, и на его электродах появля- ется напряжение U, которое поступает, на второй вход (фиг.1) блока 29 управления, Блок 29 управления Аиксирует касание, переводит датчик ,8 касания в режим нагружения путем отключения второго входа и прекращает коммутацию обмоток шагового привода 3 механизма 2 вертикальных пе- паоемещений на первом выходе блока 29 управления, а также через пятый выход отключает электропневмоклапан 18, прекращая операцию подтяжки шарика, и через четвертый выход на датчик 8 касания подает напряжение Ufl, под действием которого последний изгибается в обратном направлении, оказывая силовое давление на рычаг 31 и посредством ультразвуковог преобразователя 5 с инструментом 6 на привариваемый шарик. Усилие на- гружения (сдавление) определяется величиной подаваемого напряжения на датчик 8 касания и имеет линейную зависимость. Одновременно через второй выход блока 29 управления с опр деленной задержкой подается возбуждющее напряжение на ультразвуковой преобразователь 5 для производства сварки.
По концу первой сварки блок 29 управления с первого выхода подает команду на коммутацию обмоток шаговго привода 3 механизма 2 вертикальных перемещений так, чтобы обеспечи подъем сварочной головки 4, и переводит -датчик 8 касания в режим касания, сигнал которого поступает на второй вход блока 29 управления, который по этому сигналу останавлива
Q „ ,.
5
0
ет сварочную головку 4 на позиции сварки. Для образования перемычки предметный столик 16 перемещается к месту второй сварки (не показано) и подается команда Пуск на С-вход D-триггера и вход формирователя 22. По приходу второго импульса внешнего запуска на прямом выходе D-триггера 21 будет уровень логической единицы, установленный положительным фронтом первого отрицательного импульса внешнего запуска. Этот уровень логической единицы с выхода D-триггера 21 поступает на первый вход элемента ИЛИ 23, запрещая прохождение отрицательного импульса с выхода формирователя 22 через элемент ИЛИ 23, соответственно не происходит ложного запуска формирователя 27 высоковольтного импульса во время образования перемычки. Поскольку на втором входе элемента 2И-НЕ 25 присутствует уровень логической . единицы, а на первом входе появляет- | ся положительный импульс с выхода элемента НЕ 24, на вход которого поступает отрицательный импульс с выхода формирователя 22, то на выходе элемента 2И-НЕ 25 формируется отрицательный импульс, который проходит элемент И 26, поскольку на втором входе присутствует уровень логической единицы с выхода компаратора 28. Импульс с выхода элемента И 26 поступает на первый вход блока 29 управления и по команде через первый выход начинается коммутация обмоток шагового привода 3 механизма 2 вертикальных перемещений. В результате сварочная головка 4 опускается в зону второй сварки для ее выполнения внахлест. Последовательность и принцип работы устройства - от момента касания до выполнения второй сварки - аналогичны как и при выполнении первой сварки. По концу второй сварки блок 29 управления с первого выхода начинает коммутацию обмоток шагового привода 3 так, чтобы обеспечить подъем сварочной головки 4, и одновременно приводит датчик 8 касания в режим касания и производит анализ состояния на третьем входе блока 29 управления (ведется диагностика на обрыв проволоки, при обрыве проволоки на третьем входе блока 29 управления появляется уровень логической единицы). При положительном результате анализа (отсутствие обрыва) на определенной высоте подъема (величина зависит от диаметра проволоки и программирует- ся блоком 29 управления) блок 29 управления прекращает подачу напряжения на привод 10 зажимных губок 9, в результате чего производится фиксация проволоки (зажим). При дальнейшем подъеме сварочной головки 4 проволока обрывается у места второй сварки,при этом из-под инструмента 6 выступает хвост, который необходим для последующего образования шарика. По приходу сварочной головки 4 в исходное положение, подается команда внешнего запуска, поступающая на С-вход D-триггера 21, имеющий на прямом выходе уровень логического нуля, установленный в это состояние положительным фронтом второго импульса внешнего запуска. Импульс внешнего запуска поступает на вход формирователя 22, который вырабатывает отрицательный импульс длительностью меньше запускающего.
Импульс с выхода формирователя 22 проходит через элемент ИЛИ 23, поскольку на ее первом входе уровень логического нуля с выхода D-триггера 21 и запускает формирователь 27 высоковольтного импульса. Если образованный хвост необходимой длины, то ионизирующий импульс с первого выход формирователя 27 поступает на электрод 15 разрядника, вызывает ионизацию разрядного промежутка, на втором выходе формирователя 27 появляется токовый импульс цепи разряда, происходит срабатывание компаратора 28 и с выхода элемента И 26 на пер- вый вход блока управления 29 поступает отрицательный импульс.По этой команде оплавляется хвост оплавляющим импульсом, поступающим на электрод 15 разрядника с седьмого выхода блока 29 управления.
Далее цикл образования перемычки продолжается. Процесс выполнения всех последующих перемычек на микросхеме аналогичен. В случаях образования хвоста недостаточной длины (прогибы внешних выводов, изгибы хвоста в сторону от оси инструмента за счет упругих сил) увеличивается пробойный промежуток конца проволоки разрядник и высоковольтный ионизирующий импульс с первого выхода формирователя 27 не пробивает разрядный промежуток, в результате на втором выходе формирователя 27 отсутствует токовый импульс, компаратор 28 не срабатывает и на выходе элемента И 26 отсутствует отрицательный импульс, а
значит происходит блокировка шагового привода 3 в исходном положении, Этим исключается образование шариков малого диаметра и засоряющих капиллярное отверстие сварочного ин5 струмента 6. После необходимой наладки сварочной системы принудительно устанавливают на прямом выходе D- триггера 21 уровень логического ну0
5
0
0
5
ля, например подачей на его R-вход установочного импульса от кнопки Сброс, и подают команду внешнего запуска. Далее цикл продолжается.
В случаях преждевременного обрыва хвоста, что является отрицательным результатом анализа состояния на третьем входе блока 29 управления, на определенной высоте подъема, программируемой блоком 29 управления, по команде с его первого выхода останавливается шаговый привод 3 (прекращая коммутацию обмоток) и через шестой выход включается электропневмоклапан 19 (фиг.1,4), последний соединяет устройство авc тематической заправки проволоки 20 с системой 17 вакуума, при этом в полой камере В корпуса 33 (фиг.4,5) создается разряжение, и поток воздуха в направляющей трубке 36 под действи0 ем атмосферного давления от всасывающего сопла 34 устремляется к направляющему соплу 35, увлекая за собой проволоку, перемещение проволоки происходит строго по оси направляющей
5 трубки 36 за счет центрирования ее воздушным потоком а скорость перемещения зависит и регистрируется величиной разрешения вакуума при давлении (0,02Т0,03 МПа, 0,2-0,3 кГс/см, скорость 2 м/с). Подача проволоки производится до упора ее в траверсу микросхемы, т.е. на величину запрограммированного подъема сварочной головки 4. Для осуществления подачи достаточно, чтобы она находилась в зоне всасывающего сопла 34 (это условие обеспечивается наличием на тракте непосредственно у всасывающего сопла 34 прижима проволоки 14
1
(фиг.З), рассчитанного на постоянное усилие протяжки проволоки 1-2 г). После выполнения подачи проволоки блок 29 управления (фиг.1) через третий выход производит фиксацию проволоки и через шестой выход отключает электропневмоклапан 19, тем самым прекращая подачу проволоки, после чего цикл продолжается, а имен- Но через первый выход блока 29 управления производится подъем сварочной головки 4 в исходное положение и подача команды внешнего запуска на С-вход D-триггера 21 и вход формирователя 22.
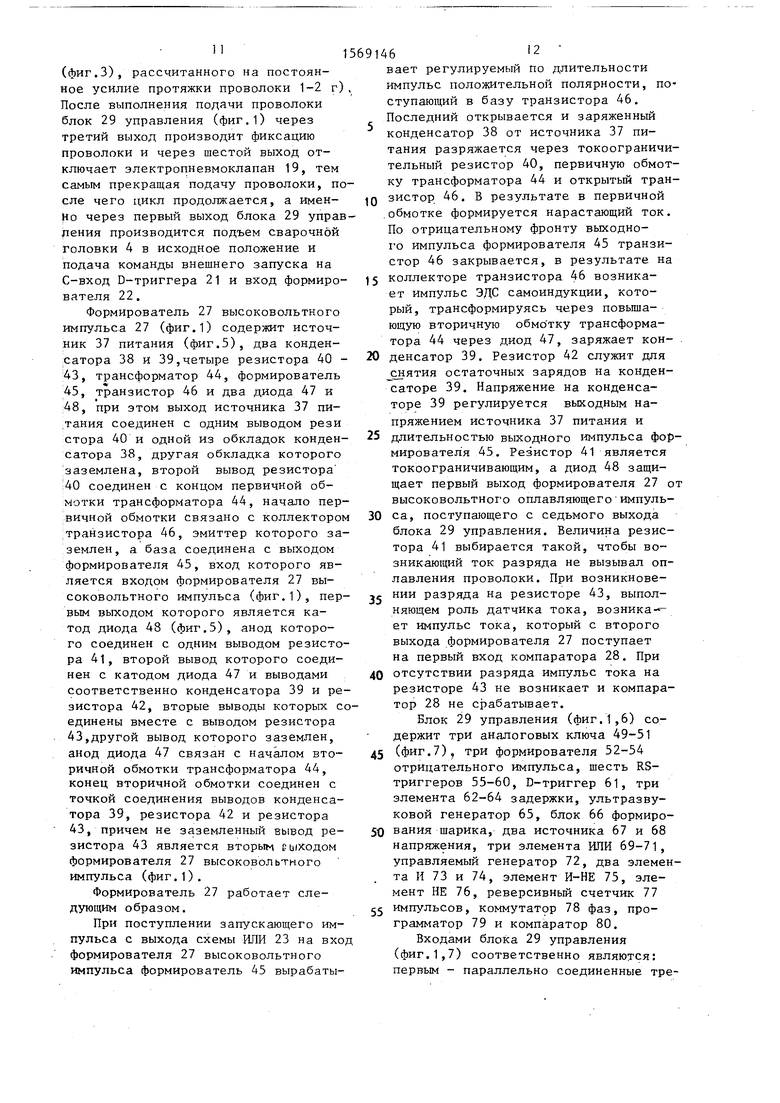
Формирователь 27 высоковольтного импульса 27 (фиг.1) содержит источник 37 питания (фиг.З), два конденсатора 38 и 39,четыре резистора 40 - 43, трансформатор 44, формирователь 45, транзистор 46 и два диода 47 и 48, при этом выход источника 37 питания соединен с одним выводом рези стора 40 и одной из обкладок конденсатора 38, другая обкладка которого заземлена, второй вывод резистора 40 соединен с концом первичной обмотки трансформатора 44, начало первичной обмотки связано с коллектором транзистора 46, эмиттер которого заземлен, а база соединена с выходом формирователя 45, вход которого является входом формирователя 27 высоковольтного импульса (фиг.1), первым выходом которого является катод диода 48 (фиг.5), анод которого соединен с одним выводом резистора 41, второй вывод которого соединен с катодом диода 47 и выводами соответственно конденсатора 39 и резистора 42, вторые выводы которых соединены вместе с выводом резистора 43,другой вывод которого заземлен, анод диода 47 связан с началом вторичной обмотки трансформатора 44, конец вторичной обмотки соединен с точкой соединения выводов конденсатора 39, резистора 42 и резистора 43, причем не заземленный вывод резистора 43 является вторым и/ходом формирователя 27 высоковольтного импульса (фиг.1).
Формирователь 27 работает следующим образом.
При поступлении запускающего импульса с выхода схемы ИЛИ 23 на вход формирователя 27 высоковольтного импульса формирователь 45 вырабаты1569146i2
вает регулируемый по длительности импульс положительной полярности, по ступающий в базу транзистора 46. Последний открывается и заряженный конденсатор 38 от источника 37 питания разряжается через токоограничи- тельный резистор 40, первичную обмотку трансформатора 44 и открытый транзистор 46. В результате в первичной обмотке формируется нарастающий ток. По отрицательному фронту выходного импульса формирователя 45 транзи10
15
20
25
30
стор 46 закрывается, в результате на коллекторе транзистора 46 возникает импульс ЭДС самоиндукции, который, трансформируясь через повышающую вторичную обмотку трансформатора 44 через диод 47, заряжает конденсатор 39. Резистор 42 служит для снятия остаточных зарядов на конденсаторе 39. Напряжение на конденсаторе 39 регулируется выходным напряжением источника 37 питания и длительностью выходного импульса формирователя 45. Резистор 41 является токоограничивающим, а диод 48 защищает первый выход формирователя 27 от высоковольтного оплавляющего импульса, поступающего с седьмого выхода блока 29 управления. Величина резистора 41 выбирается такой, чтобы возникающий ток разряда не вызывал оплавления проволоки. При возникновении разряда на резисторе 43, выполняющем роль датчика тока, возника- - ет импульс тока, который с второго выхода формирователя 27 поступает на первый вход компаратора 28. При отсутствии разряда импульс тока на резисторе 43 не возникает и компаратор 28 не срабатывает.
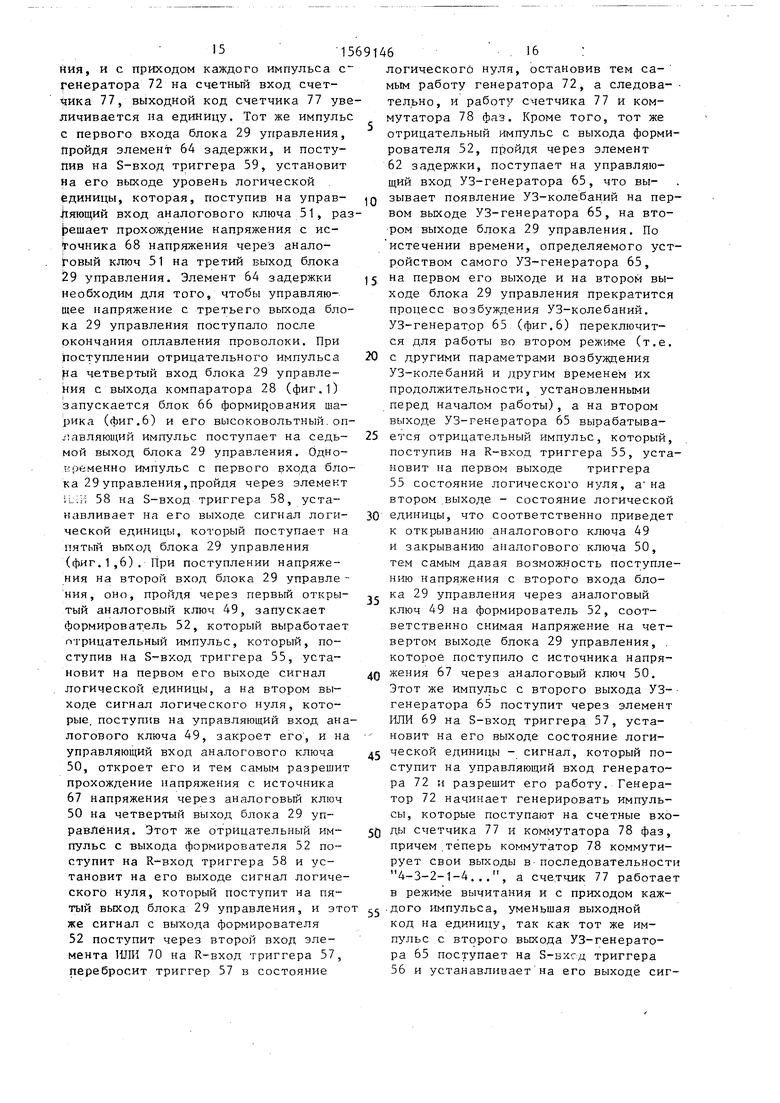
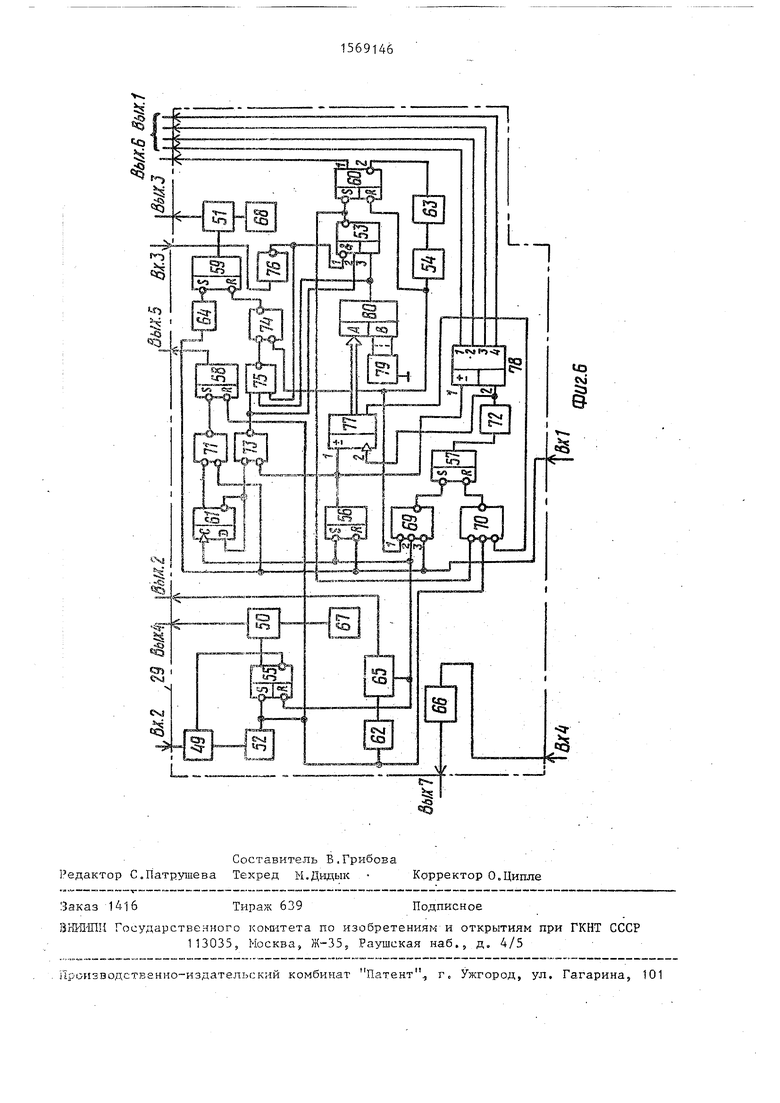
Блок 29 управления (фиг.1,6) содержит три аналоговых ключа 49-51 (фиг.7), три формирователя 52-54 отрицательного импульса, шесть RS- триггеров 55-60, D-триггер 61, три элемента 62-64 задержки, ультразвуковой генератор 65, блок 66 формиро50 вания шарика, два источника 67 и 68 напряжения, три элемента ИЛИ 69-71, управляемый генератор 72, два элемен. та И 73 и 74, элемент И-НЕ 75, элемент НЕ 76, реверсивный счетчик 77
55 импульсов, коммутатор 78 фаз, программатор 79 и компаратор 80.
Входами блока 29 управления (фиг.1,7) соответственно являются: первым - параллельно соединенные тре35
40
45
5
5
0
стор 46 закрывается, в результате на коллекторе транзистора 46 возникает импульс ЭДС самоиндукции, который, трансформируясь через повышающую вторичную обмотку трансформатора 44 через диод 47, заряжает конденсатор 39. Резистор 42 служит для снятия остаточных зарядов на конденсаторе 39. Напряжение на конденсаторе 39 регулируется выходным напряжением источника 37 питания и длительностью выходного импульса формирователя 45. Резистор 41 является токоограничивающим, а диод 48 защищает первый выход формирователя 27 от высоковольтного оплавляющего импульса, поступающего с седьмого выхода блока 29 управления. Величина резистора 41 выбирается такой, чтобы возникающий ток разряда не вызывал оплавления проволоки. При возникновении разряда на резисторе 43, выполняющем роль датчика тока, возника- - ет импульс тока, который с второго выхода формирователя 27 поступает на первый вход компаратора 28. При отсутствии разряда импульс тока на резисторе 43 не возникает и компаратор 28 не срабатывает.
Блок 29 управления (фиг.1,6) содержит три аналоговых ключа 49-51 (фиг.7), три формирователя 52-54 отрицательного импульса, шесть RS- триггеров 55-60, D-триггер 61, три элемента 62-64 задержки, ультразвуковой генератор 65, блок 66 формиро0 вания шарика, два источника 67 и 68 напряжения, три элемента ИЛИ 69-71, управляемый генератор 72, два элемен. та И 73 и 74, элемент И-НЕ 75, элемент НЕ 76, реверсивный счетчик 77
5 импульсов, коммутатор 78 фаз, программатор 79 и компаратор 80.
Входами блока 29 управления (фиг.1,7) соответственно являются: первым - параллельно соединенные тре5
0
5
тий вход элемента ИЛИ 69, R-вход триггера 56, второй вход элемента ИЛИ 71 и вход элемента 64 задержки, вторым - вход аналогового ключа 49, третьим - вход элемента НЕ 76 и четвертым - вход блока 66 формирования шарика. Выход элемента ИЛИ 69 подключен к S-входу триггера 57, выход которого подключен к управляющему входу генератора 72, выход которого связан со счетным входом счетчика 77 и вторым входом коммутатора 78 фаз, выходы которого являются первым выходом блока 29 управления. Выход триггера 56 подключен к первому входу коммутатора 78 фаз, второму входу элемента И 73 и к первому входу счетчика 77, информационные выходы которого подключены к входам А компаратора 80, выход которого подключен к второму входу элемента И-НЕ /5 и к третьему (запускающему) входу формирователя 53 отрицательного имтульса, выход которого подключен к первому входу элемента ИЛИ 70 и к S-входу триггера 60, второй выход которого подключен к входу элемента 63 задержки, выход которого подключен к входу формирователя 54, выход соторого подключен к R-входу триггера 60, второму входу элемента И 74 т к первому входу элемента ИЛИ 69, а первый выход триггера 60 является шестым выходом блока 29 управления. Выход триггера 59 подключен к управляющему входу аналогового ключа 51, вход которого подключен к источнику 68 напряжения, а выход является третьим выходом блока 29 управления.Выход аналогового ключа 49 подключен к входу формирователя 52 отрицательного импульса,выход которого связан с параллельно соединенными входами элемента 62 задержки, вторым входом элемента ИЛИ 70, S-входом триггера 55 и R-входом триггера 58, выход которого является пятым выходом блока 29 управления. Второй выход триггера 55 подключен к управляющему вхо- цу аналогового ключа 49, а первый выход триггера- 55 подключен к управляющему входу аналогового ключа 50, вход которого соединен с у сочником 67 напряжения, а выход является четвертым выходом блока 29 управления. Выход элемента 62 задержки соединен с управляющим входом УЗ-гене- ра ора 65, первый выход которого яв0
0
0
5
0
ляется вторым выходом блока 29 управления, а второй выход подключен к параллельно соединенным R-входу триггера 55, второму входу эпемента ИЛИ 69, S-входу триггера 56 и к счетному входу триггера 61. второй зыход которого подключен к собственному D-зхоцу и к первому входу элемента И 73, выход которого подключен к первому входу элемента И 75 и к второму разрешающему входу формирователя 53 отрицательного импульса, а первый выход триггера 61 подключен
5 к первому входу элемента ИЛИ 71, выход которого подключен к S-входу триггера 58.
Выход элемента И-НЕ 75 подключен к первому входу элемента И 74, выход которого подключен к R-пходу триггера 59. Выход заема счетчика 77 подключен к третьему входу элемента ИЛИ -О,выход которого соединен с R-вхо- лом триггера 57. Выходы программа5 тора 79 соединены с входами В компаратора 80. Выход элемента НЕ 76 подключен к первому (разрешающему) входу формирователя отрнца етьного импульса 53 и к третьему входу ле0 мента И-НЕ 75,.
Блок управления работает следую- щим образом.
При поступлении на первый вход 1 мпульса с выхода элемента И 26
c (фиг. 1), который через элемент ПЛИ 69 (фиг.6) устанавливает на выходе триггера 57 состояние сигнала логической 1, который поступает на управляющий вход генератора 72, который начинает генерировать импульсы лля работы коммутатора 78 фазы и счетчика 77 импульсов. Коммутатор 78 фаз может коммутировать свои выходы в последовательности: 1-2-3- -4-1... либо в последовательности 4-3-2-1-4..., в зависимости от состояния на первом входе коммутатора 78 фаз. В данном случае на первом входе коммутатора 78 фаз состояние сигнала логического О, поступающего с выхода триггера 56, установленного в состояние сигнала логического О импульсом с первого входа блока управления и коммутатор 78 фаз
5 коммутирует свои выходы и последовательности 1-2-3-4-1.... Этот же сигнал логического О погтуп ет на первый вход счетчика 77„ ус, uiap.ni- вает в с-атчике 77 езал- с -щнроия
ния, и с приходом каждого импульса с Генератора 72 на счетный вход счетчика 77, выходной код счетчика 77 увеличивается на единицу. Тот же импульс с первого входа блока 29 управления, пройдя элемент 64 задержки, и поступив на S-вход триггера 59, установит На его выходе уровень логической единицы, которая, поступив на управ- ляющий вход аналогового ключа 51, разрешает прохождение напряжения с источника 68 напряжения через аналоговый ключ 51 на третий выход блока 29 управления. Элемент 64 задержки необходим для того, чтобы управляющее напряжение с третьего выхода блока 29 управления поступало после окончания оплавления проволоки. При поступлении отрицательного импульса На четвертый вход блока 29 управления с выхода компаратора 28 (фиг.1) запускается блок 66 формирования шарика (фиг.6) и его высоковольтный оп- .лавляющий импульс поступает на седь- мой выход блока 29 управления. Одно- г еменно импульс с первого входа блока 29 управления,пройдя через элемент
58 на S-вход триггера 58, устанавливает на его выходе сигнал логи- ческой единицы, который поступает на пятый выход блока 29 управления (фиг.1,6). При поступлении напряжения на второй вход блока 29 управле - ния, оно, пройдя через первый откры- тый аналоговый ключ 49, запускает формирователь 52, который выработает отрицательный импульс, который, поступив на S-вход триггера 55, установит на первом его выходе сигнал логической единицы, а на втором выходе сигнал логического нуля, которые, поступив на управляющий вход аналогового ключа 49, закроет его, и на управляющий вход аналогового ключа 50, откроет его и тем самым разрешит прохождение напряжения с источника 67 напряжения через аналоговый ключ 50 на четвертый выход блока 29 управления. Этот же отрицательный им- пульс с выхода формирователя 52 поступит на R-вход триггера 58 и установит на его выходе сигнал логического нуля, который поступит на пятый выход блока 29 управления, и это же сигнал с выхода формирователя 52 поступит через второй вход элемента ИЛИ 70 на R-вход триггера 57, перебросит триггер 57 в состояние
логического нуля, остановив тем самым работу генератора 72, а следовательно, и работу счетчика 77 и коммутатора 78 фаз. Кроме того, тот же отрицательный импульс с выхода формирователя 52, пройдя через элемент 62 задержки, поступает на управляющий вход УЗ-генератора 65, что вызывает появление УЗ-колебаний на первом выходе УЗ-генератора 65, на втором выходе блока 29 управления. По истечении времени, определяемого устройством самого УЗ-генератора 65, на первом его выходе и на втором выходе блока 29 управления прекратится процесс возбуждения УЗ-колебаний. УЗ-генератор 65 (фиг.6) переключится для работы во втором режиме (т.е. с другими параметрами возбуждения УЗ-колебаний и другим временем их продолжительности, установленными перед началом работы), а на втором выходе УЗ-генератора 65 вырабатывается отрицательный импульс, который, поступив на R-вход триггера 55, установит на первом выходе триггера
55состояние логического нуля, а на втором выходе - состояние логической единицы, что соответственно приведет к открыванию аналогового ключа 49
и закрыванию аналогового ключа 50, тем самым давая возможность поступлению напряжения с второго входа блока 29 управления через аналоговый ключ 49 на формирователь 52, соответственно снимая напряжение на четвертом выходе блока 29 управления, которое поступило с источника напряжения 67 через аналоговый ключ 50. Этот же импульс с второго выхода УЗ- генератора 65 поступит через элемент ИЛИ 69 на S-вход триггера 57, установит на его выходе состояние логической единицы - сигнал, который поступит на управляющий вход генератора 72 и разрешит его работу. Генератор 72 начинает генерировать импульсы, которые поступают на счетные входы счетчика 77 и коммутатора 78 фаз, причем теперь коммутатор 78 коммутирует свои выходы в последовательност 4-3-2-1-4..., а счетчик 77 работае в режиме вычитания и с приходом каждого импульса, уменьшая выходной код на единицу, так как тот же импульс с второго выхода УЗ-генератора 65 поступает на З-ых -д триггера
56и устанавливает на его выходе сиг17
нал состояния логической 1м, который поступает на первые входы счетчика 77 и коммутатора 78 фаз. Кроме того, тот же импульс с второго выхода УЗ-генератора 65 поступает на счетный вход триггера 61 и устанавливает на его первом выходе сигнал логической единицы, а на втором - логического нуля. По мере работы счетчика 77 код на его выходе уменьшается до нуля, после чего на выходе заема счетчика 77 вырабатывается отрицательный импульс, который, поступив через элемент ИЛИ 70 на R- вход триггера 57, установит на его выходе состояние логического О, тем самым остановив работу генератора 72 и соответственно счетчика 77 и коммутатора 78 фаз.
После прихода импульса с второго выхода УЗ-генератора 65 D-триггер 61 устанавливается по второму выходу в состояние логической единицы, сиг- нал которой поступает на первый вход элемента И 73, на втором входе которого также присутствует сигнал логической единицы с выхода триггера 56, следовательно, на выходе эле- мента И 73 также присутствует сигнал логической единицы. По мере работы счетчика 77 код на его выходе и соответственно код на входах А компаратора 80 сравняется с ко- дом, набранным на программаторе 79, после чего на выходе компаратора 80 появляется сигнал логической 1, который поступает на второй вход элемента И-НЕ 75. При наличии сиг- нала логического О на третьем входе блока 29 управления (фиг.1,6), на выходе элемента НЕ 76 и соответственно на третьем входе элемента И-НЕ 75 будет сигнал логической 1. Сле- довательно, появление сигнала логической 1 с выхода компаратора 80 н втором входе элемента И-НЕ 75 вызовет появление сигнала логического нуля на выходе элемента И-НЕ 75 и со ответственно на первом входе элемента И 74, а затем и на R-входе триггера 59. На выходе триггера 59 установится состояние логич -ского нуля, сигнал которого поступит на уп- равляющий вход аналогового ключа 51 и закроет его, прекратив тем самым поступление напряжения с источника 68 напряжения через аналоговый ключ
4618
51 на третий выход блока 29 управления.
Если же к моменту, когда код на выходе счетчика 77 и соответственно код на входах А компаратора 80 сравняются с кодом, набранным на прграмматоре 79, на третьем входе блока 29 управления будет присутствовать сигнал логической 1, следовательно, на выходе элемента НЕ 76 логического нуля, то сигнал логической 1 с выхода компаратора 80 поступит на второй вход элемента И-НЕ 75 и не вызовет появления сигнала логического нуля на его выходе и соответственно появление сигнала логического нуля на выходе элемента И 74 и на R-входе триггера 59. То есть триггер 59 останется в прежнем состоянии - логическая единица на его выходе., Сигнал логическая единица с выхода компаратора 80 поступит на третий (запускающий) вход формирователя 53 отрицательного импульса и вызовет появление на выходе формирователя 53 отрицательного импульса (на первом и втором входах формирователя 53 присутствует разрешающая кобминация О и 1 соответственно) , который поступит через элемент ИЛИ 70 на R-вход триггера 57 и установит на его выходе состояние логического нуля, сигнал которого поступит на управляющий вход генератора 72, остановив тем самым его работу, а следовательно, и работу счетчика 77 и коммутатора 78 фаз. Кроме того, тот же отрицательный импульс с выхода формирователя 53 поступит на S-вход триггера 60, установив тем самым на его первом выходе состояние логической единицы, сигнал которой пройдет на шестой выход блока 29 управления (фиг.1,6), а на втором выходе триггера 60 - состояние логического нуля, сигнал которого через элемент 63 задержки поступит на вход формирователя 54 отрицательного импульса, что вызовет появление на его выходе отрицательного импульса. Этот отрицательный импульс с выхода формирователя 54 поступит на R-вход триггера 60, установит на его первом выходе состояние логического нуля, сигнал которого пройдет на шестой выход блока 29 управления. Кроме того, этот же импульс с выхода формирователя 54
поступит через второй вход элемента И 74 на R-вход триггера 59 и установит на его выходе состояние логического нуля, сигнал которого поступит на управляющий вход аналогового ключа 51, закроет его, и тем самым, прекратит поступление напряжения с источника 68 напряжения через аналоговый ключ 51 на третий выход блока 29 управления. Кроме того, этот же отрицательный импульс с выхода формирователя 54 поступит через первый вход элемента ИЛИ 69 на S-вход триггера 57 и установит на его выходе состояние логической единицы, сигнал которой поступит на управляющий вход генератора 72 и разрешит работу генератора 72, который, в свою очередь, начнет генерировать импульсы для работы коммутатора 78 фаз и счетчика 77 импульсов. Блок 29 управления продолжит свое функционирование аналогично описанному.
Таким образом, устройство позволя s т повысить качество сварки за счет исключения образования шариков диа- тром меньше допустимого, а также исключения засорения такими шариками сварочных инструментов путем блокировки шагового привода в исход- ком состоянии сварочной головки. Устройство автоматической заправки може быть использовано как в сварочных устройствах, использующих вертикальный капилляр, так и в устройствах, использующих сварочный инструмент типа клин с боковым капиллярным отверстием.
Формула изобретения Устройство для ультразвуковой
5
0
рованный от станины с поданным на него опорным напряжением, пневмовакуумную систему с двумя электро- пневмоклапанами, устройство автоматической заправки проволоки, закрепленное на механизме подачи проволоки вдоль ее направления и связанное через первый электропневмоклапан с магистралью сжатого воздуха пневмовакуумной системы, а через второй - с магистралью вакуума, D-триг- гер, формирователь, элемент ИЛИ и блок управления, первый выход которого подключен к шаговому приводу вертикальных перемещений, второй - к преобразователю УЗ-колебаний, третий - к приводу зажимных губок, четвертый - к приводу дифференциального нагружения, пятый и шестой - соответственно к электрическому входу первого и второго электропневмокла- панов и седьмой выход соединен с электродом разрядника, второй вход
5 блока управления связан с датчиком касания, третий - с предметным столиком, С-вход D-триггера соединен с входом формирователя и внешней схемой запуска, выход формирователя
0 подключен к второму входу элемента ИЛИ, первым входом соединенный с прямым выходом D-триггера, инверсный выход которого соединен с его Т)-входом, отличающееся тем, что, с целью повышения качества сварки за счет достоверного контроля наличия необходимого отрезка проволоки под инструментом для оплавления в шар, в него введены фор0 мирователь высоковольтного импульса, компаратор и последовательно соединенные элементы НЕ, 2И-НЕ и И, выход последнего подключен к первому входу блока управления, четвертый вход
5


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Установка для ультразвуковой сварки | 1986 |
|
SU1391831A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1815083A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |


Изобретение относится к производству полупроводниковых приборов, в частности к устройствам для ультразвуковой сварки, и может быть использовано для сборки полупроводниковых приборов и интегральных схем. Цель изобретения - повышение качества сварки путем достоверного контроля наличия необходимого отрезка проволоки под инструментом для оплавления в шар. Устройство содержит механизм вертикальных перемещений с шаговым приводом, датчик касания, зажимные губки с приводом, преобразователь ультразвуковых колебаний с инструментом, блок управления (БУ), формирователь высоковольтного импульса, компаратор и устройство автоматической заправки проволоки. При подъеме ультразвукового преобразователя с инструментом от позиции второй сварки на заданную высоту БУ подает команду на привод зажимных губок для зажима проволоки. В случае обрыва проволоки до подачи команды БУ на привод зажимных губок подается команда на устройство заправки проволоки в инструмент. Перед образованием шарика подается высоковольтный ионизирующий импульс заданной амплитуды для определения необходимой длины отрезка проволоки под инструментом. При наличии необходимого "хвоста" под инструментом после подачи импульса с формирователя высоковольтных импульсов срабатывает компаратор и по команде БУ производится оплавление проволоки и образование перемычки. В противном случае происходит блокировка шагового привода и оплавления проволоки не происходит. 6 ил.
сварки, содержащее станину, сварочную которого соединен с вторым входом
головку, механизм вертикальных перемещений сварочной головки с шаговым приводом, преобразователь ультразвуковых (УЗ) колебаний с инструментом, устройство дифференциального нагружения с датчиком касания и приводом, зажимные губки с приводом, механизм подачи проволоки, заземленную катушку с проволокой, электрод разрядника, предметный столик, изолиэлемента И и выходом компаратора,первый выход формирователя высоковольтного импульса связан с седьмым выходом блока управления, а второй
выход - с первым входом компаратора, с опорным напряжением на другом входе, а вход соединен с выходом элемента ИЛИ, первый вход которого подключен к второму входу элемента И,
а второй вход - к входу элемента НЕ.
rsi со
&Ј &
r scj
ЗА
40 Щ47М
г м т т Е
J7 CZ3j j-И | f t
U ; F 55т U42
J3T- LJ-
ii
Hjl
L.
..Сж.боздух вакуум
ФигМ
гт
г м т т
-И | f t
55т U42
-W
55т U42
J3T- LJ- 4J .
Jf «5
1
Фиг. 5
I-.
Составитель В.Грибова Редактор С.Патрушева Техред М.Двдык Корректор О.Ципле
Заказ 1416
Тираж 639
8НИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Д онзвопственно-издательский комбинат Патент., г Ужгород, ул. Гагарина, 101
Подписное
| Установка для ультразвуковой сварки | 1986 |
|
SU1391831A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
