наклонный стеллаж, ванну для охлаждения дорна с кольцом после прокатки, подъемник, размещенный в ванне, дорнотранспортиругощее устройство и подъемный стол,снабжена печью для нагрева дорновых колец и клещевым манипулятором с приводом перемещения и поворота клещевого захвата для дорновых колец, подвижно установленным относительно подъемного стола, который вмонтирован в наклонный стеллаж.
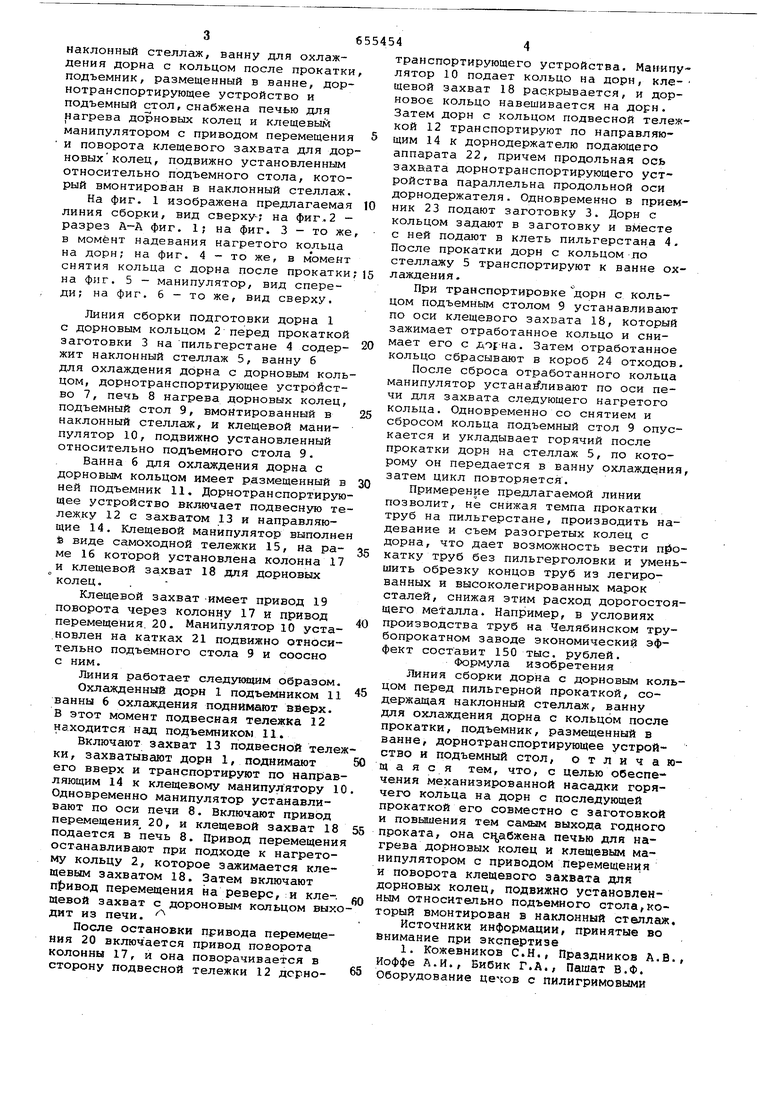
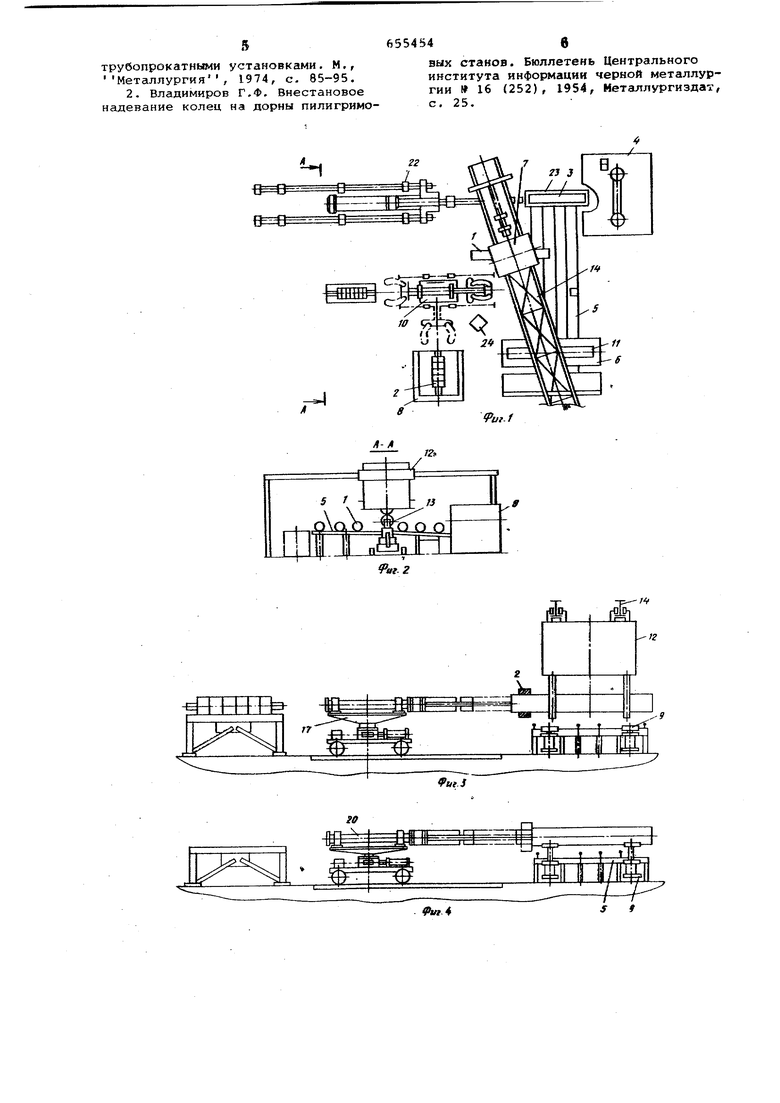
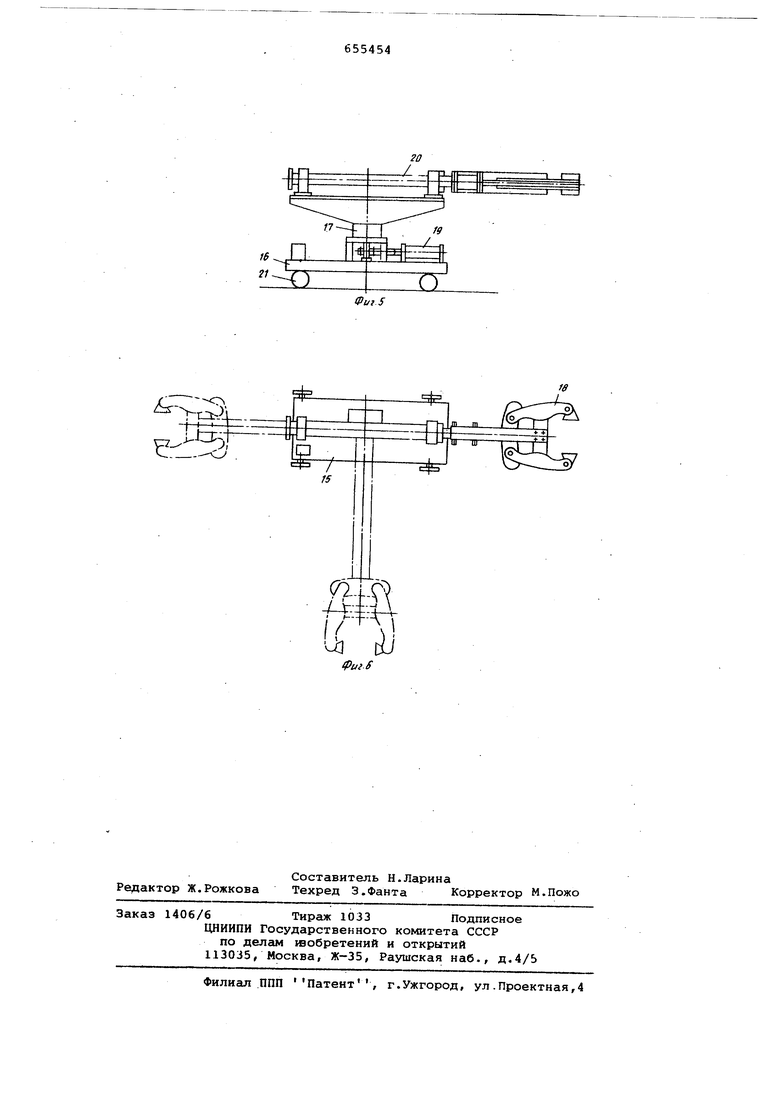
На фиг. 1 изображена предлагаемая линия сборки, вид сверху-; на фиг.2 разрез А-А фиг. 1; на фиг. 3 - то же, в момент надевания нагретого кольца на лорн; на фиг. 4 - то же, в момент снятия кольца с дорна после прокатки; на фиг. 5 - манипулятор, вид спереди; на фиг. 6 - то же, вид сверху.
Линия сборки подготовки дорна 1 с дорновым кольцом 2 перед прокаткой заготовки 3 на пильгерстане 4 содержит наклонный стеллаж 5, ванну 6 для охлаждения дорна с дорновым кольцом, дорнотранспортирующее устройство 7, печь 8 нагрева дорновых колец, подъемный стол 9, вмонтированный в наклонный стеллаж, и клещевой манипулятор 10, подвижно установленный относительно подъемного стола 9.
Ванна б для охлаждения дорна с дорновым кольцом имеет размещенный в ней подъемник 11. Дорнотранспортирующее устройство включает подвесную тележку 12 с захватом 13 и направляющие 14. Клещевой манипулятор выполнен & виде самоходной тележки 15, на раме 16 которой установлена колонна 17 и клещевой захват 18 для дорновых ° колец.
Клещевой захват -имеет привод 19 поворота через колонну 17 и привод перемещения. 20. Манипулятор 10 установлен на катках 21 подвижно относительно подъемного стола 9 и соосно с ним.
Линия работает следуннцим образом. Охлажденный лорн 1 подъемником 11 ванны 6 охлаждения поднимают вверх. В этот момент подвесная тележка 12 находится над подъемником 11.
Включают захват 13 подвесной тележки, захватывают дерн 1, поднимают его вверх и транспортируют по направляющим 14 к клещевому манипулятору 1 Одновременно манипулятор устанавливают по оси печи 8. Включают привод перемещения 20, и клещевой захват 18 подается в печь 8. Привод перемещени останавливают при подходе к нагретому кольцу 2, которое зажимается клещевьпУ захватом 18. Затем включают nt)HBOA перемещения на реверс, и кле-. щевой захват с дороновым кольцом выхдит из печи.
После остановки привода перемещения 20 включается привод поворота колонны 17, и она поворачивается в сторону подвесной тележки 12 дсрнотранспортирующего устройства. Манипулятор 10 подает кольцо на дорн, клещевой захват 18 раскрывается, и дорновое кольцо навешивается на дорн. Затем дорн с кольцом подвесной тележкой 12 транспортируют по направляющим 14 к дорнодержателю подающего аппарата 22, причем продольная ось захвата дорнотранспортирующего устройства параллельна продольной оси дорнодержателя. Одновременно в приемник 23 подают заготовку 3. Дорн с кольцом задают в заготовку и вместе с ней подают в клеть пильгерстана 4. После прокатки дорн с кольцом по стеллажу 5 транспортируют к ванне охлаждения.
При транспортировке дорн с кольцом подъемным столом 9 устанавливают по оси клещевого захвата 18, который зажимает отработанное кольцо и снимает его с AOfна. Затем отработанное кольцо сбрасывают в короб 24 отходов После сброса отработанного кольца манипулятор устанавливают по оси печи для захвата следующего нагретого кольца. Одновременно со снятием и сбросом кольца подъемный стол 9 опускается и укладывает горячий после прокатки дорн на стеллаж 5, по которому он передается в ванну охлаждени затем цикл повторяется.
Примерение предлагаемой линии позволит, не снижая темпа прокатки. труб на пильгерстане, производить надевание и съем разогретых колец с дорна, что дает возможность вести прокатку труб без пильгерголовки и уменьшить обрезку концов труб из легированных и высоколегированных марок сталей, снижая этим расход дорогостощего металла. Например, в условиях производства труб на Челябинском трубопрокатном заводе экономический эффект составит 150 тыс. рублей. Формула изобретения Линия сборки дорна с дорновым колцом перед пильгерной прокаткой, содержащая наклонный стеллаж, ванну для охлаждения дорна с кольцом после прокатки, подъемник, размещенный в ванне, дорнотранспортирующее устройство и подъемный стол, отличащ а я с я тем, что, с целью обеспечения механизированной насадки горячего кольца на дорн с последующей прокаткой его совместно с заготовкой и повышения тем самым выхода годного проката, она сг абжена печью для нагрева дорновых колец и клещевым манипулятором с приводом перемещения и поворота клещевого захвата для дорновых колец, подвижно установленным относительно подъемного стола,который вмонтирован в наклонный стеллаж
Источники информации, принятые во внимание при экспертизе
1. Кожевников С.Н., Праздников А. Иоффе А.И., Бибик Г.Д., Пашат В.Ф. Оборудование цечов с пилигримовыми 5 трубопрокатными установками. М., Металлургия, 1974, с. 85-95. 2. Владимиров Г.Ф. Внестановое надевание колец на дорны пилигримог-1
ш.1 655454 вых станов. Бюллетень Центрального института информации черной металлургии 16 (252), 1954, Металлургиздат, с. 25.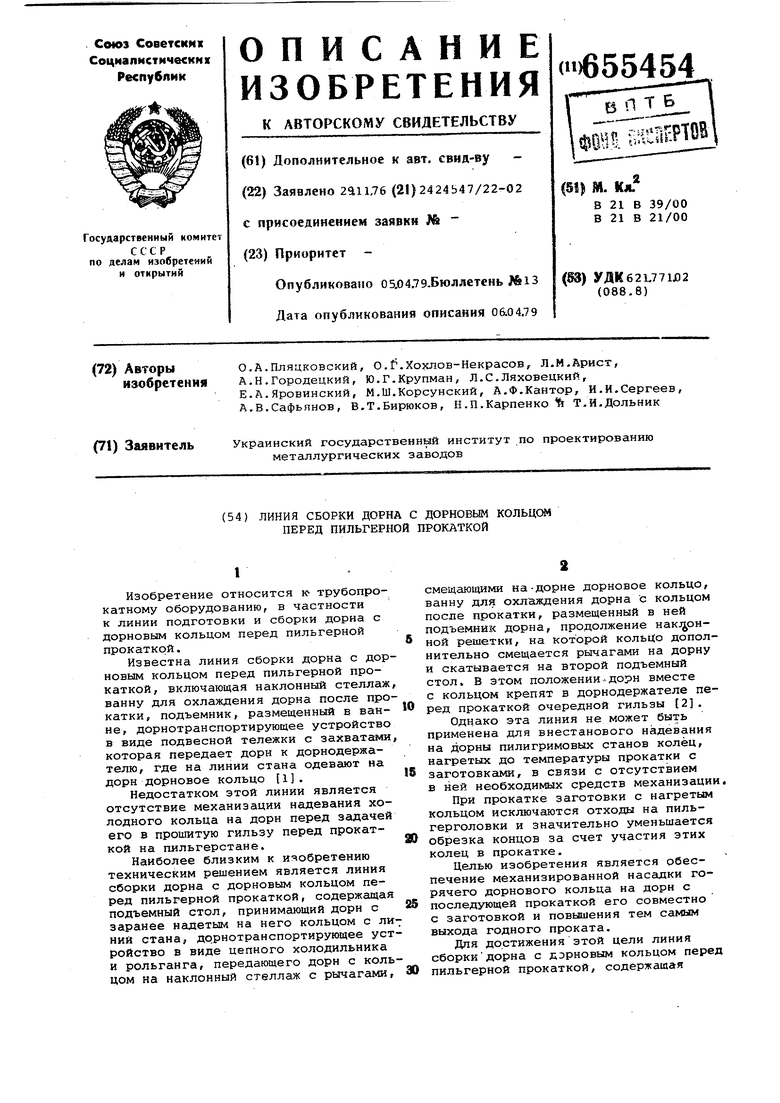
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорновое устройство пилигримового стана | 1983 |
|
SU1189522A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| Устройство для подачи дорна с дорновым кольцом на охлаждающий стиллаж | 1978 |
|
SU749482A1 |
| Способ смены дорна для пильгерной прокатки | 1978 |
|
SU737038A1 |
| Способ внестановой зарядки дорнов в пильгерстанах | 1960 |
|
SU132177A1 |
| ВАКУУМНЫЙ ПИЛЬГЕРСТАН | 1962 |
|
SU157318A1 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
| ДОРНОВОЕ УСТРОЙСТВО СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2351418C2 |
| Механизм внестанового ввода дорна в гильзу | 1982 |
|
SU1082503A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1976 |
|
SU740318A1 |
4 1- адьгз|r
111|
:i. -i-/5 9
9игЛ
-I- I
i-tC-t
/ -4-
-/-V--L.J1
(Г
U) иЬ
