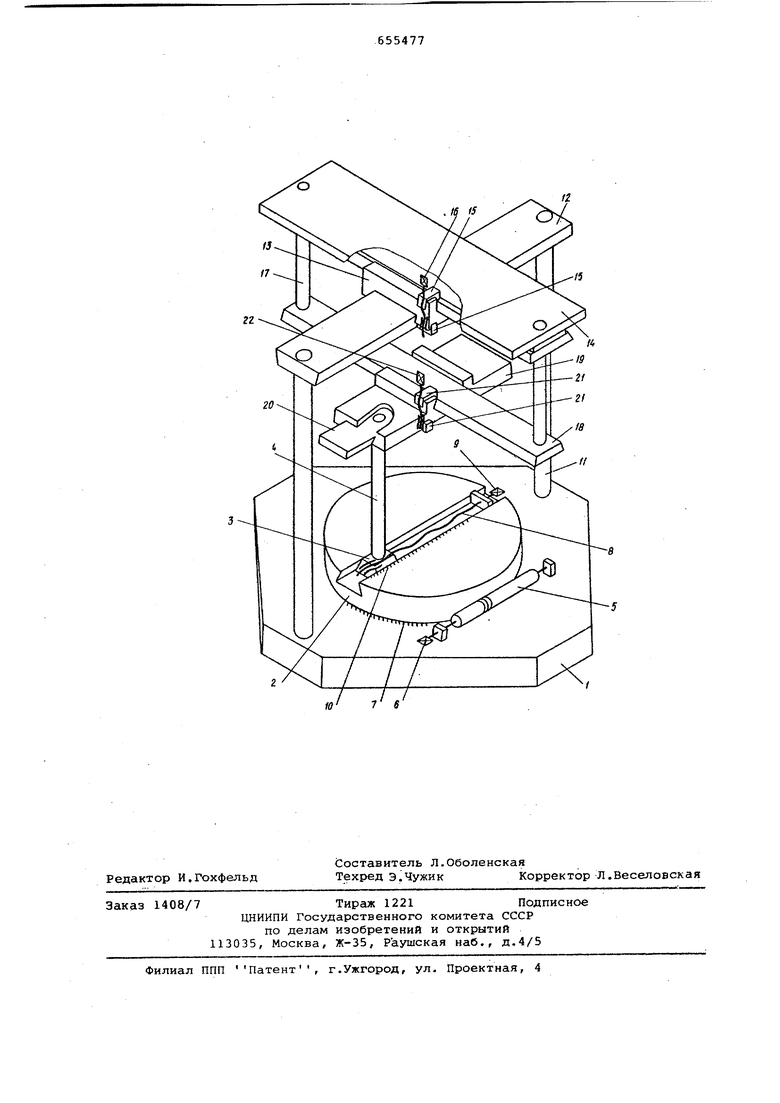
Изобретение относится к машиностроению, в частности к оснастке металлорежущих станков, и может быть использовано для токарных, фрезерных сверлильных, координатно-расточных и др. станков. Известно устройство для обработки деталей со сложным контуром, соде жащее суппорт с направляющими, карет кой и салазками (Ц. С целью повьяиения производительности за счет обработки за одну установку деталей со сложным контуром в предлагаемом устройстве к нижней части салазок суппорта на стойках закреплен второй суппорт с на-: правляющими, кареткой и сешазками, причем оба суппорта снабжены зажимами , позволякядими жестко фиксировать салазки и каретки относительно направляющих своих суппортов. На чертеже изображено предлагаемое устройство. Оно содержит основание 1, на нем установлен поворотный стол 2, выполненный в виде червячного колеса, с диаметрально расположен ными направляющими, по которым перемещается ползун 3, подвижно соединен ный с пальцем 4. Поворотный стол 2 получает вращение от червяка 5 с помощью привода 6.Отсчет угловых перемещений поворотного стола 2 ведется по шкале 7. Ползун 3 перемещается винтом 8 с помощью привода 9. Отсчет линейных перемещений ползуна 3 производят по шкале 10. К основанию 1 на стойках 11 закреплен суппорт с направляющими 12, кареткой 13 н салазками 14, суппорт имеет зажим 15 с приводом 16. К салазкам 14 снизу на стойках 17 закреплен второй суппорт с направляющими 18, кареткой 19 и сапазкс1ми 20. На салазках 20 жестко закреплен палец 4. Второй суппорт имеет также зажим 21 с приводом 22. Зс1жимы 15 и 21 дают возможность жестко фиксировать каретку 13 и салазки 14 к направляющим 12, а каретку 19 и салазки 20 - к направлякяцим 18 второго суппорта. Устройство работает следующим образом. При настрюенном устройстве ось пальца 4 совпадает с осью поворотного стола 2, а его направляющие паралпельны направляющим салазок 14. Шкалы 7 и 10 установлены в нулевое положение. Заготовку детали закрепляют на поверхности салазок 14. Сложный контур детали, состоящий из участков прямых линий и дуг окружностей, обрабатывают последовательно по участкам. При настройке устройства дпя обработки участка зажим 15 закрепляю а зажим 21 раскрепляют, а затем при обработке участка зажим 21 закрепляют, а зажим 15 раскрепляют. Чтобы получить круговую траекторию устройство настраивают на требуемый радиус смещением оси пальца 4 относительно оси поворотного стола 2 Отсчет ведут по:шкале 10. Палец 4 ведет салазки 20, которые, перемещаясь по iнаправляющим каретки 19. только.в поперечном направлении, увлекают за собой каретку 19, пере.мещающуюся по направляющим 18 только S продольном направлении, и при закрепленном зажиме 15 эти движения не передаются на салазки 14 с закрепленной на них заготовкой детали. После окончания настройки зажим , 21 закрепляют, а зажим 15 раскрепляют. Вращением червяка 5 приводят во вращение поворотный стол 2,вместе с которым палец 4, описывая круговую траекторию заданного радиуса, через жестко закрепленные салазки 20 с кареткой 19 относительно направлянвдих 18 и стоек 17 ведет салазки 14.После ние при закрепленном зажиме 15, совершая только продольное перемнщеиие по направляющим каретки 13,увлекают ее за собой,переметная по направ ляющим 12только в поперечном направ лении, а в результате салазки 14 вмес те с заготовкой детали совеЕяаают кру говую траекторию заданного радиуса., Чтобы получить траекторию в виде наклонной прямой с углом а , устройство настраивают при помощи червяка 5 и поворотного стола 2. Отсчет ведут по шкале 7, при этом зажим 15 закреплен, а зажим 21 раскреплен. После настройки зажим 21 закрепляют, а зажим 15 раскрепляют. Затем винтом 8 перемещают ползун 3 с пальцем 4 на величину отрезка наклонной прямой, что определяют по шкале 10, И, как в случае получения круговой траектории,- -салазки 14 с заготовкой детали будут совершать движение по наклонной прямой с углом уклона а . Формула изобретения Устройство для обработки деталей со сложным контуром, содержащее суппорт с направляющими, кареткой и салазками, отличающееся тем, что, с Целью повышения производительности за счет обработки за одну установку деталей со сложнь контуром, к нижней части салазок суппорта на стойках закреплен суппорт с направлякицими, кареткой и салазками, причем оба суппорта снабжены зажимами, позволякицими жестко фиксировать салазки и каретки относительно направляющих своих суппортов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство 406643, кл. В 23 В 5/40, 1971.
/TV
10
/г
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения криволинейных траекторий | 1974 |
|
SU516469A2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КРИВОЛИНЕЙНЫХ ТРАЕКТОРИЙ | 1973 |
|
SU406643A1 |
| Копир-шаблон | 1973 |
|
SU467795A1 |
| •СЕСОЮЗНАЯ ffATEHTW-TEXl'i-'JECHAH | 1973 |
|
SU381480A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Устройство для получения криволинейных траекторий | 1975 |
|
SU539687A2 |
| Устройство для обработки контактных линз | 1974 |
|
SU618196A1 |
| Устройство для получения криволинейных траекторий | 1975 |
|
SU593825A2 |
| Устройство для свертывания конических обечаек | 1973 |
|
SU482228A1 |
| Станок для обработки изделий в виде тел вращения | 1988 |
|
SU1653954A1 |