Изобретенне относится к обработке металлов давлением и может быть испол зовано при изгоговленни канатных блоко для подьемно-гранспоргных средств. Известен способ изготовления канат ных блоков с образованием рифленой поверхности ручья блока путем прокатки блока по накатному канату ij. Недостатком известного способа явля ется различие по шагу и углу свивки пр дей у накатного каната и у рабочего каната, огибающего блок, что приведет к &1строму стиранию рабочего каната и уменьшению срока служ& 1 каната. Известно также устройство для осущес вления способа, содержащее накатной канат, размещенный на основании, приво перемещения каната и механизм прижима l. Недостатком известного устройства 5Юляется низкое качество получаемых блоков. Целью изобретение является повышение точности изделий, а также качества изготавливаемых канатных блоков. Указанная цель достигается техничес- КИМ решением, представляющим собой новый способ, отличающийся от извест ного тем, что при прокатке накатной канат изгибают по окружности, имеющей длину, большую длины окружности блока на целое чвсло шагов свивки каната. Такойспособ может быть осуществлен устройством новой конструкции, отличающейся от известной тем, что оно снабжено концевой обоймой, охватывающей канат, и приводом вращения кольцевой обоймы, а механизм прижима выполнен б виде гидроцилиндра, корпус которого шарнирно сов дннен с основанием, вильчатого рычага, шарнирно связанного со штоком ги роцилиндра и имеющего возможность взаимодействия с блоком, и запорного устройства, установленного на коНце вильчатого рычага.
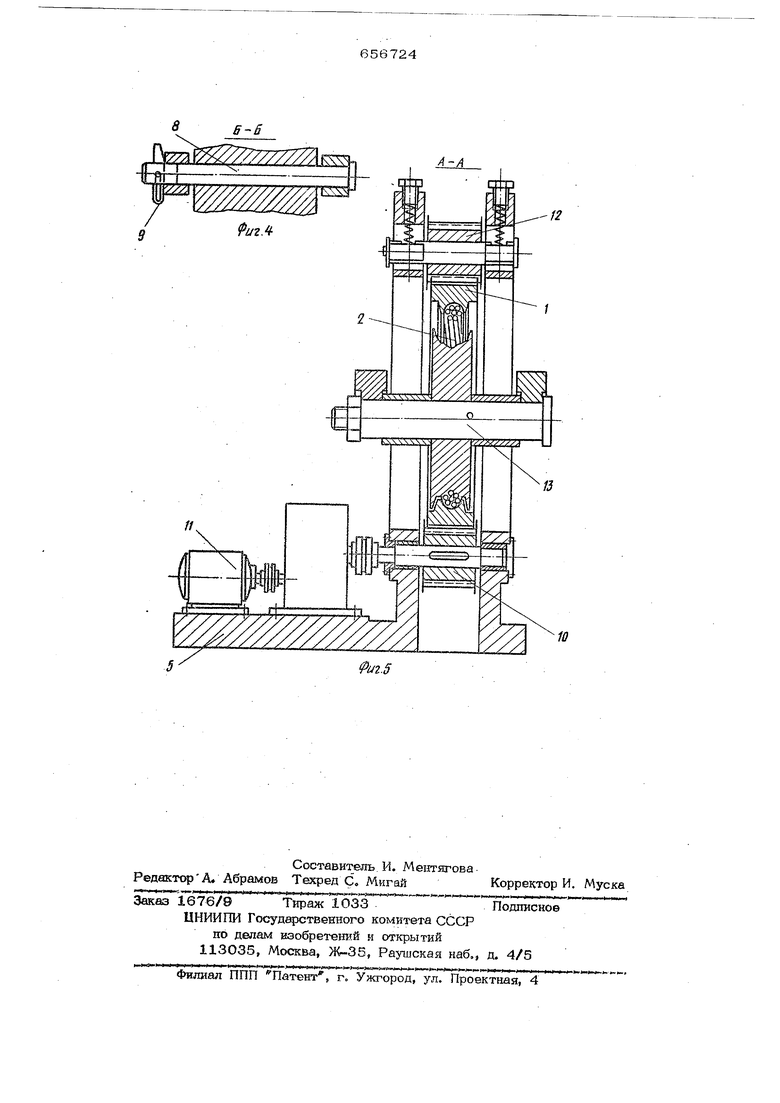
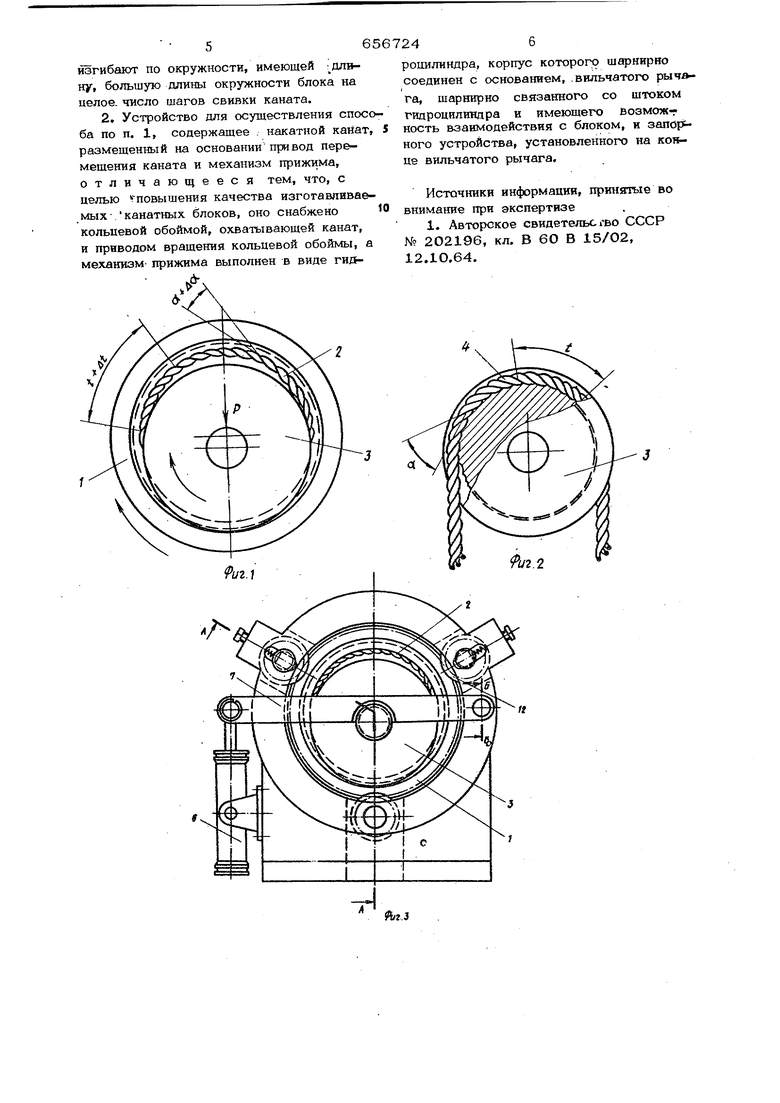
На фиг. 1 изображена схема осущест вления способа; на фиг. 2 - канатный блок с рабочим канатом; на фиг. 3 общий вид предложенного устройства; на фиг. 4-разрез Б-Бнафиг. 3; на фиг. 5 показано устройство в разрезе на фиг. 3 Длину окружности блока и накатного каната определяют по формулам
OK..)t
где h - условное число шагов свивки каната,- укладываюшееся по периметру О1фужности блока;
0( - оптимальное дополнительное число шагов свивки накатного каната, требуемое для свободной накатки рифл€ ний на блоке и при этом обеспечивающее требуемую степень соответствия рифле- НИИ ручья блока свивке прядей огибающего блок рабочего каната;
4; - шаг свивки каната.
Затем совмещают обрабатываемый бпок с накагным канатом, к блоку прилагают нагрузку и производят накагку.
Для осуществления предлагаемого способа в известном устройстве, содержащем накатной канат, привод и механизм прижима, применен накатной канат, запасованный с внутренней стороны кольцевой . лбоймы.
Пример выполнения способа. В обойму 1 помещают с натягом накатной канат 2. Внутри обоймы 1 устанавливают канатньхй блок 3, который с усилием Р прижимают к накатному канату 2. рбойме 1 сообщают вращательное движение, при этом обеспечивается вращение канатного блока 3, что приводит к выдавливанию на /.ручье канатного блока 3 рифления, соответствующего профилю накатного каната 2 ..
При этом неизбежноразличие в крнг- виане накатного 2 и рабочего 4 канатов и, следовательно, кк параметры будут соответственно равны:
-i-t - щаг свивки рабочего каната; oL- угол свивки рабочего каната; fc 4 А -t - шаг свивки накатного каната, -(угоп свивки накатного канаяга,
Но, ввиду небольшого отличия в кри визне накатного 2 и рабочего 4 канатов отклонение параметров по щагу и углу свивки йряией от оптимального мало и практически не отражается на работе Жанатоблочной системы.
Устройство для изготовления канатных блоков состоит из основания 5, механизма, прижима, включающего пневмо- или гидроцилиндр 6, вильчатый рычаг 7 и
легкосъемную ось 8 с запорным устройством 9, накатного каната 2, запасованного в жело$ кольцевой обоймы 1, имеющей зубчатый венец, ведущей шестерни 10, привода 11, направляющих подпружиненных
роликов 12 и оправки 13.
Предложенное устройство работает следующим образом. Внутрь кольцевой обоймы 1. устанавливают канатный блок 3 на оправке 13, который при помощи
вильчатого рычага 7, соединенного осью 8 с основанием 5, через оправку 13 прижимается к накатному каналу 2 гидроцилиндром 6, создающим требуемое усилие.
Включением привода 11 приводится во вращение кольцевая обойма с зубчатым
венцом 1, о
При изменении диаметра каната или
канатного блока в накатное устройство устанавливается соответствующая смежная кольцевая обойма, фиксируемая затем направляющими подпружиненными роликами 12.
Способ и устройство для его осуществления повышают долгобечность
канатоблочных систем за счет совпадении прядей каната и отпечатков прямей на ручье канатного блока. Полученный профиль рифлений за счет небольшой разницы в диаметрах накатного каната и канатного блока соответствует по шагу и углу свивки профилю рабочего каната на канатном блоке.
При наибольшем совпадении максимально снижаются контактные напряжения, уменьшаются напряжения вторичного изгиба и уменьшается кручение каната в ручье, а, следовательно, и абразивный износ наружных проволок рабочего каната и ручья канатного блока. По предварительным исследованиям долговечность канатоблочных систем увеличивается на 30%.
Формула изобретения
1. Способ изготовления канатныз4 блоков с образованием рифленой поверхности ручья блока путем прокатки блока по
накатному канату, отличающий с я тем, что, с целью повышения точное. ти изделий, при прокатке накатной канат изгибают по окружности, имеющей : длвну, большую длины окружности блока на целое, число шагов свивки каната. 2, Устройство для осуществления спосо ба по п. 1, содержащее .накатной канат, размещенный на основании привод перемещения каната и механизм прижима, отличающееся тем, что, с целью повышения качества изгогавпиваемых.канатных блоков, оно снабжено кольцевой обоймой, охватывающей канат, и приводом вращения кольцевой обоймы, а механизм прижима выполнен в виде гид6524 корпус которого шарнирно роцилиндра соединен с основанием, .вильчатого рычгага, шарнирно связанного со штоком гидроцилиндра и имеющего возможность взаимодействия с блоком, и запор ного устройства, установленного на конце вильчатого рычага. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельс гво СССР № 202196, кл. В во В 15/02, 12.10,64.
Б-В
7 77777777/Х
А-А
.S
| название | год | авторы | номер документа |
|---|---|---|---|
| Канатоведущее устройство | 1979 |
|
SU981746A1 |
| Канатный блок | 1981 |
|
SU1146275A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Канатный блок | 1977 |
|
SU713823A1 |
| Канатный блок | 1976 |
|
SU567660A2 |
| Канатный блок | 1978 |
|
SU765199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРОДОЛЬНЫХ РИФЛЕЙ | 1995 |
|
RU2087239C1 |
| Устройство для гашения колебаний грузозахватного органа крана | 1977 |
|
SU676535A1 |