Изобретение относится к машиностроению, в частности к автоматическим ориентирующим устройствам.
Целью изобретения является повышение производительности и надежности работы устройства путем совмещения операций поштучной выдачи, кантования и ориентации деталей.
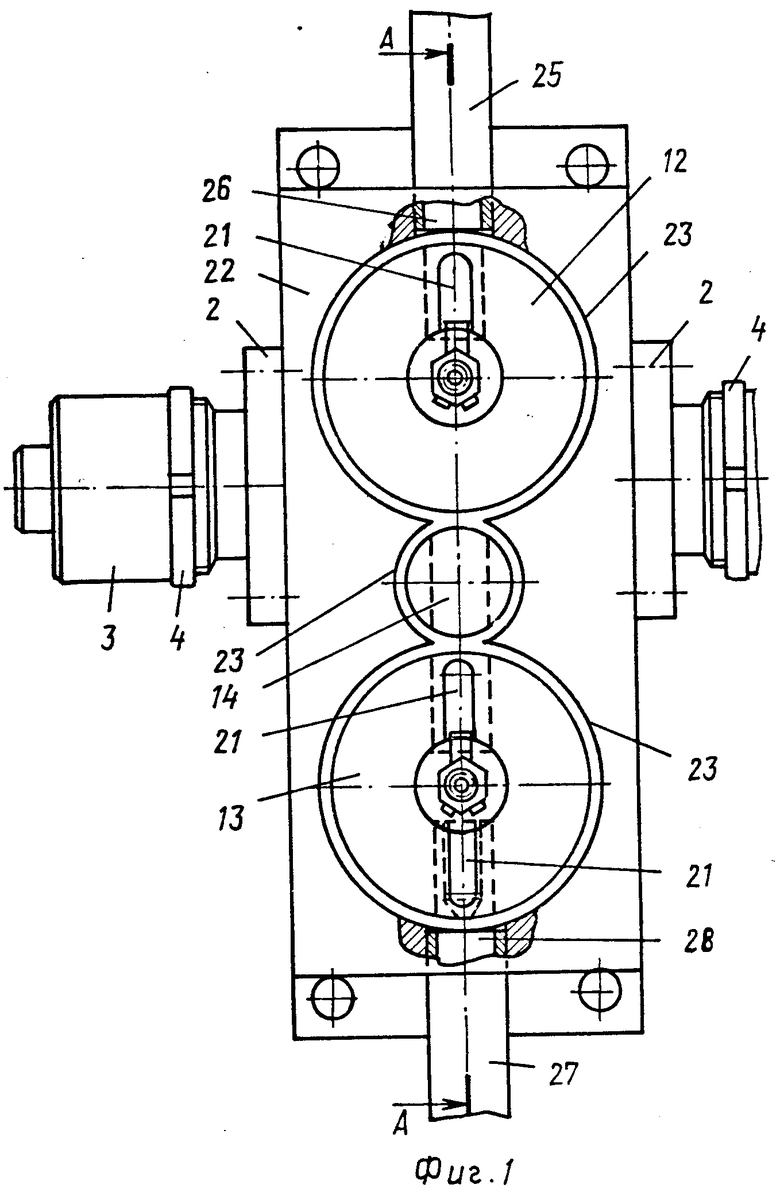
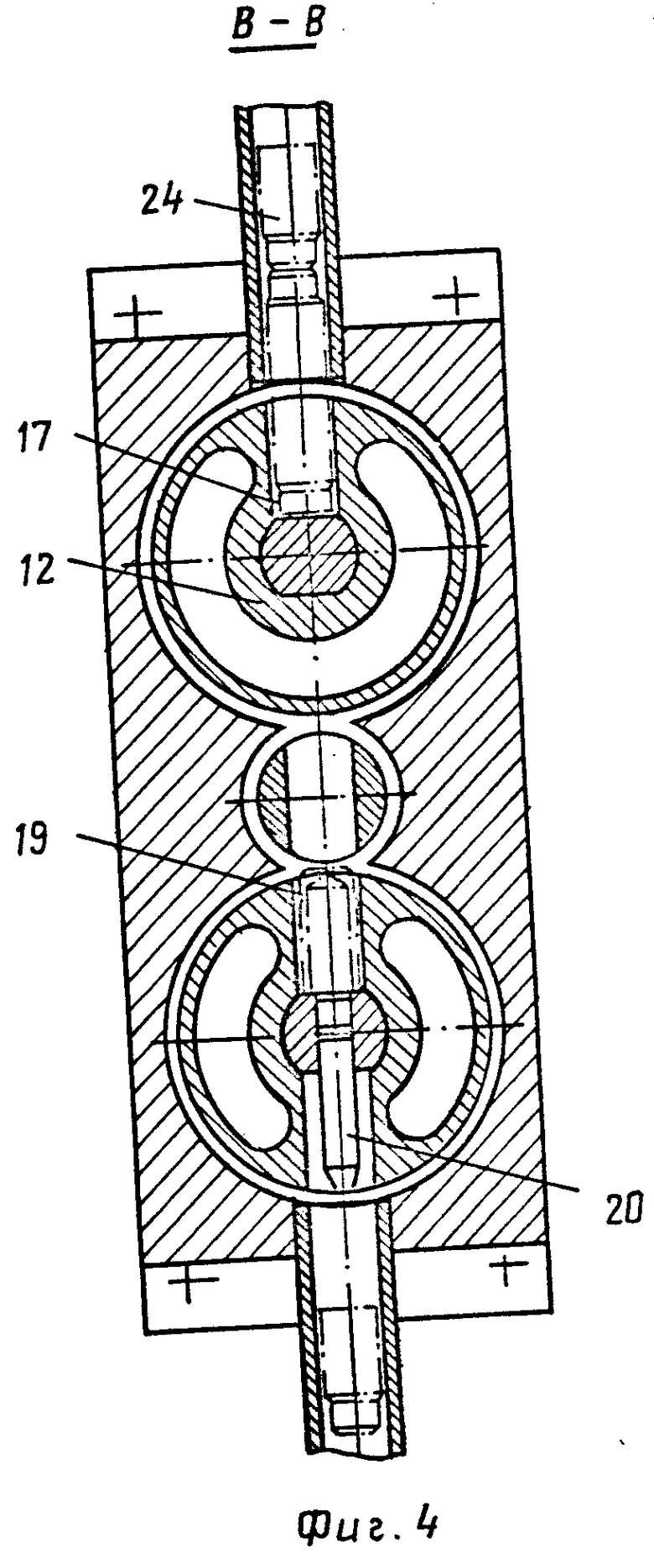
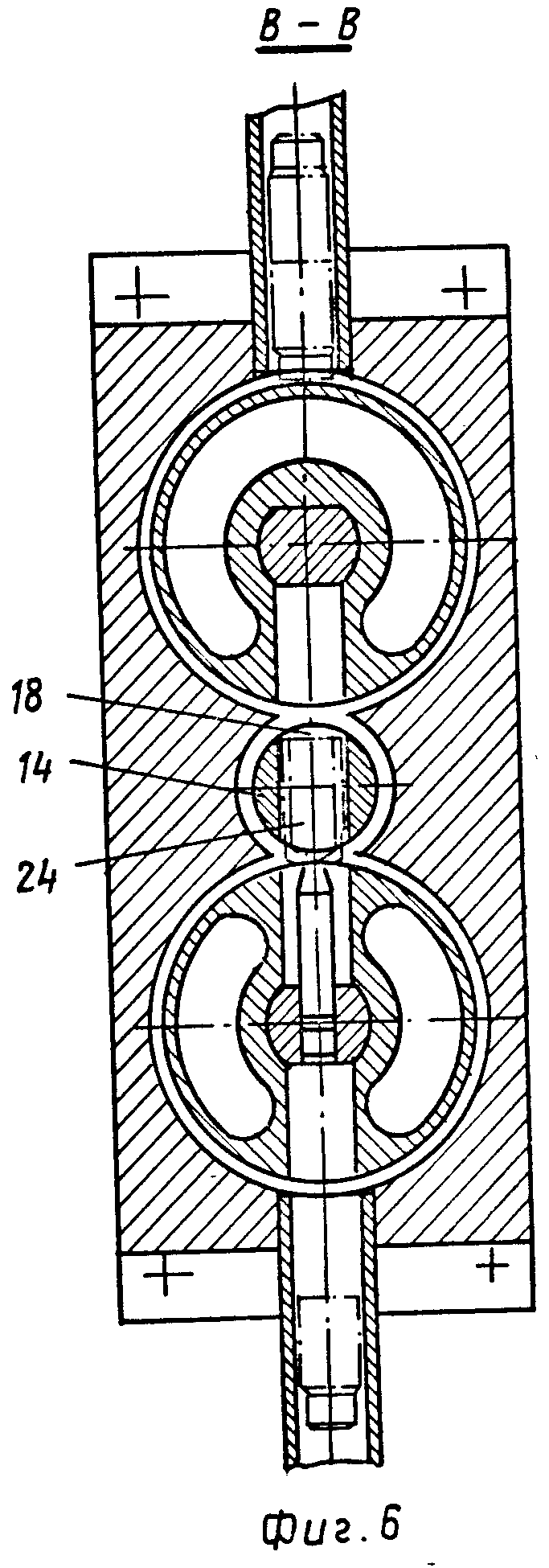
На фиг. 1 изображено устройство для вторичной ориентации деталей; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 разрез В-В на фиг. 2, в момент западания ориентируемой детали донышком вниз в глухое радиальное отверстие барабана-отсекателя; на фиг. 5 то же, в момент перехода детали через сквозное радиальное отверстие барабана-кантователя в отверстие с захватом поворотного барабана-ориентатора (надевание детали на захват); на фиг. 6 то же, в момент перехода детали в сквозное радиальное отверстие барабана-кантователя (ненадевание детали на захват).
Устройство для вторичной ориентации деталей содержит корпус 1 со встроенной в него посредством гильз 2 и регулируемых крышек 3, фиксируемых гайками 4, шток-рейкой 5, которая кинематически связана через шестерни 6-9 и валы 10 и 11 с механизмом поштучной выдачи, выполненным в виде барабана 12, кантователем и дополнительным барабаном 13. Кантователь выполнен в виде барабана 14. Корпус 1 соединен с крышкой 15, имеющей опоры-подшипники 16 для валов 10, 11 и барабана 14. В барабане 12 выполнено глухое радиальное отверстие 17 для отсечения детали от потока, в барабане 14 сквозное радиальное отверстие 18 для передачи или кантования детали в процессе ориентирования, а в дополнительном барабане 13 выполнены захваты в виде глухих радиально расположенных отверстий 19, в одном из которых по оси глухого отверстия 19 смонтирован штырь 20. Оси отверстий 17-19 выполнены соосно оси штыря 20 и лежат с ним в одной плоскости. В барабане 12 и дополнительном барабане 13 выполнены смотровые пазы 21. Плита 22 соединена с крышкой 15 и выполнена с цилиндрическими направляющими отверстиями 23, которые предохраняют ориентируемую деталь 24 от выпадания из отверстий 17-19 и штыря 20 барабанов 12-14 при их поворотах на 180о. Устройство встроено в систему загрузки деталей, которая включает в себя подводящий лоток-накопитель 25 с приемным каналом 26 для приема и передачи первично ориентированной детали 24 и отводящий лоток-накопитель 27 с выходным каналом 28 для однозначно ориентированной детали.
Устройство для вторичной ориентации работает следующим образом.
Детали 24 из подводящего лотка-накопителя 25 по приемному каналу 26 поступают в глухое радиальное отверстие 17 барабана 12 предварительно ориентированными относительно вертикальной оси. Детали 24 поступают к барабану 12 в одном из двух возможных положений донышком вверх или донышком вниз.
При поступлении детали 24 донышком вниз в глухое радиальное отверстие 17 барабана 12 (фиг. 4) шток-рейка 5 осуществляет продольный ход, производя синхронный поворот всех трех барабанов 12-14 на 180о. В результате деталь 24 из глухого радиального отверстия 17 барабана 12 через сквозное радиальное отверстие 18 барабана 14 подается к штырю 20 поворотного барабана 13 донышком вверх и надевается на него (фиг. 5). При обратном ходе штока-рейки 5 происходит синхронный поворот всех трех барабанов 12-14 на 180о, в результате чего штырь 20 с деталью 24 совмещается с выходным каналом 28, и деталь 24 отгружается по нему донышком вниз в отводящий лоток-накопитель 27. Одновременно с этим барабан 12 возвращается в исходное положение для захвата очередной детали 24 из подводящего лотка-накопителя 25. При поступлении детали 24 донышком вверх в глухое радиальное отверстие 17 барабана 12 (фиг. 6) шток-рейка 5 осуществляет продольный ход, в результате происходит синхронный поворот всех трех барабанов 12-14 на 180о. Деталь 24 из глухого радиального отверстия 17 барабана 12 через сквозное радиальное отверстие 18 барабана 14 подается к штырю 20 поворотного барабана 13, но упираясь донышком в штырь 20, остается в сквозном радиальном отверстии 18 барабана 14. При обратном ходе шток-рейки 5 происходит обратный синхронный поворот всех трех барабанов 12-14 на 180о, и деталь 24 приобретает ориентированное положение донышком вверх и из сквозного радиального отверстия 18 барабана 14 поступает в глухое радиальное отверстие 19 дополнительного барабана 13 (фиг. 4). Одновременно с этим в глухое радиальное отверстие 17 барабана-отсекателя 12 поступает очередная деталь 24 из подводящего лотка-накопителя 25. При очередном ходе шток-рейки 5 барабаны 12-14 вновь синхронно поворачиваются на 180о, и глухое радиальное отверстие 19 поворотного барабана-ориентатора 13 становится напротив выходного канала 28, и деталь 24 донышком вниз отгружается по нему в отводящий лоток-накопитель 27. Одновременно с этим очередная деталь из глухого радиального отверстия 17 барабана-отсекателя 12 через сквозное радиальное отверстие 18 барабана 14 подается к штырю 20 дополнительного барабана 13. Дальнейшая ее ориентация произойдет по одной из двух описанных схем в зависимости от положения донышка детали. Таким образом за два или три синхронных поворота барабанов 12-14 на 180о деталь оказывается однозначно ориентированной донышком вниз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат питания | 1987 |
|
SU1491653A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ ТИПА ДИСКОВ | 1991 |
|
RU2029301C1 |
| Роторный автомат питания | 1976 |
|
SU564139A1 |
| Загрузочный ротор | 1989 |
|
SU1616799A1 |
| Роторный автомат питания | 1987 |
|
SU1754408A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Загрузочный ротор | 1989 |
|
SU1705010A1 |
| Загрузочный ротор | 1989 |
|
SU1646783A1 |


Изобретение относится к машиностроению, в частности к автоматическим ориентирующим устройствам. Цель изобретения повышение производительности и надежности работы устройства путем совмещения операций поштучной выдачи, кантования и ориентации деталей. Детали по приемному каналу 26 поступают в механизм поштучной выдачи, выполненный в виде поворотного барабана 12 с глухим радиальным отверстием 17, предварительно ориентированными вдоль вертикальной оси в одном из двух положений - донышком вверх или донышком вниз. Шток-рейка 5 осуществляет продольный код, производя синхронный поворот барабана 12, дополнительного барабана 13 с двумя глухими радиально расположенными отверстиями 19, в одном из которых смонтирован штырь 20, и кантователя, выполненного в виде барабана 14 со сквозным радиальным отверстием 18, на 180°. В результате чего деталь из глухого отверстия 17 барабана 12 через сквозное радиальное отверстие 18 барабана 14 подается к штырю 20 поворотного барабана 13. Если деталь подается к штырю 20 донышком вверх, она надевается на штырь 20, а если донышком вниз, она упирается в штырь 20 и остается в отверстии 18 барабана 14. Далее шток-рейка осуществляет поворот всех трех барабанов 12, 13, 14 на 180°. Если деталь была надета на штырь барабана 13, то при совмещении его с выходным каналом деталь отгружается по нему в лоток-накопитель 27. Если деталь осталась в отверстии 18 барабана 14, то она поступает в отверстие 19 поворотного барабана 13, при этом в глухое отверстие 17 барабана 12 поступает следующая деталь. 1 з.п. ф-лы, 6 ил.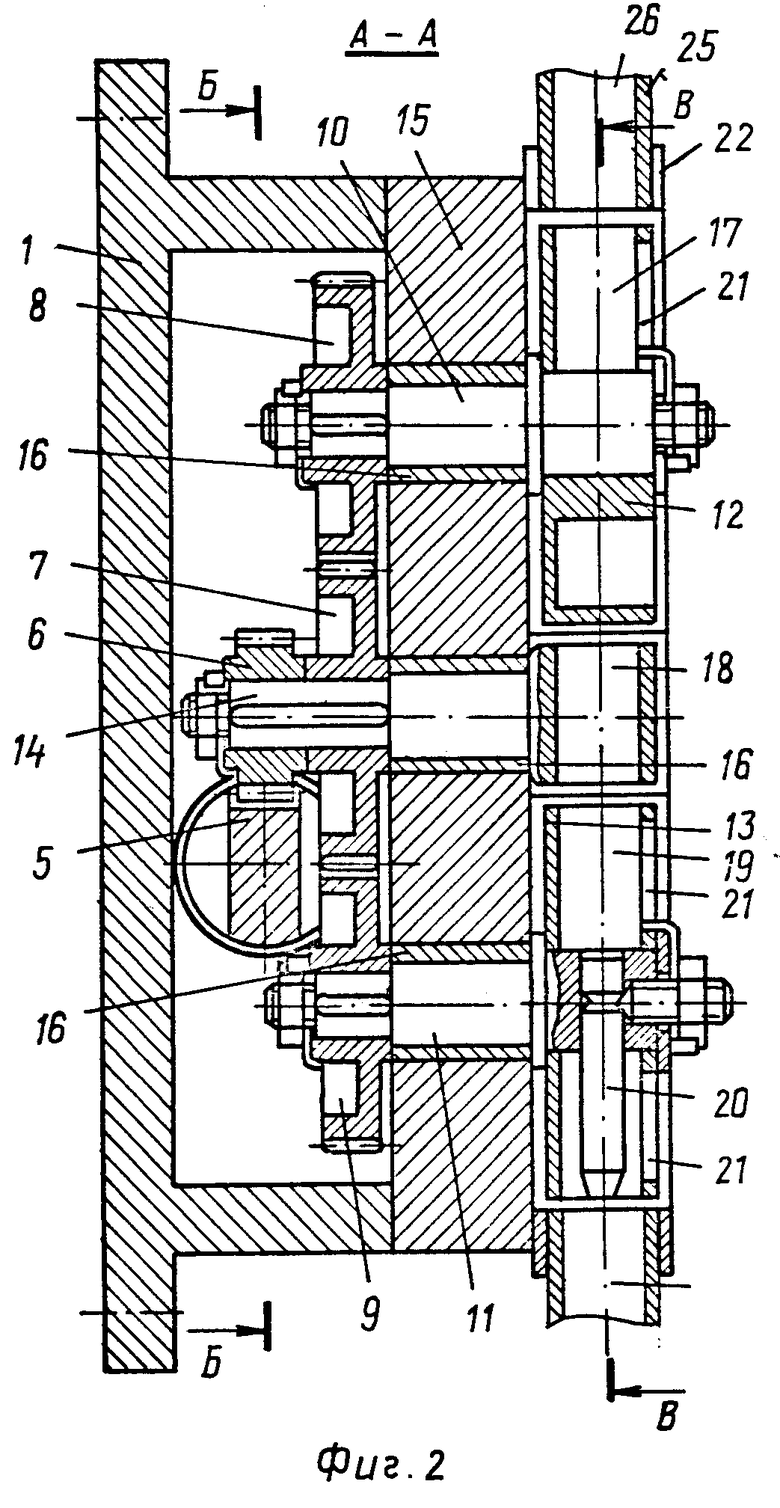
| Силовая головка агрегатного многопозиционного станка | 1982 |
|
SU1098758A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
