(54) ПУАНСШ ДЛЯ ПРЕССОВАНИЯ СТЕКЛОИЗДЕЛИЙ
Разница в коэффициентах линейного расширения металлов, применяемых для изготовления корпуса с формующей поверхностью и держателя корпуса, и перепад температуры на них приводит также к смещению оси корпуса с формующей поверхностью по отношению к оси держателя корпуса, что также увеличивает износ и снижает срок эксплуатации пуансонов.
Частые остановки стеклоформующей машины из-за замены вышедщего из строя пуансона новым приводят к значительному снижению количества выпускаемых стекггаизделий. Механические и температурные напряжения приводят к короблению болтов, что значительно затрудняет процесс съема вышедщего из строя по какой-либо причине корпуса и замены его новым. Кроме того, такие пуансоны громоздки и для их изготовления расходуется большое количество металла. .
Цель изобретения - увеличение срока эксплуатации пуансона.
Цель достигается тем, что пуансон для прессования стеклоизделий, преимущественно чашек Петри, содержа1ций корпус с держателем и ушютнительную прокладку между ними по торцу корпуса, снабжен промежутошым кольцом из низкоуглеродистой стали, расположенным между корпусом и его д жателем, вьтолненным с кольцевыми канавками в месте сопряжения с промежуточным кольцом.
Промежуточное кольцо, выполненное из низкоуглеродистой стали, в сочетании с кольцевыми канавками на держателе корпуса создает натяг, необходимый для соединения корпуса с форм аощей поверхностью и держателем в течение всего срока эксплуатации пуансона.
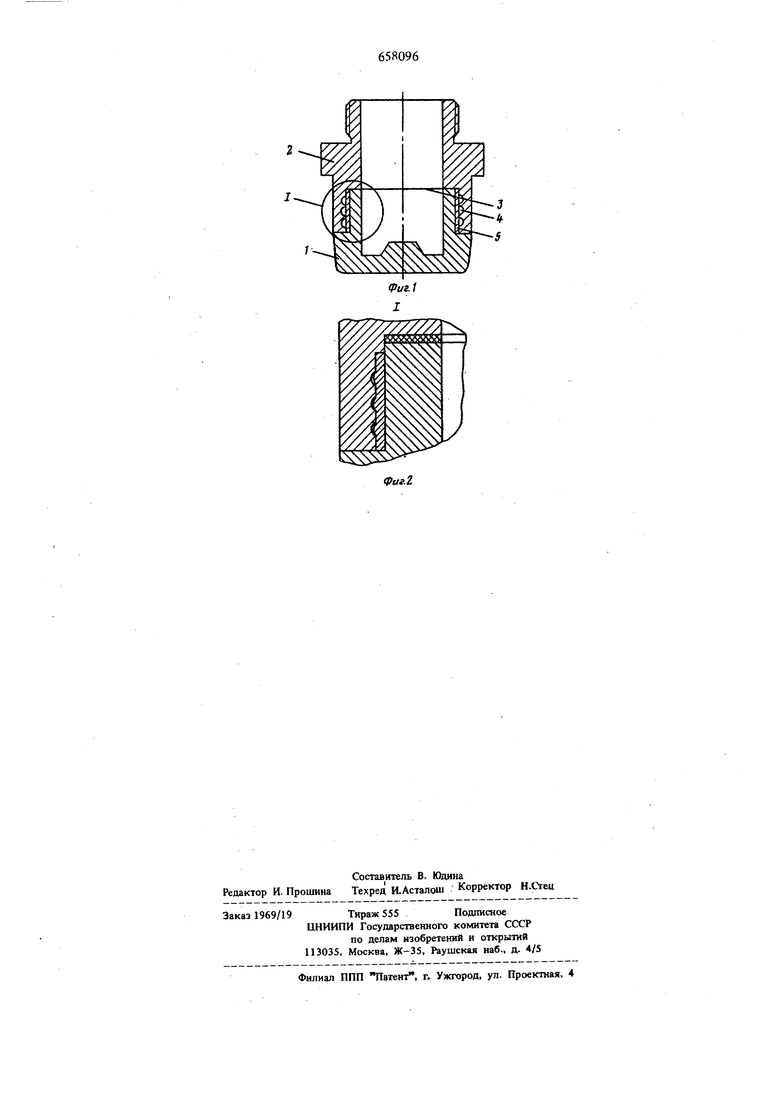
Кроме того, промежуточное кольцо является компенсатором измене тий геометрических размеров корпуса и держателя, происходящих под действием высоких температур в процессе эксплуатации. Вьпюлнение промежуточного кольца из низкоуглеродистой стали способствует более полному заполнению (затеканию) кольцевых канавок на держателе промежуто шым кольцом даже при небольших усилиях запрессовки. На фиг. 1 изображен общий вид пуансона; на фиг. 2 - участок сопряжения корпуса с его держателем.
Пуансон содержит корпус 1 с формующей поверхностью, установленный в держателе 2 корпуса. Между корпусом 1 и его держаталем 2 расположена уплотнительная прокладка 3. Крорие того, между ними расположено промеясуточное
кольцо 4, выполненное из низкоуглеродистой стали. Держатель 2 корпуса в месте сопряжения с промежуточным кольцом 4 выполнен с кольцевыми канавками 5,
Корпус 1 изготовлен из жаростойкого сплава. Глубина кольцевых канавок 0,5 мм, шаг 5 мм. Держатель корпуса 2 изготовлен, например, из стали 45. После механической обработки держатель 2 корпуса подвергнут термической обработке по следующему режиму: нагрев с печью до температурь11 860t, выдержка 2 час, охлаждение в масле. После термообработки твердость равна 30-32 НРС. Промежуточное кольцо 4 выполнено из низкоуглеродистой стали, например Ст. 3.
Промежуточное кольцо 4 изготавливается из полосы толщиной 1 мм. Полосу сворачивают в кольцо, которое приобретает пружинящее свойство, что облегчает ввод его в держатель 2 корпуса.
Промежуточное кольцо 4 , расположенное между корпусом 1 с формующей поверхностью и держателем 2 корпуса и выполненным из низкоуглеродистой стали, и кольцевые канавки 5, выполненные на держателе корпуса 2, создают усилия, необходимые для надежного соединения корпуса 1 с формующей поверхностью и держателем 2 корпуса в течение длительного времени, что значительно увеличивает срок эксплуатации пуансона.
Использование пуансонов предлагаемой конструкции в стекольной промьшиенности позволи значительно увеличить срок их эксплуатации и увеличить выпуск стеклоизделий.
Формула изобретения
Пуансон для прессования стеклоизделий, преимущественно чашек Петри, содержащий корпус с держателем и уплотнительную прокладку между ними по торцу корпуса, отличающийся тем, что, с целью увеличения срока эксплуатации, он снабжен промежутошым кольцом из низкоуглеродистой стали, расположенным между корпусом и его держателем, вьшолнешшм с кольцевыми канавками в месте сопряжения с промежуточным кольцом.
Источники информации, принятые во внимани при экспертизе
1.Авторское свидетельство СССР N 107109, кл.СОЗ В 11/00, 1956.
2.Патент США № 3258324, кл. 65-362, 1966.
63 оо
Ж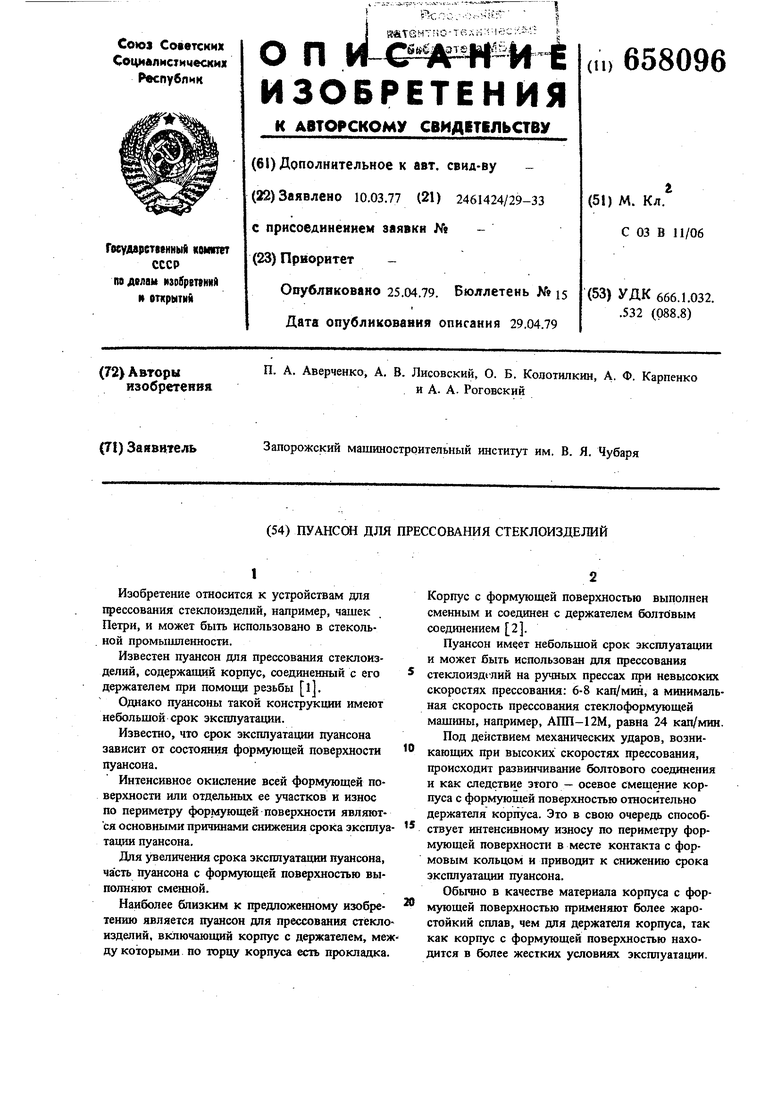
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для прессования стеклоизделий | 1981 |
|
SU1004274A2 |
| Паунсон для изготовления стеклоизделий | 1976 |
|
SU596551A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| Пуансон для изготовления стеклоизделий, преимущественно чашек Петри | 1991 |
|
SU1830386A1 |
| МЕТАЛЛИЧЕСКОЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 2002 |
|
RU2218495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ ЖЕСТКОСТИ ДЛЯ СОСУДА ВЫСОКОГО ДАВЛЕНИЯ, АРМИРОВАННОГО НАМОТОЧНЫМ ВОЛОКНИСТЫМ МАТЕРИАЛОМ | 1993 |
|
RU2091648C1 |
| ЗАТВОРНЫЙ УЗЕЛ ТРУБОПРОВОДНОЙ АРМАТУРЫ СО СМЕННЫМИ УПЛОТНИТЕЛЬНЫМИ КОЛЬЦАМИ | 2006 |
|
RU2315219C2 |
| ЗАПОРНЫЙ КЛАПАН | 2004 |
|
RU2352845C2 |
| ШАРНИР РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ С ПРЯМЫМ КРЕПЛЕНИЕМ ВЕДУЩЕЙ ШЕСТЕРНИ | 2017 |
|
RU2693394C1 |