(54) ПУАНСОН ДЛЯ ПРЕССОВАНИЯ СТЕКЛОИЗДЕЛИЙ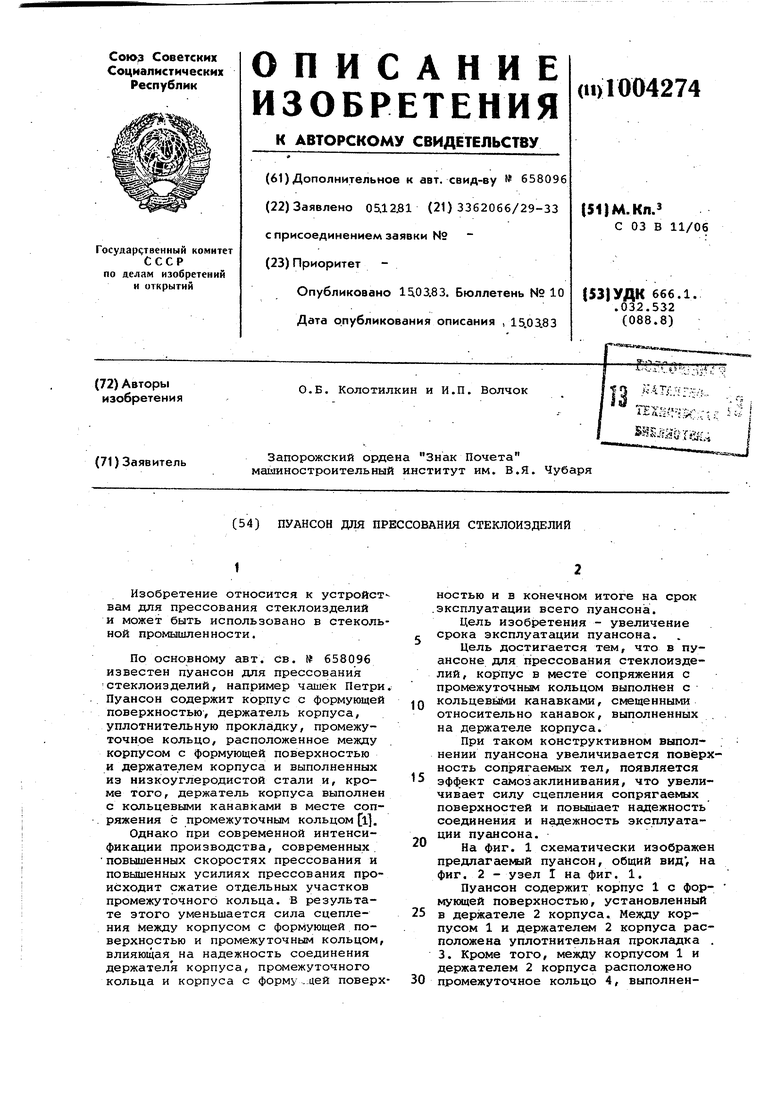
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для прессования стеклоизделий | 1977 |
|
SU658096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО РАСХОДОМЕРА, ЭЛЕКТРОД ЭЛЕКТРОМАГНИТНОГО РАСХОДОМЕРА (ВАРИАНТЫ) | 2000 |
|
RU2200937C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| ГОРЛОВОЕ КОЛЬЦО ДЛЯ СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2015116C1 |
| ШАРОВОЙ ШАРНИР, КОРПУС, ВКЛАДЫШ И ЗАЩИТНЫЙ ЧЕХОЛ ЭТОГО ШАРНИРА | 2004 |
|
RU2267665C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| ИЗОТЕРМИЧЕСКИЙ ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2023 |
|
RU2820432C1 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219382C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1994 |
|
RU2087430C1 |
Изобретение относится к устройствам для прессования стеклоизделий и может быть использовано в стекольной промышленности.
По основному авт. св. № 658096 известен пуансон для прессования
Стеклоизделий, например чашек Петри. Пуансон содержит корпус с формующей поверхностью, держатель корпуса, уплотнительную прокладку, промежуточное кольцо, расположенное между , корпусом с формующей поверхностью и держателем корпуса и выполненных из низкоуглеродистой стали и, кроме того, держатель корпуса выполнен с кольцевыми канавками в месте сопряжения с промежуточным кольцом l. Однако при современной интенсификации производства, современных .
повышенных скоростях прессования и повышенных усилиях прессования происходит сжатие отдельных участков промежуточного кольца. В результате зтого уменьшается сила сцепления между корпусом с формующей поверхностью и промежуточным кольцом, влияющая на надежность соединения держателя корпуса, промежуточного кольца и корпуса с форму .дей поверхностью и в конечном итоге на срок .эксплуатации всего пуансона.
Цель изобретения - увеличение срока эксплуатации пуансона.
Цель достигается тем, что в пуансоне для прессования стеклоизделий, корпус в месте сопряжения с промежуточньий кольцом выполнен с кольцевь1ми канавками, смещенными
10 относительно канавок, выполненных . на держателе корпуса.
При таком конструктивном выпол- . нении пуансона увеличивается поверхность сопрягаемых тел, появляется
15 эффект самозаклинивания, что увеличивает силу сцепления сопрягаемых поверхностей и повышает надежность соединения и надежность эксплуатации пуансона.
20
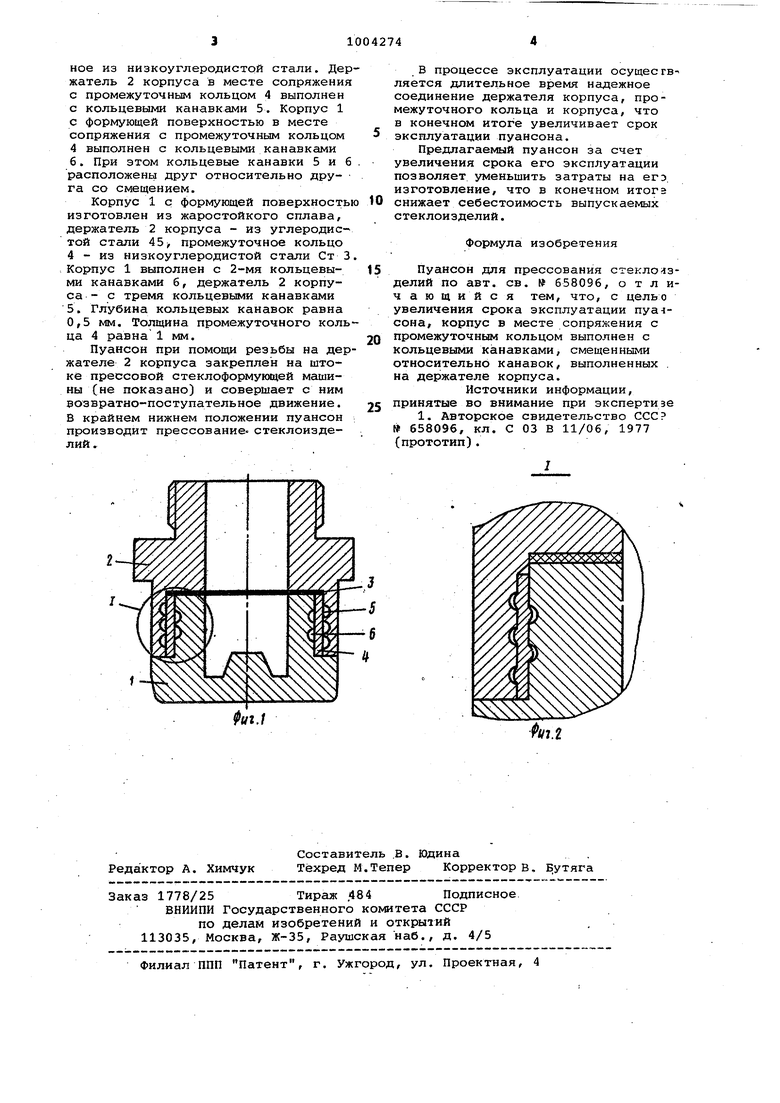
На фиг. 1 схематически изображен предлагаемый пуансон, общий вид, на фиг. 2 - узел I на фиг. 1.
Пуансон содержит корпус 1 с формующей поверхностью, установленный
25 в держателе 2 корпуса. Между корпусом 1 и держателем 2 корпуса расположена уплотнительная прокладка . 3. Кроме того, между корпусом 1 и держателем 2 корпуса расположено
30 промежуточное кольцо 4, выполненное из низкоуглеродистой стали. Держатель 2 корпуса в месте сопряжения с промежуточным кольцом 4 выполнен с кольцевыми канавками 5. Корпус 1 с формующей поверхностью в месте сопряжения с промежуточным кольцом 4 выполнен с кольцевыми канавками 6. При этом кольцевые канавки 5 и 6 расположены друг относительно дру- га со смещением.
Корпус 1 с формующей поверхностью изготовлен из жаростойкого сплава, держатель 2 корпуса - из углеродис той стали 45 промежуточное кольцо 4 - из низкоуглеродистой стали Ст 3 Корпус 1 выполнен с 2-мя кольцевыми канавками 6, держатель 2 корпуса - с тремя кольцевыми канавками 5. Глубина кольцевых канавок равна 0,5 мм. Толщина промежуточного кольца 4 равна 1 мм.
Пуансон при помощи резьбы на держателе 2 корпуса закреплен на штоке прессовой стеклоформующей машины (не показано) и совершает с ним еозвратно-поступательное движение. В крайнем нижнем положении пуансон производит прессование стеклоизделий.
В процессе эксплуатации осущес гвляется длительное время надежное соединение держателя корпуса, промежуточного кольца и корпуса, что в конечном итоге увеличивает срок 5 эксплуатации пуансона.
Предлагаемый пуансон за счет увеличения срока его эксплуатации позволяет уменьшить затраты на егэ изготовление, что в конечном итогэ 0 снижает себестоимость выпускаемых стеклоизделий.
Формула изобретения
5 Пуансон для прессования стеклочзделий по авт. св. № 658096, о т л ич ающий с я тем, что, с цельо увеличения срока эксплуатации пya сона, корпус в месте сопряжения с
0 промежуточным кольцом выполнен с кольцевыми канавками, смещенными относительно канавок, выполненных . на держателе корпуса.
Источники информации,
5 принятые во внимание при экспертизе
Фиг.1
