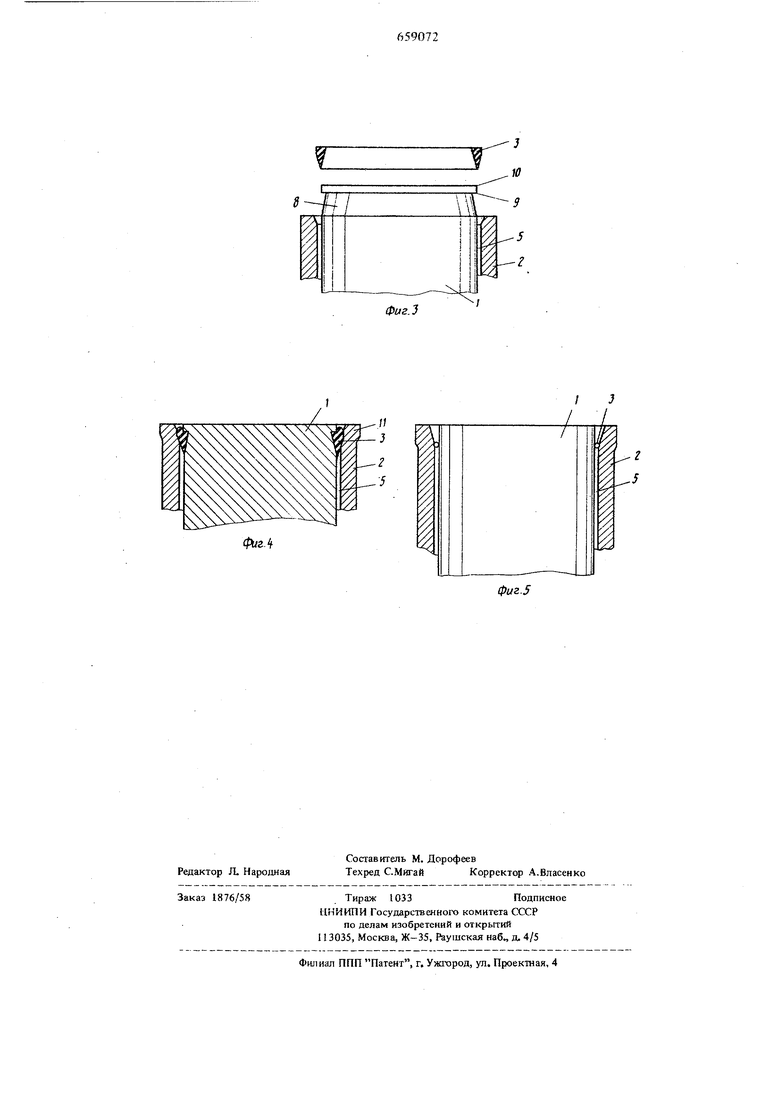
(54) ЗАГОТОВКА ДЛЯ ГИДРОСТАТИЧЕСКОГО ЭКСГРУДИРОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ в обращении заготовку, а также препятствует проникновению жидкости в зазор 5. С точки зрения соединения сердечника 1 с оболочкой 2 разница диаметров сердечника и оболочки должна составлять 2-4 мм. Нормальным является зазор в 1-2 мм, но мотут быть и большие затраты.Чем меньше зазор.тем больше материала будет в заготовке при том же объеме. Уплотнение должно выдерживать давление, возникающее при гидроэкструзии, и не вдавливаться в зазор 5. При этих давлениях, оболочка 2 обжимает сердечник 1 так, что уплотняющее кольцо 3 не может бь1тъ смещено. При использовании упомянутого материала i толщина уплотняющего кольца 3 должна быть на 1-2 мм больше ширины зазора 5, а его ширина должна быть больше его толщины. Кольцо 3 имеет прямоугольное поперечное сечение, длинная сторона которого в 1,5-2 раза больше его короткой стороны. Жесткость кольца 3 такова, что при вводе его в зазор 5 оболочка 2 слегка деформируется. Уплотнение при этом сильно зажато меж ду сердечником и оболочкой и может выдерживать очень большие осевые нагрузки. В заготовке, изображенной на фиг.З и 4, сердечник имеет кйльцевую фиксирующую канавку 8 с опорным плечиком 9. Кольцо 3 плотно насаживается на заднюю часть 10 сердечника 1. Плечико 9 фиксирует кольцо 3 в осевом направлении при вводе сердечника 1 с шм в оболочку 2. Задний конец оболочки 11 несколько раздается при запрессовке сердечника 1. Уплотняющее коль цо 3 образует клин между скошенными стенками дна канавки 8 и деформированным участком 1 оболочки 2.. В заготовке, изображенной на фиг.5, используется металлическое уплотняющее кольцо 3.
фиг. I
фиг. 2 При сборке заготовки дая осевой фиксации уплотнения может быть использоЬана пластина б. Кольцо должно иметь такую толщину, чтобы оно могло вдавиться в сердечник 1 и оболочку 2 и деформировать последнюю. Глубина вдавливания должна быть такова, чтобы по всей окружности был плотный контакт кольца 3 с сердечником 1 и оболочкой 2. На фиг.5 показано кольцо 3 круглого сечения, на могут быть использованы кольца другой формы. После ввода уплотняющего кольца задняя кромка оболочки может быть загнута внутрь к сердечнику. Такиш образом, предложенная загатовка при сравнительно малой трудоемкости изготовления позволяет обеспечить надежнузо герметизацию зазора между оболочкой и сердечником при гид,ростатическом экструдировании. Формула изобретения 1.Заготовка для гидростатического экструди|рования биметаллических изделий, содержащая сердечник, заключен1Ц ш с зазором в цилиндрическую оболочку из плакирующего материала, и уплотнение, отличающаяся тем, что, с целью уменьшения трудоемкости изготовления, зазор у выходного конца заготовки выполнен кошческим, расширяющимся к торцу, а уплотнение выполнено в виде кольца, установленного в зазоре со стороны расширения и запрессованного между сердечником и оболочкой. 2.Заготовка цо п.1, о т л и ч а ю щ а я с я тем, что на сердечнике выполнена кольцевая фиксирующая кольцо канавка. Источники информации, принятые во внимание при экспертизе Л. Патент Швеции № 370027, кл. В 21 С 23/22, 30.09.74.
г;;

| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования | 1976 |
|
SU597324A3 |
| Способ получения заготовок спеченных быстрорежущих сталей | 1973 |
|
SU621308A3 |
| Носитель информации | 1972 |
|
SU495848A3 |
| Вакуумная печь для спекания изделий из порошка | 1971 |
|
SU566510A3 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1968 |
|
SU207149A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ НАТЯЖЕНИЯ ПО ШИРИНЕ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1969 |
|
SU243512A1 |
| Контейнер для горячего изостатического прессования порошка | 1973 |
|
SU535892A3 |
| СПОСОБ БЕСПЕРЕБОЙНОГО ПИТАНИЯ СИСТЕМЫ ПЕРЕДАЧИ | 1971 |
|
SU313385A1 |
| Полупроводниковое устройство | 1971 |
|
SU503563A3 |
| Высоковольтный статический преобразователь | 1973 |
|
SU686643A3 |
I Э I I
i
I
-f
.5
