1
Изобретение относится к обработке металлов давлением, в частности к рабочему инструменту прессов для экструдированил и может быть использовано для гндроэкструдирования преимущественно фасонных компаундных профилей.
Известна матрица для прессования, содержащая заходной конус и плоскую калибрующую вставку 1.
При экструдировании компаундных профилей, нагфимер алюминиевых с медной оболочкой, на поверхности готовых изделий часто Образуются дефекты, вызванные прорывом через калибруюн1,ий канал матрицы избыточной рабочей жидкости, которая скапливается между рабочей поверхностью матрицы н заготовкой.
Целью изобретения является повышение качества поверхности готового профиля.
Она достигается тем, что диаметр выходного отверстия конуса выполнен.бoльпJИM диаметра калибрующего очка вставки, и на ее рабочей плоскости имеются каналы для отвода из зоны дефо)мирования избыточной рабочей жидкости.
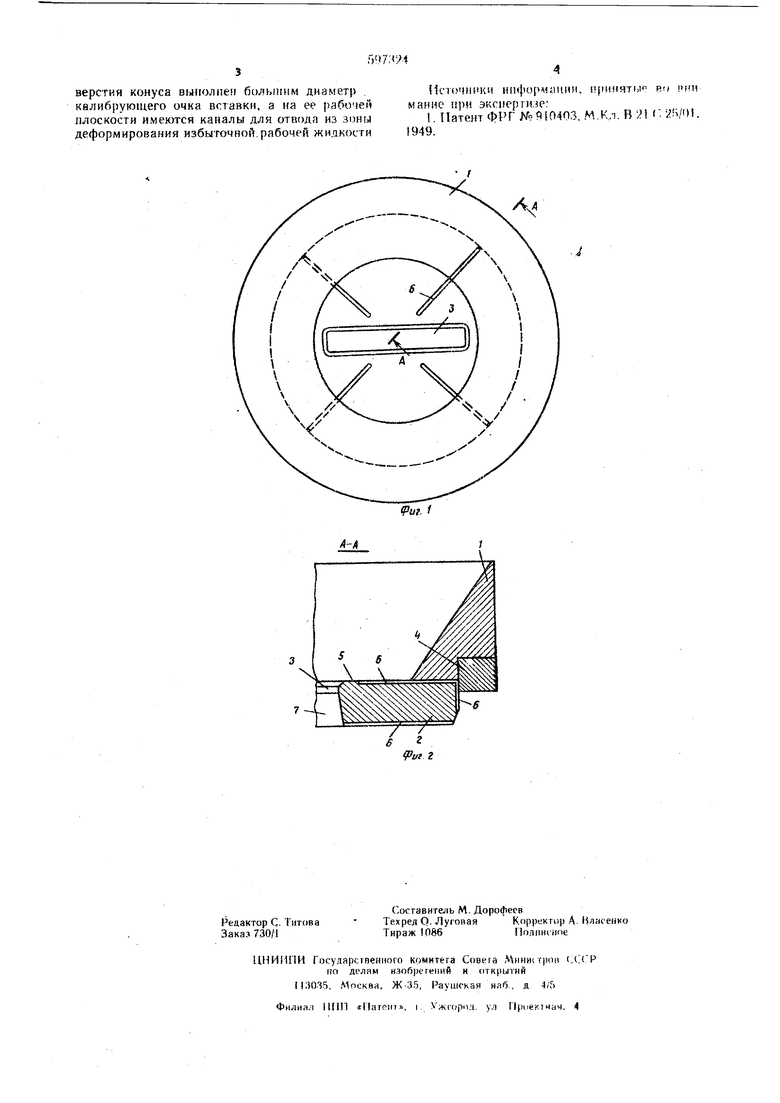
На фиг. изображена матрица, вид сверху; на фиг. 2 - то же, разрез фиг. 1.
Матрица содержит заходный конус 1 и примыкающую к ней плоскую вставку 2 с калибрующим очком 3. Диаметр выходного отверстия конуса выполнен болыпим диаметра калибрующего очка вставки. Конус соединяется со вставкой посредством кольца 4. Иа рабочей плоскости 5 вставки выполнены каналы 6 для отвода избыточной рабочей жидкости в распущку 7 вставки.
При экструдировании металла избыточная рабочая жидкость, заключенная между заготовкой (на формулах не показана) и рабочими поверхностями конуса и вставки, по каналам 6 выводится из зоны деформирования в распущку 7. Благодаря этому предотвращается повреждение поверхности экструднруемого готового изделия периодическими выбросами этой жидкости через очко 3 вставки и обеспечивается получение изделий с дocтaтoчп l чистой наружной поверхностью.
Формула изобретения
Матрица для прессования, содержащая зн ходной конус и плоскую калибрующую вставку, отличающаяся тем, что, с целью повышения качества поверхности готового профиля при гидроэкструдировании, диаметр выводного от
верстия конуса выполнен большим диаметр калибрующего очка вставки, а на ее рабочей плоскости имеются каналы для отвода из зоны деформирования избыточной.рабочей жидкости
ИСГОЧНСКИ информации. il l iiIHTF,K Rt) ЧП1
манне при экспергнзе:
I. Патент ФРГ №910403, М.Кл. В 21 С . 1949.
i
Л
.V
Риг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для экструдирования и правки прессизделий | 1976 |
|
SU595033A1 |
| Матрица для прессования профилей | 1978 |
|
SU706148A1 |
| Устройство для гидропрессования многоступенчатых изделий | 1986 |
|
SU1431889A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Устройство для экструдирования пластифицированных порошков | 1984 |
|
SU1154042A1 |
| Сборная матрица для гидроэкструдирования проволоки | 1976 |
|
SU596318A1 |
| Инструмент для изготовления труб преимущественно из тугоплавких материалов | 1986 |
|
SU1323151A1 |
| Устройство для получения профильных изделий методом гидростатического прессования | 1986 |
|
SU1461578A1 |
| Способ томографии | 1985 |
|
SU1461408A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
