плоских поверхностей, увеличения ироизводительности, жесткости устройства и упрощения его конструкции, опо снабжено несущей рейки и кулису, установленной параллельно переходной плите и связапной с пей промежуточной плитой. Связь между вышеуказанными элитами выполнена в виде расположенных перпендикулярно к оси шпинделя прямолинейных направляющих и винтовой пары, винт которой смонтирован параллельно направляющим на переходной, а гайка па промежуточной плите, снабженной расположенным параллельно направляющим червяком, связанным с установленным концентрично с рейками червячным сектором, которым снабжена кулиса. Разномодульные рейки и предусмотренные в количестве двух пар сцепленные с ними щестерни вынолнены цилиндрическими с отношением модулей, равным отношению сходящихся в центре обрабатываемой сферы радиусов начальных окружностей разномодульных реек и шестерен, оси кал-сдой оппозитпой пары которых связаны между собой.
Связь между осями выполнена в виде двух пар конических шестерен, укрепленных одни на оси цилиндрических шестерен, а другие на концах двух промежуточных валиков, которыми снабжена кулиса и которые расположены параллельно прямым, соединяющим центры оппозитных разномодульных шестереп.
Система однокоординатного числового программного управления выполнена в виде установленного на переходной плите шагового электродвигателя с гидроусилителем и дифференциала, включающего установленные с возможностью торможения звенья, водило которого через передачу соединено с выходным валом гидроусилителя, входное солнечное колесо соединено с одной из настраиваемых кинематических цепей станка, а выходное солнечное колесо установлено с возможностью соединения с червяком при обработке сферических матриц и пуансонов и с винтом при обработке плоских.
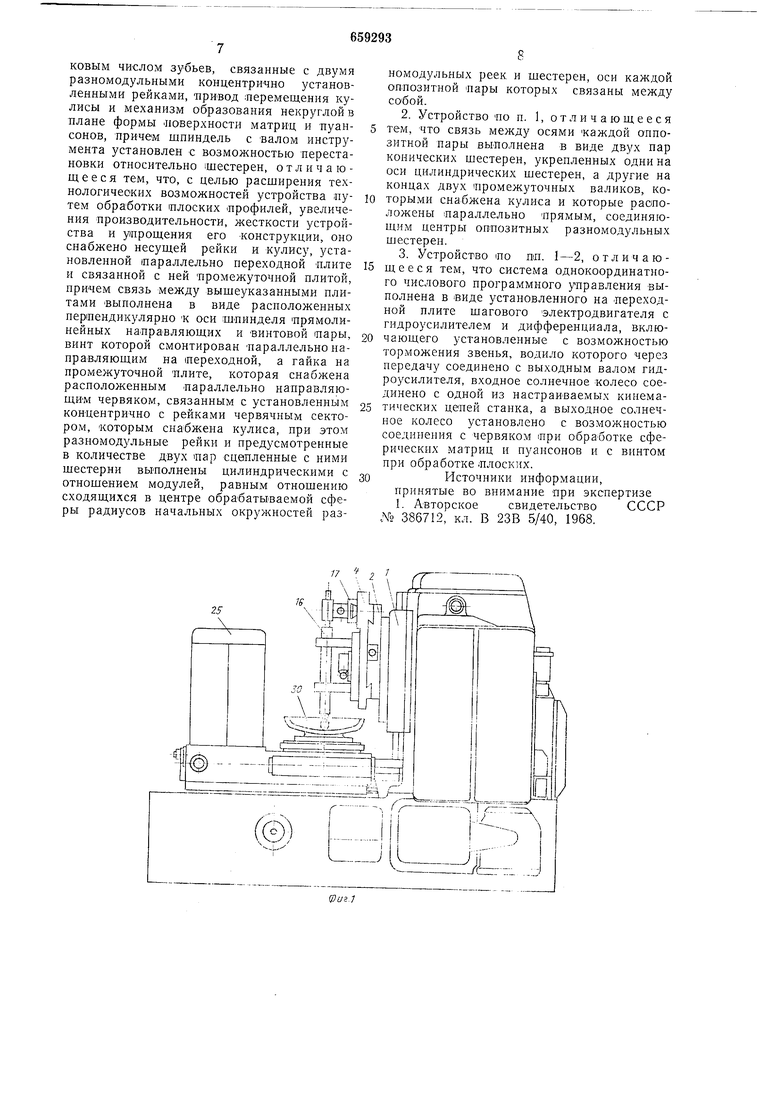
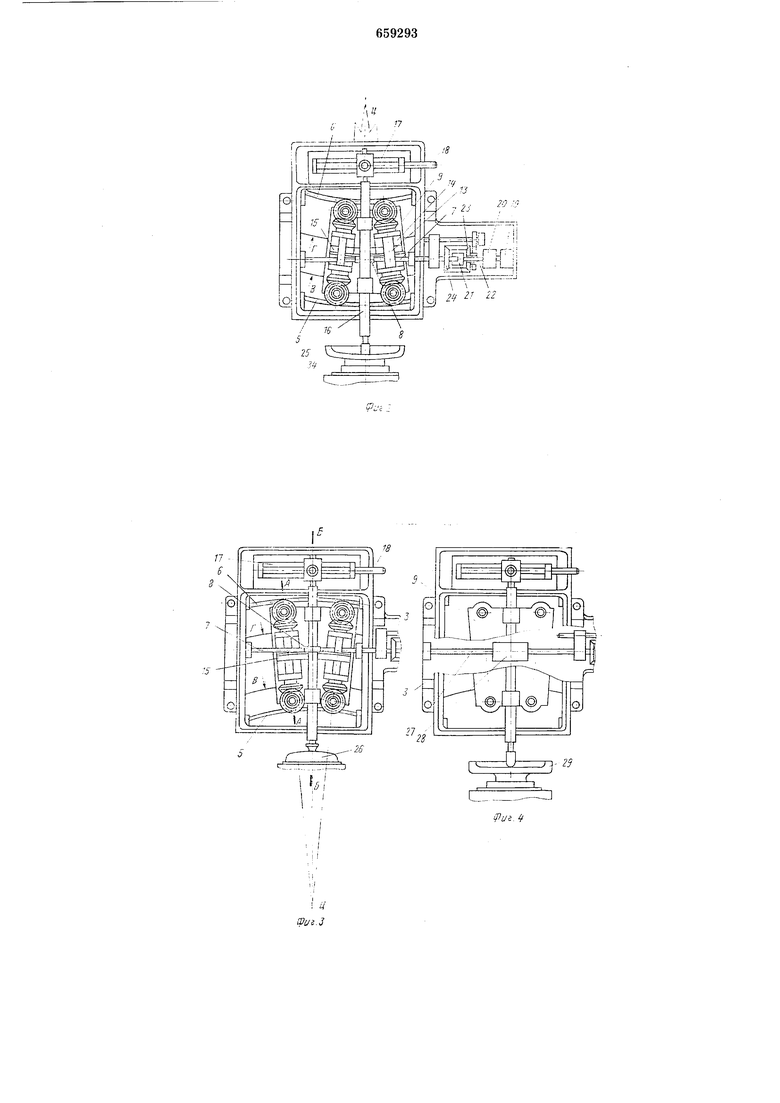
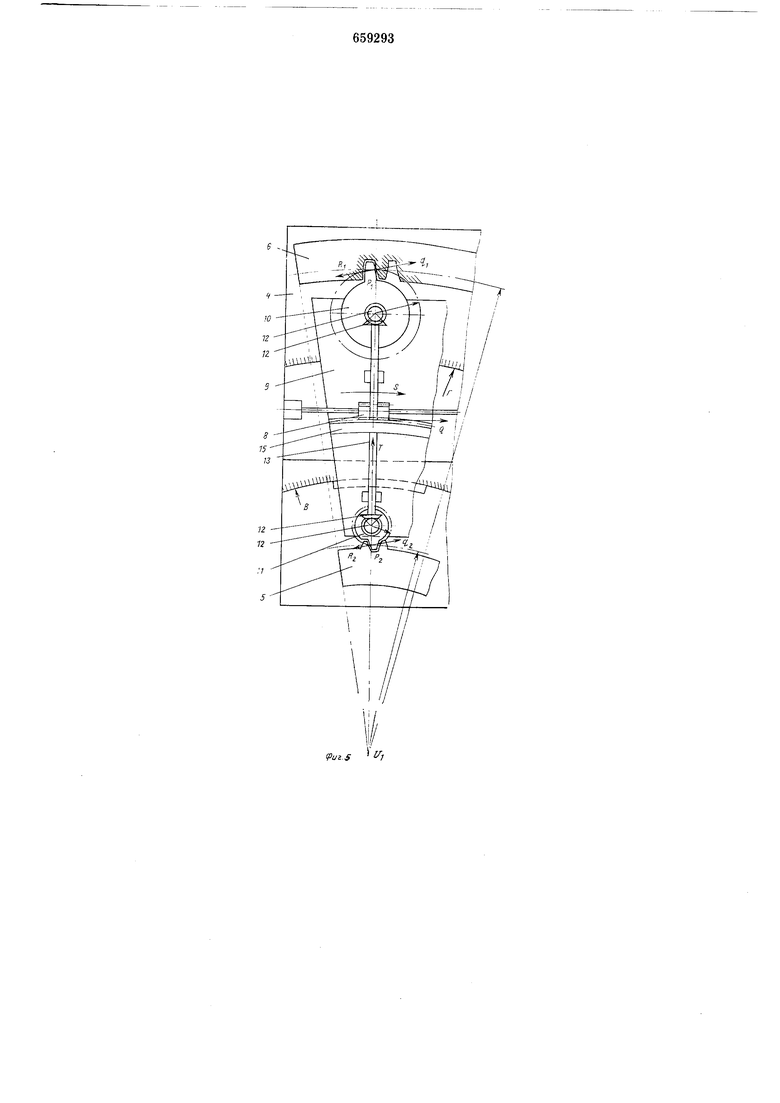
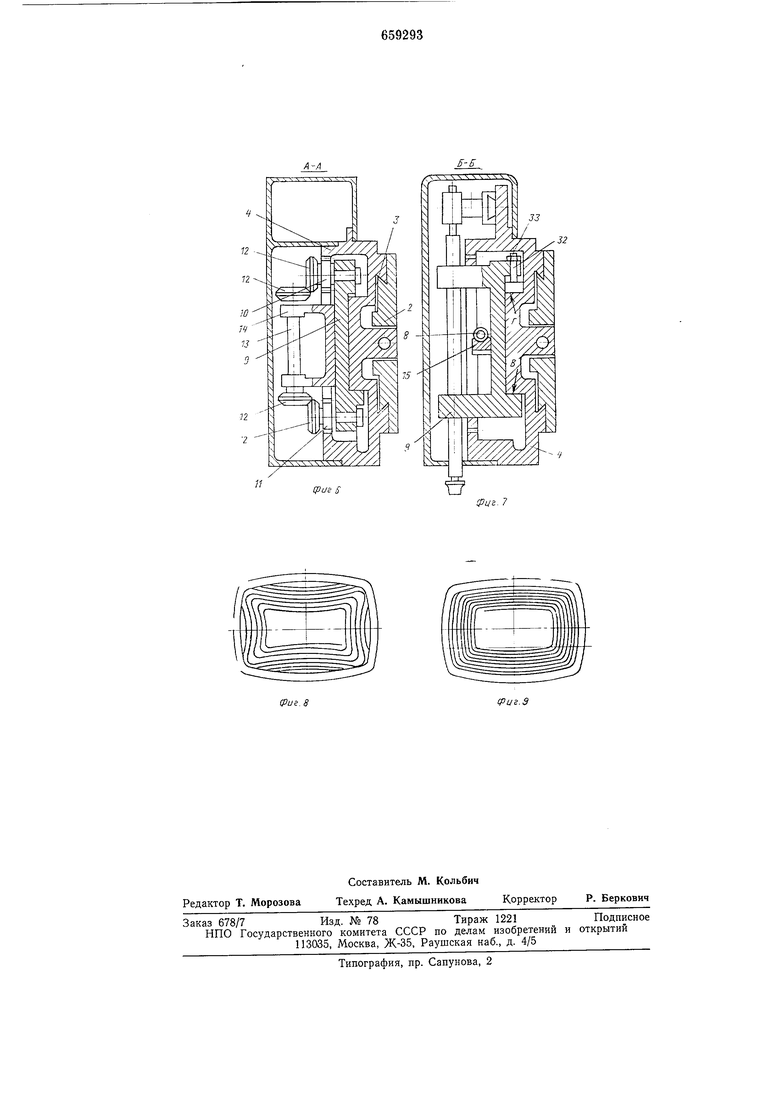
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - фронтальная проекция устройства при обработке сферических матриц; на фиг. 3 - то же, при обработке сферических пуансонов; на фиг. 4 - то же, при обработке плоских матриц; на фиг. 5- кинематическая схема устройства, разъясняющая работу реек и шестерен; на фиг. 6- разрез А-А на фит. 3; на фиг. 7 -разрез Б-Б на фиг. 3; на фиг. 8 - траектория снятия стружки со сферических матриц; на фиг. 9 - то же с плоских матриц.
На каретке 1 суппорта зубофрезерного станка установлена переходная плита 2, связанная с помощью горизонтальных направляющих 3 типа «ласточкина хвоста с
промежуточной плитой 4, несущей две разнесенные, концентрично установленные, разномодульные с одинаковым числом зубцов рейки 5, 6, горизонтальный вал 7 счервяком 8 и бесшарнирную кулису 9. На кулисе смонтированы две пары разномодульных с одинаковым числом зубцов сцепляемых с рейками 5, 6 шестерен 10, И, выполненных, как и рейки, цилиндрическими с
отношением модулей, равным отношению сходящихся в центре обрабатываемой сферы радиусов начальных окружностей реек 5, 6. Оси каждой пары оппозитных шестерен 10, 11 расположены на прямых, совнадающих с радиусами начальных окружностей реек 5, 6 и соединены между собой двумя парами одинаковых конических шестерен 12. Одна пара выполнена за одно целое с щестернями 10, 11, другая связана
через валики 13 и кронштейны 14 с кулисой 9. Оси валиков 13 расположены параллельно прямым, соединяющим центры шестерен 10, 11, что обеспечивает оннозитным шестерням синхронность качения по рейкам и получение правильной геометрической формы сферической поверхности купола вращающихся заготовок матриц и пуансонов. Кулиса 9 снабжена установленным концентрично рейкам 5, 6 промежуточной плиты 4 червячным сектором 15, сцепленным с червяком 8, а также смонтированным па ней шпинделем 16, выполненным установочно-переставным относительно шестерен 10, И и сочлененным с установленпой на промежуточной плите 4 специальной муфтой 17, входной вал 18 которой связан с одной из настраиваемых кинематических цепей зубофрезерного станка. Некруглые в плане поверхности - боковая
коническая и купол, выполнены с помощью привода перемещения кулисы 9, включающего шаговый электродвигатель 19 с гидроусилителем 20 и дифференциал с притормаживаемыми звеньями, установленные на
переходпой плите 2. Водило 21 дифференциала через передачу соединено с выходным валом 22 гидроусилителя 20, входное солнечное колесо 23 через передачу соединено с одной из настраиваемых кинематических цепей станка, выходное солнечное колесо 24 соединяется с червяком 8 при обработке сферических матриц 25 и пуансонов 26. Для привода промежуточной плиты 4 предусмотрена винтовая передача.
Винт 27 этой передачи смонтирован на переходной плите 2, а сцепленная с ним гайка 28 укреплена на промежуточной плите 4. При обработке плоских, например, матриц 29 с выходным солнечным колесом 24
соединяется винт 27, при этом кулиса 9 укрепляется па промежуточной плите неподвижно. Шаговый двигатель управляется командными импульсами, поступающими от командоаппарата 30, установленного на
станке и кинематически связанного с приводом стола с установленной на нем заготовкой.
Высокая производительность обработки достигается путем непрерывности снятия стружки с рабочих поверхностей вращающихся заготовок и взаимодействия с движением инструмента, приводящим к снятию стружки 1ПО нскруглым в плане спиралям. На фиг. 1 показана спираль при обработке сферических матриц 25, а на фиг. 9- спираль при обработке плоских матриц29. Кулиса 9, выполненная в виде каретки, установлена на промежуточной плите 4 и контактирует с ней по двум цилиндрическим поверхностям В и Г (см. фиг. 5 и 7). Поверхность Г регулируется с помощью вкладынта 31 и винтов 32 с контргайками 33. Контакт кулисы 9 с опорной поверхностью В ПЛИТЫ 4, создаваемый действием осевого усилия Т на инструмент 34 со стороны заготовки При обработке, обеспечивает правильность геометрической формы сферической поверхности обработанной заготовки вследствие концентричности ее меридионального сечения с цилиндрической поверхностью В плиты и кулисы и одновременно обеспечивает правильность зубчатых (червячного и реечного) зацеплений. Каждая из двух кинематических цепей, включающая две онпозитные разномодульные шестерни 10, 11, сцепленные с рейками 5, 6, две Пары конических щестерен 12 вместе с кулисой 9 и валиком 13, в каждый момент времени при |перемещении кулисы образуют единое «жесткое плечо, расположенное вдоль нормали Ц, РЬ PZ к обрабатываемой сфере, образованию которого способствует кинематическая связь осей щестерен 10, И с помощью конических пар 12, вызывающая фазовую синхронность и равенство угловых поворотов шестерен 10, 11.
Здесь Ц - центр обрабатываемой сферы, а PI и РЗ - полюса зацеплений шестерен 10, 11 с рейками 5, 6.
Кулиса перемещается под действием создаваемой червячной парой 8, 15 силы Q, вызывающей в полюсах PI и Ра зацепления реек 5, 6 и щестерен 10, И со стороны последних на рейки силы gi и q давления и противонаправленные со стороны реек реактивные силы RI и Ry,. Эти силы обеспечивают строгое перемещение кулисы без каких-либо перекосов, создавая плавность ее церемещения и получение высококачественной сферической поверхности.
В описываемом устройстве скорость врап ения заготовки допускается до 10- 15 об/мин при обработке боковой конической поверхности и до 30 об/мин при обработке купола.
Устройство работает следующим образом.
Перемещением инструментального щпинделя 16 производят настройку на обработку купола с заданным радиусом сферы, отсчитываемым от центра до торца инструмента.
Настраивают три кинематические цепи зубофрезерного станка, связываемые с устройством: первая-привода фрезы квходному валу 18 муфты 17; вторая - одна из цепей станка, подводимая к входному солнечному колесу 23 дифференциала, осуществляющая равномерную часть радиальной подачи-SP; третья - цепь привода каретки 1 станка с установленным на ней устройством, осуществляющая его осевую подачу So.
Подачи устанавливают исходя из соотношения
SP
tgcp,
где ф - угол наклона боковой конической
поверхности. Водило 21 дифференциала
осуществляет программоуправляемую часть
радиальной подачи 5„.
Радиальные составляющие S,i и 5п суммируются на выходном солнечном колесе 24 дифференциала и осуществляют суммарную радиальную подачу 5c Sp+Sn, которую Подают через червячную передачу на кулису 9 при обработке сферических п
через -винтовую передачу на промежуточную плиту 4 при обработке плоских матриц и пуансонов. Обработку галтели, связывающей боковую поверхность с куполом, ведут При приторможенном входном солнечном колесе 23 и расторможенном водиле 21. Обработку купола ведут при расторможенных звеньях дифференциала, осуществляющих суммарную подачу S, которая приводит к съему стружки по некруглым в
плане спиралям. Когда последний виток этой спирали впишется в круг, касательный к длинным сторонам заготовки, дальнейшую обработку ведут по круговым спиралям (как на токарном станке), получаемым при заторможенном водиле 21 и расторможенном входном солнечном колесе 23. Обработку боковой конической поверхности ведут при расторможенном дифференциале, осуществляющем подачу Sc
:Sp+Sn одновременно с осевой подачей So каретки 1 с устройством.
Формула изобретения
1. Универсальное устройство с однокоординатным числовым программным управлением для обработки сферических и плоских матриц и пуансонов с некруглой в плане боковой конической поверхностью, смонтированное, например, на каретке суппорта зубофрезерного станка с помощью Переходной плиты, установленной с возможностью поворота на 180°, включающее кулису, несущую щпиндель с валом инструмента, выполненную бесщарнирной и имеющую разномодульные шестерни с одннановым числом зубьев, связанные с двумя разномодульными концентрично установленными рейками, Привод перемещения кулисы и механизм образования некруглой в плане формы поверхности матриц и -пуансонов, причем шпиндель с валом инструмента установлен с возможностью перестановки относительно шестерен, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обработки плоских лрофилей, увеличения производительности, жесткости устройства и упрощения его конструкции, оно снабжено несущей рейки и , установленной параллельно переходной плите и связанной с ней промежуточной плитой, причем связь между вышеуказанными плитами выполнена в виде расположенных перпендикулярно -к оси шпинделя прямолинейных направляющих и винтовой пары, винт которой смонтирован параллельно направляющим на переходной, а гайка на промежуточной плите, которая снабжена расположенным параллельно направляющим червяком, связанным с установленным концентрично с рейками червячным сектором, которым снабжена кулиса, при этом разномодульные рейки и предусмотренные в количестве двух пар сцепленные с ними шестерни выполнены цилиндрическими с отнощением модулей, равным отнощению сходящихся в центре обрабатываемой сферы радиусов начальных окружностей разномодульных реек и шестерен, оси каждой оппозитной пары которых связаны между
СОбоЙ.
2.Устройство по п. 1, отличающееся тем, что связь между осями каждой оппозитной пары выполнена в виде двух пар конических шестерен, укрепленных одни на оси цилиндрических шестерен, а другие на концах двух промежуточных валиков, которыми снабжена кулиса и которые расположены параллельно прямым, соединяющим центры оппозитных разномодульных шестерен.
3.Устройство по пп. I-2, отличающ е е с я тем, что система однокоординатного числового программного управления выполнена в виде установленного на переходной плите шагового электродвигателя с гидроусилителем и дифференциала, включающего установленные с возможностью торможения звенья, водило которого через передачу соединено с выходным валом гидроусилителя, входное солнечное колесо соединено с одной из настраиваемых кинематических цепей станка, а выходное солнечное колесо установлено с возможностью соединения с червяком при обработке сферических матриц и пуансонов и с винтом при обработке .плоских.
Источники информации,
принятые во внимание при экспертизе 1, Авторское свидетельство СССР ,№ 386712, кл. В 23В 5/40, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Профиленастраиваемое устройство с однокоординатным числовым программным управлением для обработки матриц пресс-форм | 1974 |
|
SU557882A1 |
| Зубофрезерный станок | 1977 |
|
SU864692A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Зубофрезерный станок для нарезания косозубых цилиндрических колес | 1985 |
|
SU1298012A1 |
| Устройство к токарно-винторезным станкам для обработки цилиндрических деталей | 1970 |
|
SU439349A1 |
| УНИВЕРСАЛЬНАЯ УПРАВЛЯЕМАЯ РЕМИЗОПОДЪЕМНАЯ КАРЕТКА | 1996 |
|
RU2109863C1 |
| Устройство для нарезания некруглых конических колес к зубофрезерному станку | 1974 |
|
SU495170A1 |
| Зубофрезерный станок обкатного типа | 1979 |
|
SU956185A1 |
| Зубофрезерный станок | 1988 |
|
SU1690978A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙВ ПЛИТАХ | 1972 |
|
SU358104A1 |
1f 2 ( (7
4 гг ., Ш1
,4 h
А-/I
IPue и
Б-Б
