Изобретение относится к механической обработке сложных поверхностей и может быть использовано при изготовлении сложных переходных поверхностей в плитах, например в матрицах литейных форм.
Известно применение копировально-фрезерных станков для изготовления изделий сложной формы по объемным копирам.
С целью обеспечения обработки цилиндрических поверхностей переменного радиуса и с непрямолинейной осью симметрии предлагаемый станок снабжен крестовой кареткой с наклонно расположенным на ней инструментальным шпинделем, планетарно перемещаемым посредством кривошипного механизма с изменяемым радиусом кривошипа, а изменение радиуса планетарного движения и положения его центра в процессе обработки обеспечено с помощью двух плоских кулачков, синхронно поворачиваемых при вращении или поступательном движении рабочего стола.
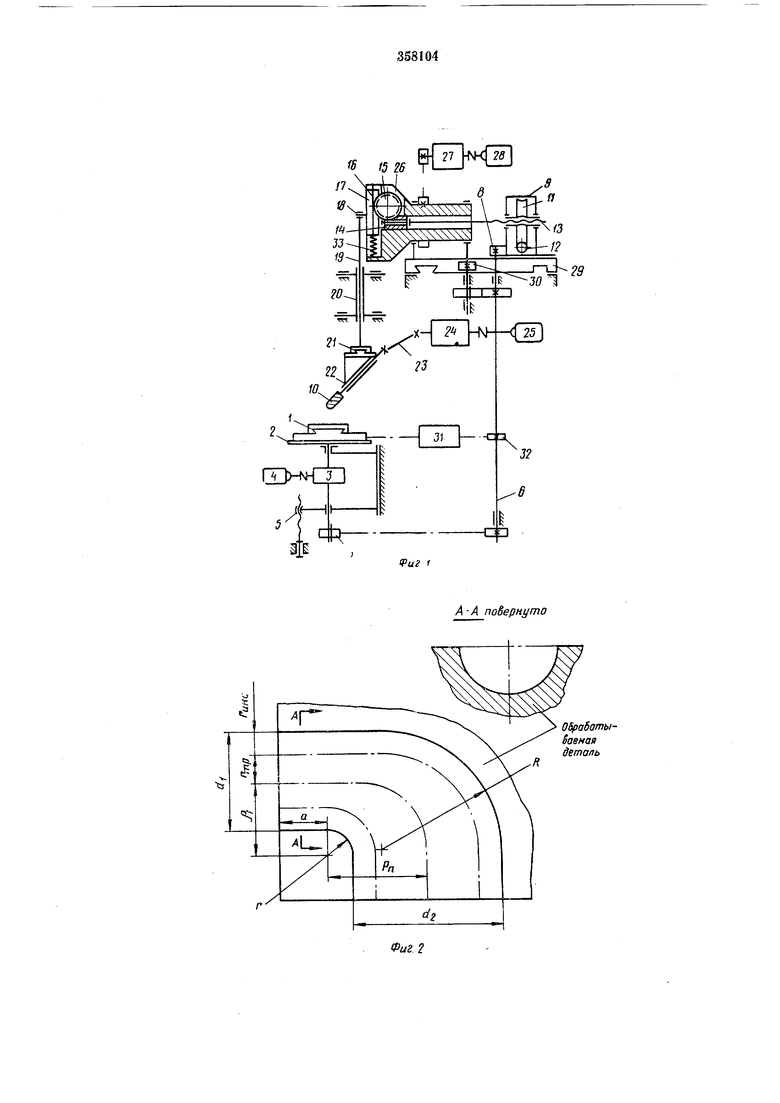
На фиг. 1 изображена кинематическая схема стайка; на фиг. 2 - -поверхность, которую можно обработать на предлагаемом станке.
итанок для обработки сложных поверхностей состоит из крестового стола 1, смонтированного на поворотном столе 2, коробки подач 3 с приводом от электродвигателя 4. Поворотный стол 2 имеет винтовую пару 5 для
подъема и опускания и кинематически связан с валом 6 передачей 7. На верхнем конце вала 6 закреплен сменный кулачок 8, который находится в контакте с толкателем (на чертежах не показан) корпуса 9 механизма регулирования величины радиуса круговой траектории инструмента 10. В корпусе 9 смонтированы червячное колесо 11 и червяк 12. Червячное колесо // соединено с винтом 13, на
цилиндрическом конце которого находится круглая зубчатая рейка 14. Рейка 14 колесом 15 соединена с рейкой 16. Рейка 16 жестко закреплена на ползуне 17 с кривошипным нальцем 18. С пальцем 18 шарнирно соединен
верхним концом вертикальный ползун 19, направляющие которого выполнены в горизонтальном ползуне 20. На фиг. 1 горизонтальный нолзун 20 показан условно повернутым на 90° (в плоскости чертежа). На нижнем конце вертикального ползуна 19 закреплена крестовая каретка 21, на которой укреплен под некоторым углом к вертикали инструментальный шпиндель 22, соединенный карданным валом 2 через коробку скоростей 24 с электродвигателем 25. Головка 26 круговых движений инструментального шпинделя 22 с коробкой скоростей 27 и электродвигателем 28 закреплена на каретке 29, в которой выполнены направляющие горизонтального ползуна 20 и корВ контакте с толкателем (на чертежах не показан} каретки 29 находится сменный к лачок оО, кинематически связанный с валом Ь. Одна из кареток крестового стола / с ломощью двух съемных реек (на чертежах не показаны;, гитары si и шестерни д2 соединяется с валом о. Для выбора зазоров в зацеплении рейка УЬ -колесо 75 -рейка 14 в головке 20 установлена пружина . Ьинт yj удерживается от проворачивания шпонкой (на чертежах не показана). Станок работает следующим образом (на примере ооработки поверхности, изображенной на фиг. 2j. иораиатываемая деталь устанавливается на крестовый стол У с выдерживанием расстояния р1 между осью одной из цилиндрических поБерх1ностей (той, с которой «ачи-нается обработка, в рассматриваемом случае меньшего диаметра di и осью поворотного стола 2. Инструментальный шпиндель 22 с помощью каретки 21 смещается таким образом, чтобы центр круговой траектории инструмента 10 оказался в одной вертикальной плоскости с осью обрабатываемой цилиндрической поверхности, а ось поворотного стола 2 оказалась в плоскости круговой траектории, описываемой центром сферической поверхности инструмента W. Столы 1 -л 2 винтовой парой 5 поднимаются до совмещения оси цилиндрической обрабатываемой поверхности и оси круговой траектории инструмента. Вращением маховичка червяка 12 устанавливается радиус круговой траектории инструмента по условию: дет. I . I г инс. Гдет. I --радиус цилиндрической верхности; радиус круговой траектории инструмента;. - радиус инструмента. Включается вращение головки 26 и продольная подача стола 1 с установленной на нем деталью. При -совместном поступательном движении детали и планетарном движении инструмента 10 обрабатывается цилиндрическая поверхность диаметра di, на длине а, после чего выключается подача стола / и включается вращение стола 2. Синхронно со столом 2 вращаются кинематически связанные с ним кулачки 8 Л 30. Кулачок tS сдвигает корпус 9 механизма регулирования -величины радиуса круговой траектории. Корпус 9 тянет винт 13 и связанную с ним рейку 14, которая поворачивает колесо 15, сдвигая тем самым рейку 16 вместе с ползуном 17 и пальцем 18, изменяя радиус круговой траектории инструментального шпинделя 22. Круговая траектория инструментального шпинделя 22 по своим параметрам соответствует круговой траектории пальца 18, движение которого раскладывается на -составляющие в прямоугольной системе координат и затем восстанавливается в круговое при ПОмощи двух взаимно перпендикулярных ползунов 19 и 20. Кулачок 30 сдвигает каретку 29 с укрепленной на ней толовкой 26 на такую же величину, как и кулачок 8 корпуса 9, но в перпендикулярном направлении, изменяя тем самым расстояние pi от оси поворотного стола 2 до мгновенного положения оси круговой траектории инструмента W. Кулачки 8 w. ou устанавливаются так, чтобы в любой момент они работали одноименными точками профиля. Таким совместным изменением величин Гтр. и pi обеспечивается обработка переходной поверхности и получение радиусов сопряжения г и j. По окончании поворота детали на 90° автоматически получают размер d второй цилиндрической поверхности. После выключения круговой подачи включается продольная подача вдоль оси цилиндра d, и обработка ведется напроход. Для повторения цикла обработки все механизмы станка устанавливаются в первоначальное положение. Кулачки S и 50 профилируются в соответствии с изменением величины pi (см. фиг. 2). При обработке полостей переменного сечения с прямолинейной осью разрывается связь между поворотным столом 2 и валом 6, а также между кулачками 8 и 5(9 и включается связь между крестовым столом / и валом 6, т. е. в работе остается только кулачок 8. При этом по мере продвижения стола / с деталью вдоль оси детали изменяется радиус круговой траектории инструмента 10 в соответствии с заданным законом. Вместо шпинделя 22 с инструментом /Сможет быть установлен быстроходный шлифовальный шпиндель со шлифовальным камнем, и тогда предварительно профрезерованная полость может быть прошлифована в окончательный размер с сохранением закона построения поверхности, Предмет изобретения Станок для обработки сложных поверхностей в плитах фрезерованием или шлифованием с рабочим столом и механическим приводом инструментального шпинделя и движения подач, отличающийся тем, что, с целью обеспечения обработки цилиндрических поверхностей переменного радиуса и с непрямолинеинои осью симметрии, он снабжен крестовой кареткой с наклонно расположенным на ней инструментальным шпинделем, планетарно перемешаемым посредством кривошипного механизма с -изменяемым радиусом кривош-ипа и двумя плоскими кулачками, синхронно поворачиваемыми при вращении или поступательном движении р-а-бачего стола.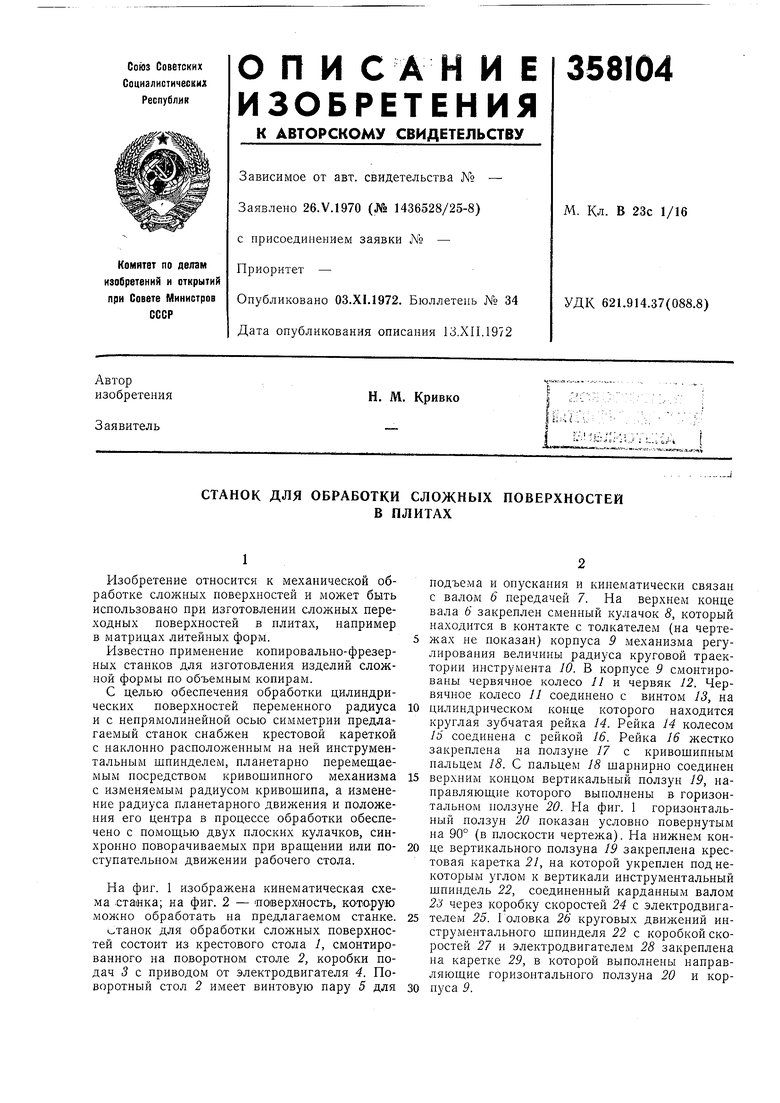
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Станок для обработки фасонных изделий | 1979 |
|
SU856759A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| Устройство для обработки кулачков | 1970 |
|
SU478690A1 |