Изобретение относится к технологии изготовления эле.меитов радиоаииаратуры и может быть использоварю при пол чении биметаллической ленты, наиример, для корпусов интегральных схем.
В настояацее вре.мя для получения бим( таллической леиты ИJиpoкo использ}ется сиособ ирокатки двух лент из разнородных мета.ллов между валками нрокатного стана 1.
Недостатком данного снособа является сравнительно низкое качество иолучаемой биметаллической ленты нз-за слабой сцепляе.мости разнородны.х лент, что обусловлено в осиовиом наличием иа соединяемых иовсрхиостях лент окиеных и адсорбированных иленок.
Кро.ме Toio, известен способ изготовлсиия биметаллических 1олос путем ирокатки пакета между валками стаиа при темнературе ниже температуры окнслелия и интенсивного нагрева иаружных иоверхностей иакета на участке BbiHJC стана 2.
В данном случае качество биметаллической леиты иесколько иовышается за счет активирования иоверхиостей соедиияемых иолос иутем нагревания, одиако основные причины снижения качества - наличие окиеных и адсорбироваиных иленок - не
устраняются н прочность сцепления .;1еит остается низкой.
Целью изобретения является повышение ирочности сцепления и качества биметаллической ленты.
Поставленная цель достигается тем, что пакет перед введением в прокатный стан и биметалличсек 1о ле1гту выходе из нрокатного стана подвергают воздействию поверлностных акустических ноли.
Под иоверхностнымн акустическими волнами, в частности волнами Рэлея, понимают ак стичсские волны, которые раснространяются в,доль илоской границы твердог i
5 упругого полупространства с вакуумо (воздухом), с жидкостью или с системой твердых слоев, и амплитуда которых быстро спадает с глубиной. Волнами Лэмба называют акуст ческис волны, раснростра0няющиеся 3 иласт1шке (слое) со свободными границами, у которых имеете; смещение как в направленип распространения волны, так и перпендикулярно плоскости пластинки.
5
Получение Gi;металлической ленты ло предлагаемому способу осуществляется следующим образом.
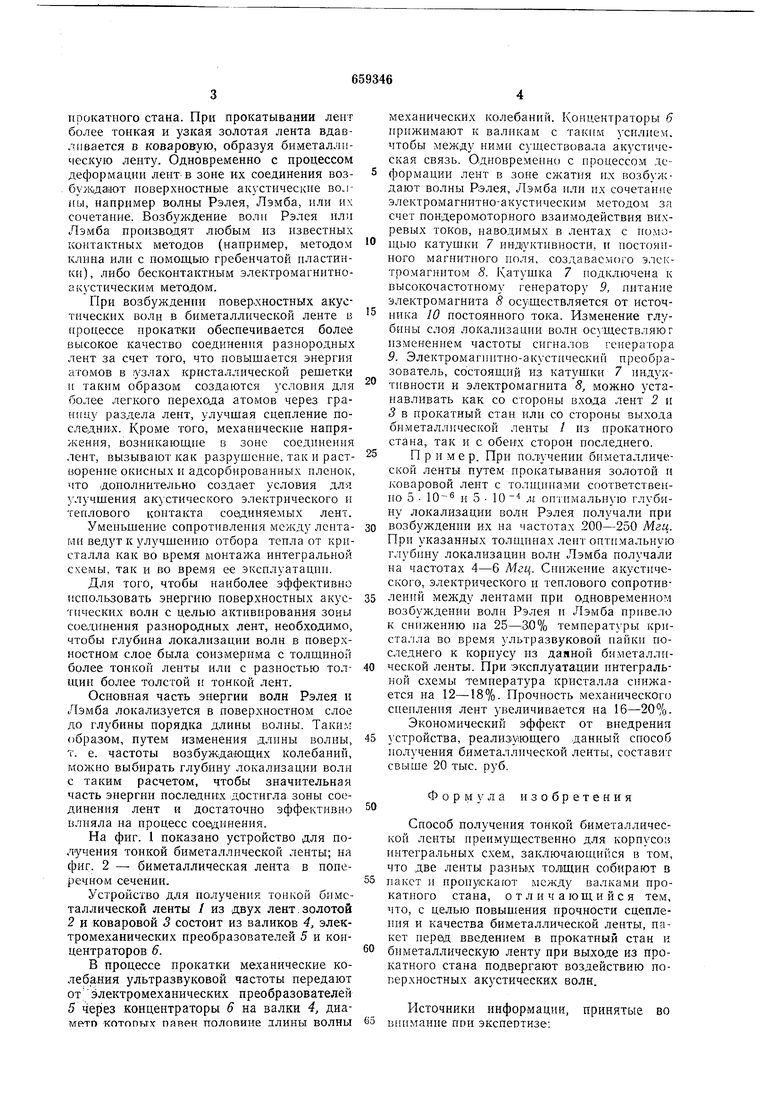
При соейинени тоикой золотой леиты с более толстой лентой из ковара их склады0вают в пакет н пропускают между валками Прокатного стана. При прокатывании лент более тонкая и узкая золотая лента вдавливается в коваровую, образуя биметаллическую ленту. Одновременно с процессом деформации лент в зоне их соединения возбуЖ(Давот поверхностные акустические волны, например волны Рэлея, Лэмба, или их сочетание. Возбуждение воли Рэлея или Лэмба производят любым из известных контактных методов (например, методом клина или с помощью гребенчатой пластинки), либо бесконтактным электромагнитноакустическим методом. При возбуждении повер.хностных акустических волн в биметаллической ленте в процессе ирокатки обеспечивается более высокое качество соединения разнородных лент за счет того, что повышается энергия атомов в узлах кристаллической решетки и таким образом создаются условия для более легкого иерехода атомов через границу раздела лент, улучшая сцепление последних. Кроме того, механические напряжения, возникаюш,ие в зоне соединения лент, вызывают как разрушение, так и растворение окисных и адсорбированных пленок, что доиолнительно создает условия дл-л улучшения акустического электрического и теплового коитакта соединяемых лент. Уменьшение сопротивления между леитами ведут к улучшению отбора тепла от кристалла как во время монтажа иитегральной скемы, так и во время ее эксплуатации. Для того, чтобы иаиболее эффективио использовать энергию поверхностных акустических волн с целью активирования зоны соединения разнородных лент, необходимо, чтобы глубина локализации волн в поверхностном слое была соизмерима с толшиной более тонкой ленты или с разностью толщин более толстой и тонкой лент. Основная часть энергии волн Рэлея и Лэмба локализуется в поверхностном слое до глубины порядка длины волны. Таким образом, путем изменения длины волны, т. е. частоты возбуждающих колебаний, можно выбирать глубину локализации воли с таким расчетом, чтобы значительная часть энергии после1дних достигла зоны соединения лент и достаточно эффективно влияла на процесс соединения. На фиг. 1 показано устройство для получения тонкой биметаллической ленты; на фиг. 2 - биметаллическая лента в поперечном сечении. Устройство для получения тонкой биметаллической ленты / из двух лент.золотой 2 и коваровой 3 состоит из валиков 4, электромеханических преобразователей 5 и концентраторов 6. В процессе прокатки механические колебания ультразвуковой частоты передают от Электромеханических преобразователей 5 через концентраторы 6 на валки 4, диаметп котопьгх пявен половине длины волны механических колебаний. Концентраторы б ирижимают к валикам с усилием, чтобы между ними существовала акустическая связь. Одновремеино с процессом деформации лент в зоне сжатия и.х возбуждают волны Рэлея, Лэмба или их сочетаиие электромагиитно-акустическим методом за счет пондеромоторного взаимодействия вихревых токов, наводимых в лентах с помои ью катушки 7 индуктивности, и иостояниого магнитного поля, создаваемого электромагнитом 8. Катушка 7 подключена к высокочастотному генератору 9, питание электромагнита 8 осуществляется от источника 10 постоянного тока. Изменение глубины слоя локализаиии волн ос гцествляюг изменением частоты сигналов генератора 9. Электромагпптно-акустпческий преобразователь, состоящий из катушки 7 индуктивности и электромагнита 8, можно устанавливать как со стороны входа лент 2 и 3 в прокатный стан или со стороны выхода биметаллической ленты 1 из прокатного стана, так и с обеих сторон последнего. Пример. При получении биметаллической ленты путем прокатывания золотой и коваровой лент с толи;ииами соответствеипо 5 10 и 5 10 м оптпмальную глубину локализации волн Рэлея иолучали при возбуждении их на частотах 200-250 Мги. При указанных толщинах леит оптимальную глубину локализации волн Лэмба получали на частотах 4-6 Мгц. Сиижение акустического, электрического и теплового сопротивлений между лентами при одновременном возбуждении волн Рэлея и Лэмба привело к снижению па температуры кристалла во время ультразвуковой пайки последнего к корпусу из данной биметаллической ленты. При эксплуатации интегральной схемы температура кристалла снил-.ается на 12-18%. Прочность механического спеиления лент увеличивается на 16-20%. Экономический эффект от внедрения устройства, реализующего данный сиособ получения биметаллической ленты, составит свыше 20 тыс. руб. Формула изобретения Способ получения тонкой биметаллической ленты преимущественно для корпусов интегральных схем, заключающийся в том, что две ленты разных толщин собирают в пакет и пропускают между валками прокатного стана, отличающийся тем, что, с целью повышения прочности сцепления и качества биметаллической ленты, пакет перед введением в ирокатный стан и биметаллическую ленту при выходе из прокатного стана подвергают воздействию поверхностных акустических волн. Источники информации, принятые во внимание пои экспертизе:
1. Северденко В. П. и др. Прокатка н волочение с (ультразвуком. Минск, «Наука и техника, 1G7C, с. 116.
2. Патент США Л 3906618, кл. 29-470,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тонкой ленты и проволоки | 1982 |
|
SU1122377A1 |
| СПОСОБ ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2086697C1 |
| Способ гиперзвуковой сварки микросварки и пайки | 1976 |
|
SU743815A1 |
| Способ получения биметаллических полос | 1985 |
|
SU1306671A1 |
| Способ металлизации пьезоэлектрических изделий | 1976 |
|
SU631500A1 |
| УСТРОЙСТВО И СПОСОБ ОБНАРУЖЕНИЯ СВОЙСТВ ПОДШИПНИКА | 2011 |
|
RU2659453C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| АКУСТОКАЛОРИМЕТРИЧЕСКИЙ СЕНСОР ДЛЯ СИГНАЛИЗАЦИИ ИЗМЕНЕНИЙ ГАЗОВОГО СОСТАВА ЗАМКНУТЫХ ПОМЕЩЕНИЙ | 2015 |
|
RU2606347C1 |
| СЕЛЕКТИВНЫЙ АКУСТИКО-ЭМИССИОННЫЙ ПЬЕЗОПРЕОБРАЗОВАТЕЛЬ УПРУГИХ ВОЛН | 2011 |
|
RU2493672C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
г J
jiui г
