I
Изобретение относится к металлургии,.в частности к магнитогидродинамическим дросселям, используемым для регулирования скорости истечения токопроводящих сред в установках непрерывной разливки металлов.
Известен магнитогидродинамический дроссель установки непрерывной разливки металлов, содержащий металлопровод с заглушенным концом и перпендикулярно расположенной к нему сливной трубкой, а также магнитный индуктор 1.
При использовании известного устройства в торцовой области металлопровода, в месте изменения направления потока расплава образуются застойные зоны, где транзитное течение металла отсутствует. В результате в застойных зонах скапливаются окислы, пленки и посторнние примеси, приводящие к засорению и постепенному зарастанию проходного сечения металлопровода.
Цель изобретения - повыщение эффективности, надежности и срока службы устройства.
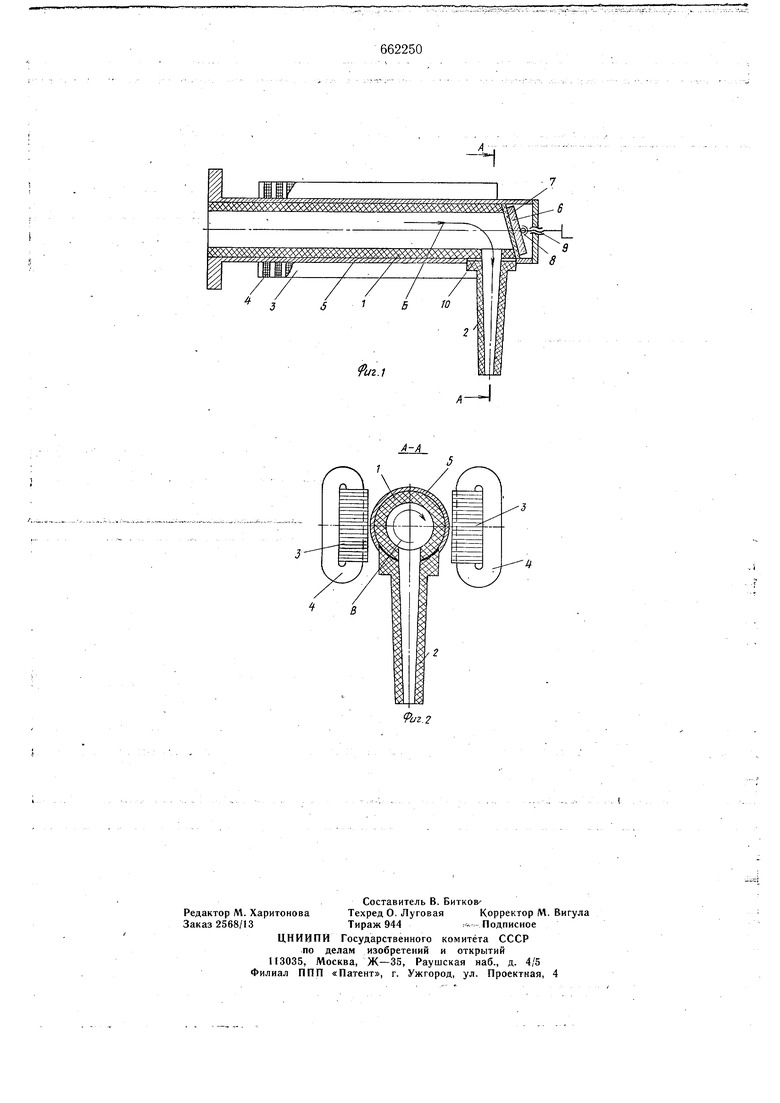
Цель достигается тем, что магнитогидродинамический дроссель снабжен ферромагнитным Концентратором, расположейны И узаглушенного конца металлопровода и установленным под углом 30-45° к вертикальной оси индуктора, причем ферромагнитный концентратор выполнен, например в виде диска и снабжен приводом поворота и перемещения его относительно горизонтальной оси металлопровода, а привод выполнен например, в виде шарнирно-винтовой пары. : vHa фиг. 1 показан предлагаемый дроссель, продольный разрез; на фиг. 2 - то же, поперечный разрез.
Магнитогидродинамический дроссель состоит из проточного тракта, образованного горизонтальным металлопроводом 1 и вертикальной трубкой 2, расположенной в зазоре между индукторами 3. Индукторы 3 возбуждаются катушками 4. Горизонталь5 ньш металлопровод выполнен из огнеупорного, например керамического, материала и помещен в защитный металлический немагнитный кожух 5,
В торцевой зоне металлопровода 1, в месте изменения направления движения по0тока металла (направление движения металла показано стрелкой Б) установлен ферромагнитный концентратор 6 магнитного потока под углом 30-45° к вертикальной оси магнитного индуктора, что обеспечивает максимальную неоднородность распределения магнитного потока вблизи заглушенного кон-ца металлопровода и приводит к появлению вихревой электромагнитной силы.
Ферр омагнитный концентратор 6 выполнен,например,в виде диска, который прижимает к торцу металлопровода 1 огнеупорную зaглyшky 7. Ферромагнитный концентратор 6 снабжен шарнирно-винтовой парой 8 и 9 для перемещения концентратора и поворота ёго относительно оси металлопровода для устанбвки его в оптимальном пблб 1 ении.
Стыковку горизонтального металлопровода 1 с вертикальной трубкой 2 осуществляют через огнеупорную,например,асбестовую прокладку 10.
Направление Цйркуляционного гечения в поперечном к основному потоку Б направлении, образующееся в торцовой части металлопровода у торцов индуктора магнитного поля (на чертеже показано стрелкой В).
Магнитогидродинамический дроссель работает следуюгцим образом.
Поток металла из раздаточной емкости (на чертеже не показана) поступает в горизонтальный металлопровод 1, и следуя в направлении, указанном стрелкой Б, попа дает в вертикальную трубку 2, конец которой размещен в кристаллизаторе установки непрерывной разливки металла (на чертеже не показан ). При включении индуктора 3, создающего например, бегущее магнитное поле, в жидком металле, возникают объемные электромагнитные силы, ускоряющие или замедляющие его течение так, чтобы обеспечивался требуемый по режиму работы, расход жидкого металла, и следовательно, необходимый уровень металла в кристаллизаторе.-. .
В зависимости от вида .металла и его расхода положение концентратора 6 относительно торца канала дросселя регулируют вращением винтовой пары 8 и 9. Для фиксации концентратора 6 в определенном положении используют теплоизоляционные прокладки (на чертеже не показаны), устанавливаемые на торце канала перед началом разливки.
662250
В торцевой.части в зоне изменения направления движения потока из-за наличия поворота образуются застойные зоны, в которых транзитное течение отсутствует. Од нако установленный в конце металлопровода 1 у торцев индуктора 3 ферромагнитный концентратор 5 магнитного потока, выполненный Б виде наклонного диска, способствует возникновению в застойных зонах циркуляционных течений (обозначены стрелкой В на фиг. 2) в поперечном к транзитному потоку направлению. Циркуляционные течения В вымывают из потенциальных застойных зон скапливающиеся в них окисные пленки и другие вредные примеси и перего5 няют их в основное течение, способствуя «амоочищению проточного тракта.
Таким образом, повышается надежность и эффективность работы магнитогидродинамичеркого дросселя и увеличивается срок g его службы.
Формула изобретения
1. Магнитогидродинамический дроссель 25 установки непрерывной разливки металлов, содержащий металлопровод с заглушенным концом и перпендикулярно расположенной к нему сливной трубкой, а также индуктор магнитного поля, отличающийся тем, что, с целью повышения надежности и эффектив0 ности работы, он снабжен ферромагнитным концентратором, расположенным у заглушенйого конца металлопровода и установленным под углом 30-45° к вертикальной оси индуктора, причем ферромагнитный концент- ратор выполнен в виде диска. 2. Дроссель по п. 1, отличающийся тем,
что ферромагнитный концентратор снабжен приводом поворота и перемещения его.относительно горизонтальной оси металлопровода, вьтолненным, например, в виде шарнирно-винтовой пары.
Источники информации, принятые во внимание при экспертизе
. Патент США № 3706399, кл. 222-56, 1972.
jJ JБ }0
fuz.i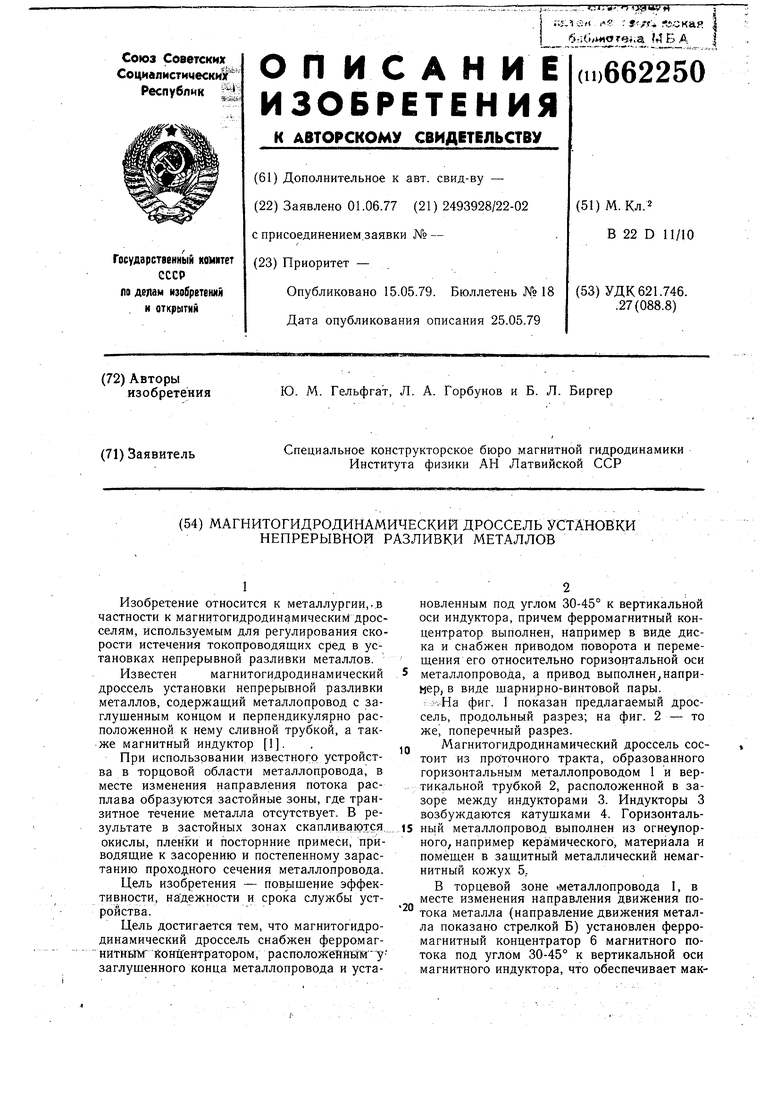
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитогидродинамический дроссель | 1978 |
|
SU789245A1 |
| Устройство для дробления струи металла | 1980 |
|
SU958036A1 |
| СПОСОБ, СИСТЕМА И АППАРАТ, ИСПОЛЬЗУЮЩИЕ ВЫСОКОЭНЕРГЕТИЧЕСКИЕ ПОСТОЯННЫЕ МАГНИТЫ ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕЩЕНИЯ, ТОРМОЖЕНИЯ И ДОЗИРОВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ, ПОДАВАЕМЫХ В ЛИТЕЙНЫЕ МАШИНЫ | 2000 |
|
RU2256279C2 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ ВЫСОКОЭНЕРГЕТИЧЕСКИЕ ПОСТОЯННЫЕ МАГНИТЫ ДЛЯ ЭЛЕКТРОМАГНИТНОГО НАГНЕТАНИЯ, ТОРМОЖЕНИЯ И ДОЗИРОВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ, ПОДАВАЕМЫХ В ЛИТЕЙНЫЕ МАШИНЫ | 2002 |
|
RU2291028C2 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2598730C2 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| Магнитодинамическая раздаточная печь | 1986 |
|
SU1381737A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ ГРАНУЛЯТОР | 1996 |
|
RU2111087C1 |