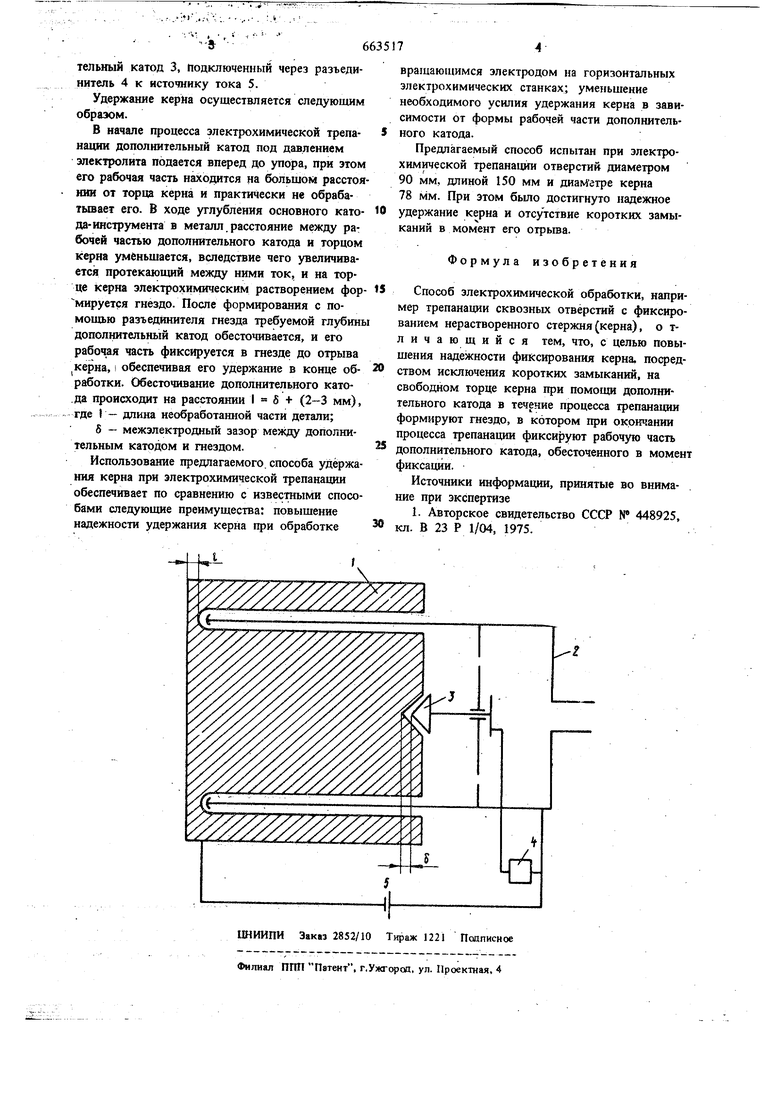
тельный катод 3, подключенный через разъединитель 4 к источнику тока 5.
Удержание керна осуществляется следующим образом.
В начале процесса электрохимической трепанации дополнительный катод под давлением электролита подается вперед до упора, при этом его рабочая часть находится на большом расстоянии от торца керна и практически не обрабатьшает его. В ходе углубления основного катода-инструмента в металл. расстояние между рабочей частью дополнительного катода и торцом керна уменьщается, вследствие чего увеличивается протекающий между ними ток, и на торце керна электрохимическим растворением фор мируется гнездо. После формирования с помощью разгедйннтеля гнезда требуемой глубины дополнительный катод обесточивается, и его рабочая часть фиксируется в гнезде до отрыва керна, обеспечивая его удержание в конце обработки. Обесточивание дополнительного като.да происходит на расстоянии 1 5 + (2-3 мм), где Г- длина необработанной части детали;
6 - межэлектродный зазор между дополнительным катодом и гнездом.
Использование предлагаемого, способа удержания керна при электрохимической трепанации обеспечивает по сравнению с известными способами следующие преимущества: повыщение надежности удержания керна при обработке
вращающимся электродом на горизонтальных электрохимических станках; уменьщение необходимого усилия удержания керна в зависимости от формы рабочей части дополнительного катода.
Предлагаемый способ испытан при электрохимической трепанации отверстий диаметром 90 мм, длиной 150 мм и диамгзтре керна 78 мм. При этом было достигнуто надежное удержание керна и отсутствие коротких замыканий в момент его отрьша.
Формула изобретения
Способ электрохимической обработки, например трепанации сквозных отверстий с фиксированием нерастворенного стержня (керна), о тличающийся тем, что, с целью повышения надежности фиксирования керна, посредством исключения коротких замыканий, на свободном торце керна при помощи дополнительного катода в течение процесса трепанации формируют гнездо, в котором при окончании процесса трепанации фиксируют рабочую часть дополнительного катода, обесточенного в момен фиксации.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР М 448925, кл. В 23 Р 1/04, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Электрод-инструмент | 1980 |
|
SU937125A1 |
| КОМПРЕССИОННЫЙ СБОРОЧНЫЙ УЗЕЛ ТОПЛИВНОГО ЭЛЕМЕНТА | 2003 |
|
RU2313860C2 |
| СПОСОБ ПЕРФОРАЦИИ УЧАСТКА ТРУБЫ В СКВАЖИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414588C1 |
| Способ электрохимической обработки сквозных отверстий | 1989 |
|
SU1710234A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
%:%%% %
