Изобретение относится к области машиностроения, в частности к размерной электрохимической обработке сквозных отверстий.
Цель изобретения - расширение технологических возможностей при обработке электродом-инструментом с калибрующей частью.
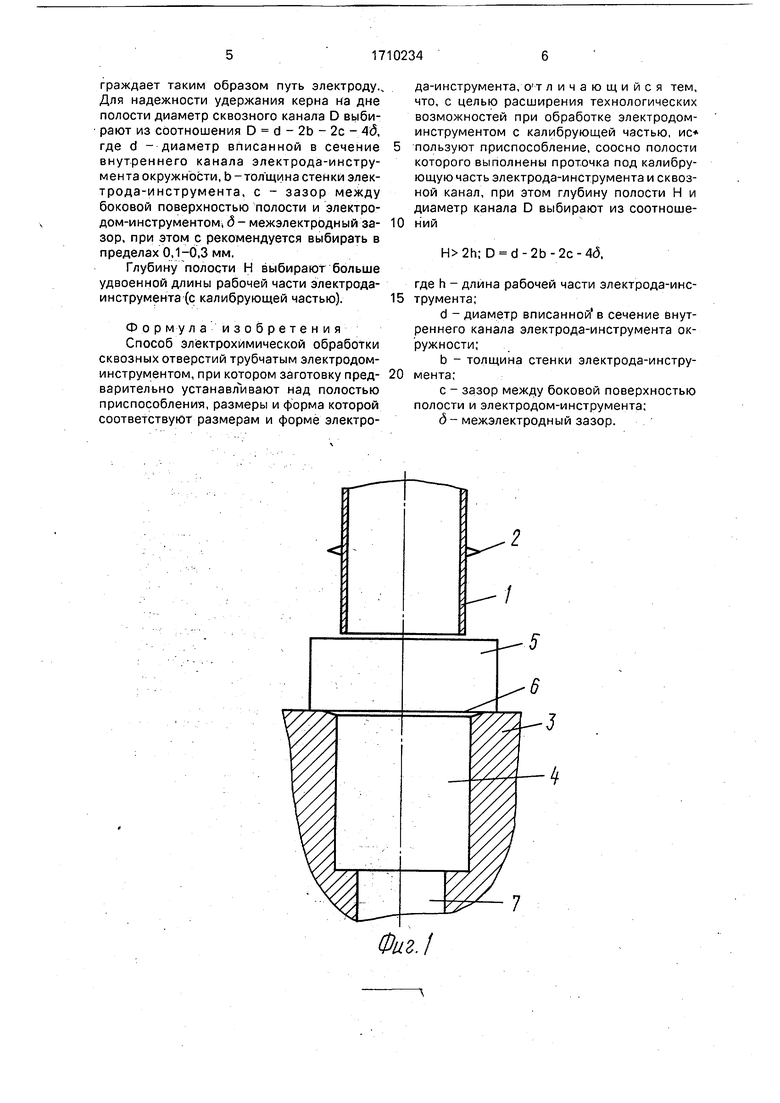
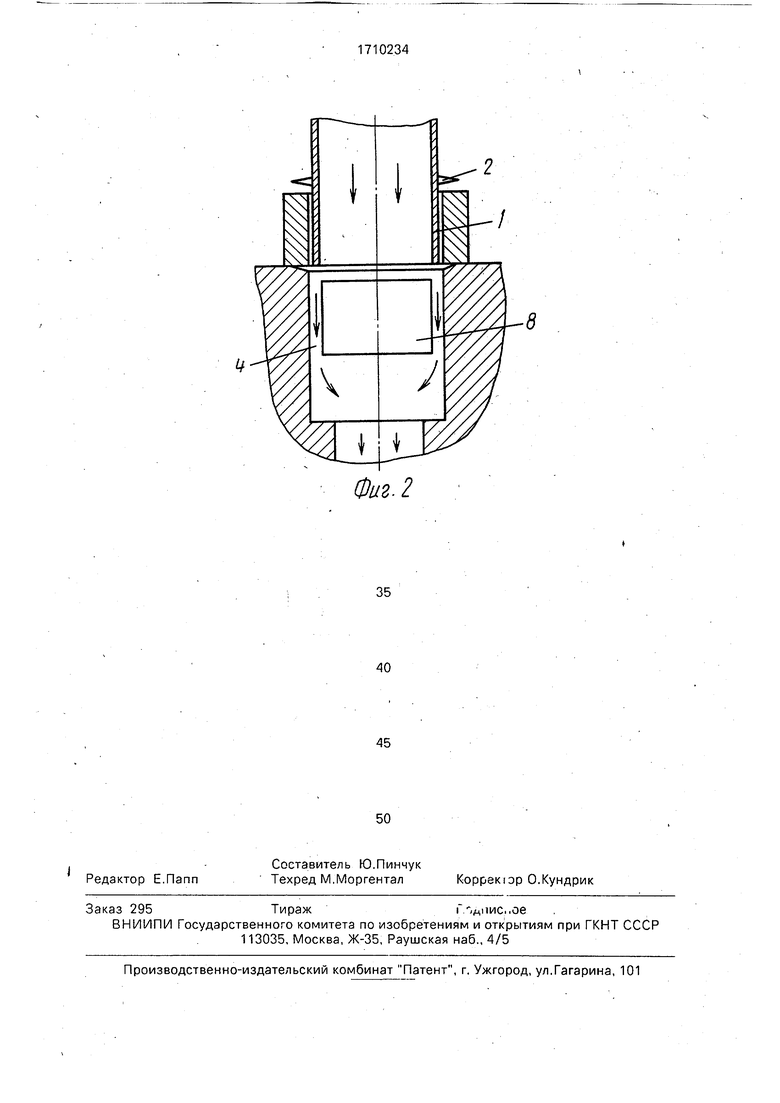
Нафиг.1 представлена схема обработки до начала прошивки; на фиг.2 - схема обработки прошивочной частью электрода-инструмента; на фиг.З - схема обработки калибрующей частью.
Способ электрохимической обработки осуществляется с помощью устройства, которое содержит электрод-инструмент 1, снабженный калибрующей-частью 2, и плиту 3с полостью 4, на которую устанавливается обрабатываемая деталь 5. Полость снабжена проточкой б и сквозным каналом 7. Технологический керн 8 образуется при предварительной прошивке сквозного отверстия (фиг.2).
Устройство работает следующим образом.
На плиту 3 устанавливается и закрепляется обрабатываемая деталь 5. На катододержатель станка устанавливается электрод-инструмент 1, имеющий .калибрующую часть 2. Включается подача электролита, технологическое напряжение и производится предварительная прошивка сквозного отверстия. Технологический керн 8 отделяется от детали и под действием силы тяжести и гидродинамических сил набегающего потока электролита, уходящего через сквозной канал 7, падает на дно полости 4, где перекрывает собой сквозной канал.-Далее устанавливают более мягкий технологический режим, соответствующий процессу калибрования, и проводят окончательную обработку сквозного отверстия. Для незначительного перебега электродаинструмента при калибровании отверстия предусмотрена проточка 6.
При отделении технологического керна неизбежны короткие замыкания, которые частично повреждают электрод-инструмент. Однако на конечный результат - калиброванное отверстие - этот частично поврежденный электрод-инструмент не оказывает никакого влияния.
Устройство позволяет реализовать сначала прямую подачу электролита при предварительной прошивке отверстия, а затем обратную при калибровании несмотря на то, что электролит в обоих случаях подается через электрод-инструмент. Электролит при калибровании отверстия из полости электрода попадает в полость плиты - приспособление, где сквозной канал перек:рыт освободившимся технологическим керном,, и, таким образом, электролит имеет единственный выход - рабочий межэлектродный зазор.
Высота электрода-инструмента до калибрующей части предусматривается равной глубине прошиваемого отверстия, так как предварительная обработка отверстия обычно ведется на грубых режимах, не обеспечивающих высокую точность обработки. Таким образом на операцию калибрования остается незначительный припуск, удаляемый при окончательной обработке сквозного отверстия, что позволяет достигнуть более высокой точности.
. В процессе обработки необходимо создать условия для того, чтобы освободившийся технологический керн не встал на перекос на пути от своего первоначального положения до дна полости. Это достигается подбором соотношений размеров полости и электрода-инструмента. Полость выполнена по форме и размерам электрода инструмента с учетом бокового межэлектродного зазора, который при мягких режимах калибрования обычно не превышает 0,3 мм. Для исключеня возможности подтравливания стенок полости, последние могут быть заизолированы. Кроме того, толщина стенки электрода-инструмента предусматривается минимально возможной и определяется только необходимой прочностью конструкции (0,1-0,5 мм). В то же время минимальная площадь обработки на предварительной прошивке позволяет достигнуть высоких плотностей тока, что повышает производительность и снижает электроемкость процесса.
Глубина, полости определяется необходимостью предохранения электродаинструмента от повреждения нежестко закрепленным технологическим керном, находящимся на дне полости. Необходимо отметить, что в реальных условиях глубина полости должна превышать не только две толщины детали, но и рабочий межэлектродный зазор и величину, определяемую углом наклона образующей калибрующей части электрода-инструмента. Калибрующая часть обычно выполняется с уклоном для постепенного вскрытия отверстия. Однако устройство работоспособно и при условии более чем двух;фатного превышения глубинной полости уолщины детали при отсутствий уклона калибрующей части.
Диаметр канала, выполненного в дне полости, предусмотрен таким, что технологический керн, находясь на дне полости в любом ее месте, перекрывает канал и преграждает таким образом путь электроду.. Для надежности удержания керна на дне полости диаметр сквозного канала D выбирают из соотношения D d - 2Ь - 2с - , где d - диаметр вписанной в сечение внутреннего канала электрода-инструмента окружности, b -толщина стенки электрода-инструмента. с - зазор между боковой поверхностью полости и электродом-инструментом д - межэлектродный зазор, при этом с рекомендуется выбирать в пределах 0,1-0,3 мм.
Глубину полости Н выбирают больше удвоенной длины рабочей части электродаинструмента (с калибрующей частью).
Ф о р м у л а и 3 о б р е т е н и я Способ эл1ектрохимической обработки сквозных отверстий трубчатым электродоминструментом, при котором заготовку предварительно устанавливают над полостью приспособления, размеры и форма которой соответствуют размерам и форме электрода-инструмента, от личающийся тем, что, с целью расширения технологических возможностей при обработке электродоминструментом с калибрующей частью, ис
пользуют приспособление, соосно полости которого выполнены проточка под калибрующую часть электрода-инструмента и сквозной канал, при этом глубину полости Н и диаметр канала D выбирают из соотношеНИИ
D d-2b-2c-4 5,
где h - длина рабочей части электрода-инструмента;
d - диаметр вписанной в сечение внутреннего канала электрода-инструмента окружности;
b - толщина стенки электрода-инструмента;
с - зазор между боковой поверхностью полости и электродом-инструмента;
(5-межэлектродный зазор.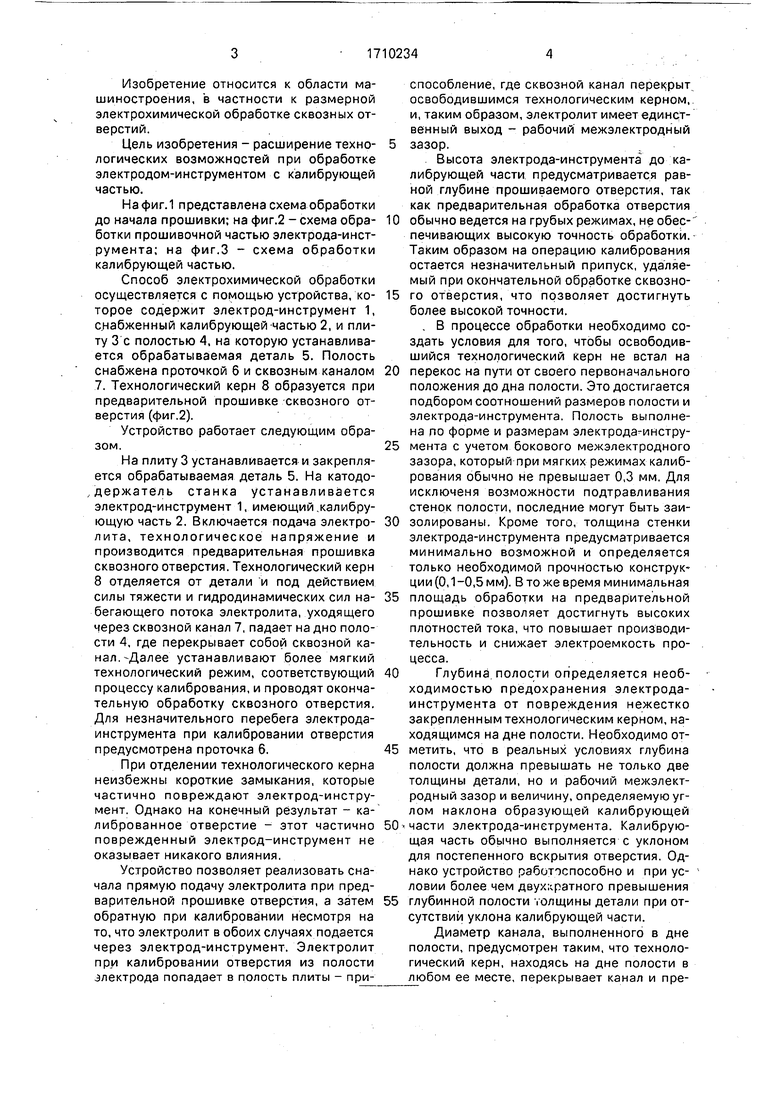
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1980 |
|
SU904959A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| Способ получения фасонных отверстий в процессе электрохимической прошивки | 1976 |
|
SU618233A1 |
| Электрод-инструмент для электрохимического прошивания отверстий | 1980 |
|
SU973277A1 |
| Устройство для электрохимической копировально-прошивочной обработки | 1972 |
|
SU485851A1 |
| Устройство к станку для электрохимической обработки стержневых деталей | 1982 |
|
SU1071384A1 |
| Способ электроэрозионнохимической обработки | 1980 |
|
SU884924A1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
| Устройство для электрофизической обработки сквозных отверстий | 1982 |
|
SU1096064A1 |
Изоб[эетение относится к машиностроению, в частности к размерной электрохимической обработке сквозных отверстий. Цель изобретения - расширение технологических возможностей при обработке электродом-инструментом 'С калибрующей частью за счет улучшения условий подачи рабочей среды в зон^ обработки. На плиту 3 устанавливается и закрепляется деталь.5. На като- доде ржателе р азмещается эл ектрод-и н ст- румент 1, имеющий калибрующую часть 2. Производится предварительная..прошивка сквозного отверстия. Керн 8 отделяется и- падает на дно полости 4, где перекрывает собой сквозной канал. ,Далее проводят окончательную обработку отверстия калибрующей частью 2. Глубину полости Н.и диаметр канала D выбирают из соотношений; Н>& 2h; D .= d - 2b - 2с - 4<5, где h - длина рабочей части электрода-инструмента;-d -; диаметр вписанной в сечение внутреннего канала электрода-инструмента окружности; b - толщина стенки электрода-инструмента; с - зазор между боковой поверхностью полости и электродом-инструментом; <5 - межэлектродный зазор. 3 ил..^ •слс7Ы1оiro со4^ >&^иг.Л
7
Фиг./
Фиг. 2
| Способ электрохимической обработки | 1986 |
|
SU1342642A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
