(54) ЭЛЕКТРОД-ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки сквозных отверстий | 1989 |
|
SU1710234A1 |
| Электрод-инструмент | 1985 |
|
SU1279766A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОЙ ТРЕПАНАЦИИ | 1972 |
|
SU350619A1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Способ электрохимической обработки | 1977 |
|
SU663517A1 |
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |

Изобретение относится к электрофизическим и электрохимическим методам обработки материалов и, в частности, касается электрода-инструмента для размерной электрохимической обработки по методу трепанации, деталей.
Наиболее .близким к изобретению по технической сущности и достигаемому ; результату является электрод-инструмент для размерной электрохимичес-. кой обработки по методу трепанации, выполненный в виде полого цилиндра с рабочим буртиком и с изоляцией на внешней и внутренних сторонах, с элементом удержания образующегося керна внутри цилиндра, в котором выполнены каналы для проток а электролита. Элемент удержания выполнен в виде упругого элемента иэ литой резины с глухим отверстием , расположенным по оси электрода для закрепления керна l.
Недостатком электрода-инструмента является то, что выполнение элемента удержания из упругого материала приводит к вибрациям образующегося керна из-за высоких значений давления прокачиваемого электролита и к технологически сложностям
при изготовлении данной конструкции .
Цель изобретения - упрощение конструкции и повышение надежности удержания,керна в процессе обработки.
Поставленная цель достигается тем, что в электроде-инструменте .для размерной электрохимической обработки по методу трепанации, выполнен10ном в виде полого цилиндра с рабочим буртиком и с изЪляцией на внешней и внутренней сторонах, с элементом удержания образующегося керна, в котором выполнены каналы для про15тока электролита, элемент для удержания керна выполнен с утолщением внутренней изоляции, начинающимся на.расстоянии от рабочего буртика не болёё толщины трепанируемой
20 заготовки, а внутренний диаметр места утолщения изоляции равен диамет-, ру керна.
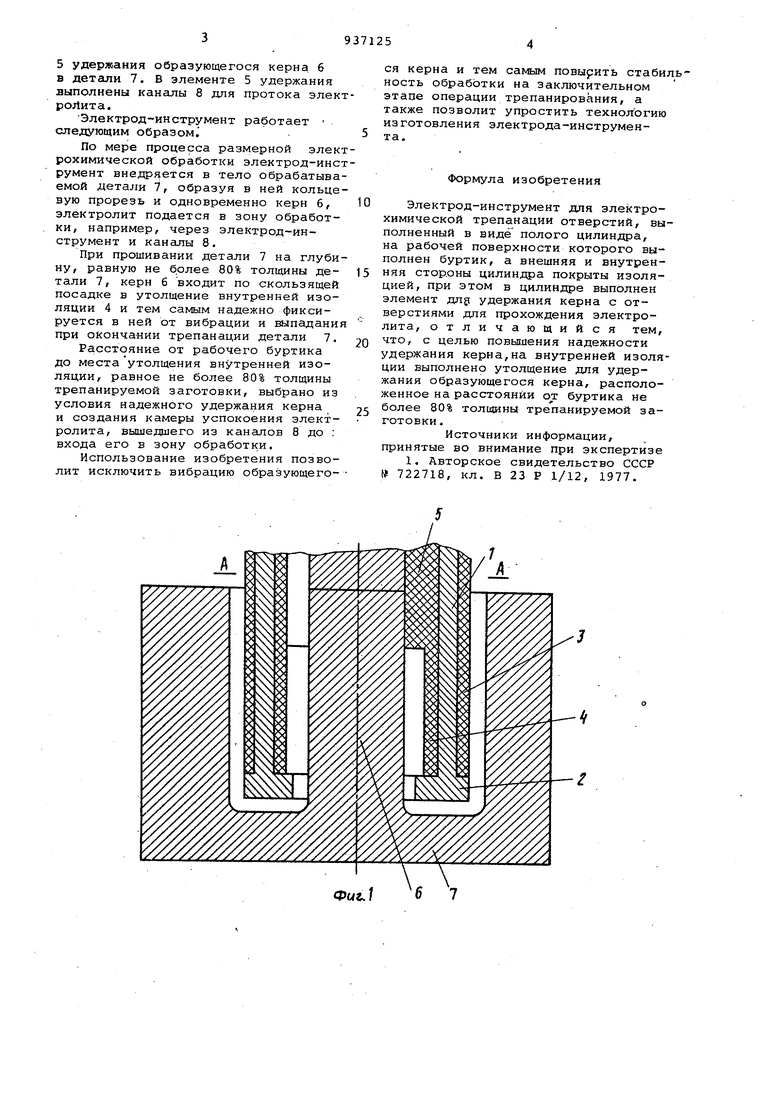
На фиг.1 изображен злектрод-инст.румент и обрабатываемая деталь, вид
25 спереди; на фиг.2 - разрез А-А на фиг.1.
Электрод-инструмент состоит из полого цилиндра 1 с рабочим буртиком 2 и с изоляцией на внешней 3 -и внут 0 ренней 4 сторонах, имеющей элемент 5 удержания образующегося керна 6 в детгши 7. В элементе 5 удержания выполнены каналы 8 для протока элект ролита. Электрод-инструмент работает следующим образом. По мере процесса размерной элект рохимической обработки электрод-инст румент внедряется в тело обрабатыва емой детали 1, образуя в ней кольце зую прорезь и одновременно керн 6, электролит подается в зону обработки, например, через электрод-инструмент и канашы 8. При прошивании детали 7 на глуби ну, равную не более 80% толщины детали 7, керн 6 входит по скользящей посадке в утолщение внутренней изоляции 4 и тем самым надежно фиксируется в ней от вибрации и выпадани при окончании трепанации детали 7. Расстояние от рабочего буртика до местаутолщения внутренней изоляции, равное не более 80% толщины трепанируемой заготовки, выбрано из условия надежного удержания керна и создания камеры успокоения электролита, вышедшего из каналов 8 до : входа его в зону обработки. Использование изобретения позволит исключить вибрацию образующегося керна и тем самым повысить стабильность обработки на заключительном этапе операции трепанирования, а также позволит упростить технологию изготовления электрода-инструмента. Формула изобретения Электрод-инструмент для электрохимической трепанации отверстий, выполненный в виде полого цилиндра, на рабочей поверхности которого выполнен буртик, а внешняя и внутренняя стороны цилиндра покрыты изоляцией, при этом в цилиндре выполнен элемент длд удержания керна с отверстиями для прохождения электролита, отличающийся тем, что, с целью повышения надежности удержания керна,на внутренней изоляции выполнено утолщение для удержания образующегося керна, расположенное на расстоянии о буртика не более 80% толщины трепанируемой заготовки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 722718, кл. В 23 Р 1/12, 1977.
