Изобретение относится к электрохимической обработке металлов, в частности к устройствам для прошивки отверстий.
Известны устройства для электрохимической прошивки отверстий. Однако эти известные устройства не обеспечивают прошивку отверстия в трубе действующего трубопровода, находящегося под давлением.
Задачей предлагаемого изобретения является расширение технологических возможностей устройства за счет обеспечения прошивки отверстия в действующем трубопроводе, находящемся под давлением с возможностью отбора продукта, достигаемое разгрузкой зоны обработки от усилий, вызываемых давлением в трубопроводе, контролируемым разрушением перемычки и надежным удержанием керна, а также компенсацией динамических нагрузок при вскрытии отверстия.
Поставленная задача достигается тем, что устройство содержит полый корпус с рабочей торцевой поверхностью, выполненной по радиусу трубы, цилиндрическим отверстием и кольцевой полостью, образующей коллектор для отвода электролита, катод-инструмент в виде цилиндрического штока с рабочим буртом, осевым и радиальным каналами для подвода электролита, размещенный в полости и упомянутом цилиндрическом отверстии корпуса с возможностью осевого перемещения, пластический амортизатор в виде цилиндрической оболочки с опорными фланцами, размещенный между катодом-инструментом и внутренней поверхностью корпуса, и силовой запорный фланец, соединенный с корпусом и установленный с возможностью взаимодействия с трубой в процессе работы устройства, корпус выполнен с диэлектрической прокладкой для герметизации его полости со стороны рабочей поверхности и с прорывной мембраной для герметизации упомянутой полости с внешней стороны, катод-инструмент выполнен с формообразующей торцевой частью, имеющей рабочую кромку, нерабочей торцевой частью для фиксации образующегося в результате прошивки керна и канавкой, расположенной по периметру формообразующей торцевой части для отделения рабочей кромки от нерабочей торцевой части, которая снабжена разрушаемой диэлектрической вставкой клинообразной формы, выполненной из ячеистого материала и ориентированной вдоль оси трубы, при этом рабочий бурт катода- инструмента выполнен с расположенными вдоль оси корпуса пазами трапециевидной формы, сужающимися в направлении от формообразующей торцевой части, упомянутые пазы выполнены шириной, равной толщине трубы, на уровне рабочей кромки катода-инструмента, цилиндрическая оболочка пластического амортизатора выполнена с расположенной на ее наружной поверхности канавкой заданной глубины, а опорные торцы амортизатора выполнены с дросселирующими отверстиями.
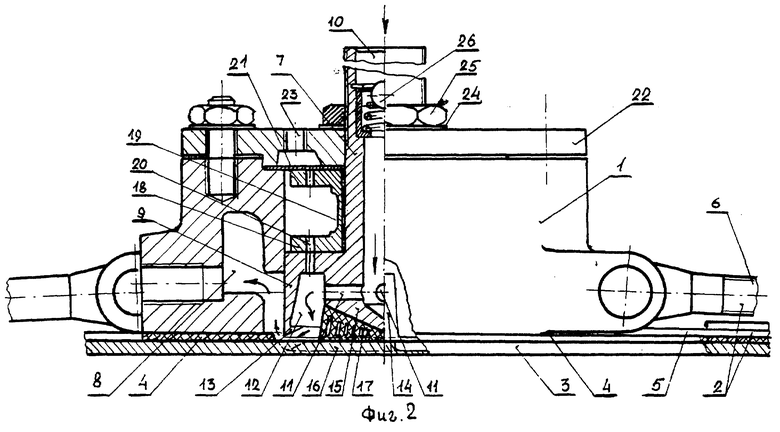
Сущность данного устройства поясняется чертежами, где на фиг. 1 изображена схема монтажа устройства на трубе трубопровода (стрелками показано действующее давление продукта); на фиг. 2 изображен разрез устройства в исходном положении; на фиг. 3 - разрез устройства после вскрытия полости трубы.
Устройство для электрохимической прошивки включает корпус 1 с элементами соединения его с силовым запорным фланцем 2. Монтаж и крепление устройства к поверхности трубы 3 осуществляется через диэлектрическую прокладку 4 посредством силового запорного фланца 2, представляющего гибкую стальную ленту 5, изолированную от оболочки трубы с утолщениями на обоих концах, в которых располагаются элементы крепления к корпусу 1 устройства. С одной из сторон силовой запорный фланец снабжен тендерами 6, позволяющими смонтировать устройство и разгрузить трубу 3 по всему периметру крепления (см. фиг. 1) и тем самым компенсировать растягивающие кольцевые нагрузки от сил давления рабочей среды в трубопроводе.
Корпус 1 устройства содержит полость для размещения катода-инструмента 7 и кольцевой коллектор 8 для отвода электролита из зоны обработки. Торцевая поверхность корпуса спрофилирована по радиусу трубы и изолирована диэлектрической прокладкой 4.
Катод-инструмент 7 выполнен в виде полого цилиндрического электрода с рабочим буртом 9. По центру электрода выполнен осевой канал 10 для подвода электролита в зону обработки через радиальные каналы 11. На формообразующей рабочей поверхности электрода выполнена по всему периметру канавка 12, равномерно распределяющая электролит. Количество отверстий 11, их диаметр и ширину канавки выбирают из условий обеспечения одинаковой скорости электролита в межэлектродном зазоре. С целью обеспечения контролируемого разрушения перемычки рабочий бурт 9 выполнен в виде клинообразного выступа 13 с фаской, а вдоль оси корпуса, совпадающей с осью трубы, прорезаны пазы 14 трапециевидной формы. Наличие пазов 14 значительно замедляет процесс анодного растворения металла в этих местах, то есть, практически сохраняет исходную толщину металла на участке, примерно равном ширине паза. Ширина паза 14 выбирается равной примерно толщине трубы 3 на уровне рабочей кромки бурта 9. Это вызвано тем, что меньшая ширина паза на конечной стадии прошивки оставит соответственно меньшую ширину осевых перемычек (остатков трубы под пазами 14), что может вызвать их преждевременное разрушение, обрыв керна 16, его перекос и как следствие перекрытие канала прохода продукта. Большая ширина паза 14 соответственно дает большую ширину осевых перемычек, что ухудшит условия деформирования диска керна 16 вдоль клинообразной диэлектрической вставки 17, что также уменьшает проходное сечение канала. Центральная нерабочая часть электрода 15, выполняющая роль элемента, фиксирующего образующийся в результате прошивки керн 16, изолирована от металла трубы с помощью диэлектрической вставки 17 клинообразной формы, изготовленной из ячеистого материала, обладающего высоким коэффициентом поглощения энергии типа полиуретана [1] или конструкция в виде сотового пакета [2]. Следует отметить, что наличие разрушаемой диэлектрической вставки 17 клинообразной формы и пазов 14 на рабочем бурте электрода повышает надежность контролируемого разрушения перемычек на конечном этапе прошивки и удержания керна 16.
В кольцевом пространстве, образованном посадочными поверхностями корпуса 1 и катода-инструмента 7 установлено энергопоглощающее устройство [3] - пластический амортизатор 18, который выполнен в виде цилиндрической оболочки с опорными фланцами, наружная поверхность оболочки амортизатора 18 имеет проточку 19 заданной глубины, а в опорных фланцах выполнены дросселирующие отверстия 20.
Внутренняя полость корпуса герметизируется с помощью металлической прорывной мембраны 21 заданной толщины, зажимаемой с помощью крышки 22 фланцевого соединения корпуса.
Крышка 22 корпуса устройства имеет центральное отверстие для штока катода-инструмента с элементами уплотнения и резьбовое отверстие 23 магистрали дренажа. Осевая установка катода-инструмента 8 (начальный межэлектродный зазор) обеспечивается с помощью установочной прокладки 24 и гайки 25. В осевом канале 10 электрода 7 установлен обратный клапан 26, перекрывающий полость корпуса 1.
Как следует из представленных графических материалов устройство имеет исходное положение, соответствующее этапам монтажа устройства на трубопроводе и работе устройства до разрушения перемычки-вскрытия отверстия (фиг. 1 и 2).
Устройство работает следующим образом. Корпус 1 устройства устанавливают диэлектрической прокладкой 4 на заранее подготовленную поверхность трубопровода, очищенную до металла от лакокрасочного покрытия. Далее в отверстия корпуса 1 с помощью пальцев стыкуют ленту 5 силового запорного фланца 2. После этого с помощью тендеров 6 нагружают полотно ленты 5, обжимая трубу 3, тем самым закрепляя устройство и компенсируя кольцевые усилия в оболочке трубы 3, вызванные давлением рабочей среды в трубопроводе. Уровень кольцевых напряжений зависит от давления в трубопроводе, геометрических характеристик трубы и механических качеств материала. Поэтому для обжатия трубопровода используют моментные ключи, позволяющие контролировать уровень затяжки тендеров 6. После этого к устройству подстыковывают трубопроводы подачи и слива электролита и токоподводы. Необходимо отметить, что в силу однократности применения устройства электрический источник питания должен иметь надежную защиту от короткого замыкания, выполненную, например, как в устройстве [4].
Процесс анодного растворения металла начинается при прокачке электролита через межэлектродный зазор и подаче тока на формообразующую поверхность катода-инструмента. При этом электролит проходит через центральный канал 10 и радиальные отверстия 11 к рабочей поверхности электрода. Из межэлектродного зазора продукты реакции поступают в коллектор слива 8. В процессе анодного растворения металла в оболочке трубы образуется канавка (на фиг.2 показана пунктиром), ослабляющая силовую оболочку трубы 3, за исключением тех мест, где в рабочем бурте 9 электрода выполнены трапециевидные пазы 14. В этих местах остается осевая перемычка, равная исходной толщине трубы, а по ширине - примерно равная ширине паза. По мере обработки толщина металла под рабочей поверхностью электрода уменьшается и нагрузку от сил давления в трубе все более воспринимает лента 5 запорного фланца 2. После исчерпания большей части толщины оболочки происходит разрушение оставшейся перемычки практически по всему периметру прорези, за исключением двух мест, где расположены пазы 14 в бурте 9 электрода. В зависимости от давления в трубе 3, диаметра и механических свойств металла вскрытие отверстия при исчерпании несущей способности оболочки трубы происходит следующим образом. Первоначально разрушается перемычка на дальней периферии отверстия, так как кольцевые напряжения в оболочке трубы примерно в два раза больше осевых. Всю нагрузку от сил давления продукта воспринимает силовой опорный фланец 2, предотвращая разрушение трубы 3. Под действием истекающего из прорези отверстия продукта кромка керна 16 отгибается от своего исходного положения, а средина керна 16 еще удерживается за счет фиксирующего действия осевых перемычек под пазами 14 рабочего бурта 9 электрода. При этом происходит разрушение ячеистой структуры диэлектрической вставки 17. При дальнейшем разрушении вставки 17 внешняя кромка керна 16 разрушает клинообразный выступ рабочего бурта 9 и, заклиниваясь, фиксируется в этом положении. При высоком давлении в полости трубы 3 энергия истекающего продукта такова, что осевые перемычки керна под пазами 14 бурта 9 при деформировании керна 16 разрушаются, в этом случае катод-инструмент 7 вместе с зафиксированным керном 16 перемещается в осевом направлении, нагружая пластический амортизатор 18. При этом происходит пластическое выпучивание стенки оболочки в ослабленном сечении 19. Таким образом, процесс гашения динамической нагрузки при вскрытии трубы обеспечивается контролируемым деформированием керна 16, разрушением диэлектрической вставки 17 и выпучиванием ослабленного участка 19, заданной толщины оболочки пластического амортизатора 18. Для исключения возникновения гидроудара при внезапном перекрытии каналов подачи электролита при вскрытии трубы поток электролита направляется по обводной магистрали: из канавки 12 через отверстия в электроде, дросселирующие отверстия 20 и, прорывая мембрану 21, через отверстия дренажа 23 в крышке 22 корпуса. За счет прохождения жидкости через дросселирующие отверстия 20 и разрыв мембраны 21 большая часть энергии гидроудара рассеивается, тем самым обеспечивается прочность и герметичность запорного фланца 2 и корпуса 1 устройства.
Полость трубопровода соединяется через корпус 1 устройства с магистралью слива электролита, через которую и происходит отбор продукта. Необходимо отметить, что при касании керна с электродом происходит срабатывание защиты и отключение устройства по току, одновременно прекращается подача электролита, при этом обратный клапан 26 закрывается. При необходимости длительного использования устройства для отбора продукта из трубопровода корпус герметизируется, для чего заглушают патрубки подвода электролита и дренажа.
Необходимо отметить, что устройство работоспособно и при отсутствии давления в полости трубы, но в этом случае после прошивки отверстия керн 16 удерживается перемычками, остающимися под трапециевидными пазами 14 рабочего бурта 9.
Предлагаемое устройство обладает рядом преимуществ, обеспечивающих положительный эффект, а именно:
- простота и надежность, отсутствие подвижных частей и возможность использования в полевых условиях;
- высокая надежность устройства за счет применения пластического амортизатора и разрушаемой диэлектрической вставки, обеспечивающих контролируемое вскрытие отверстия и гашение динамических нагрузок;
- взрывопожаробезопасность устройства за счет предотвращения разрушения трубопровода, применение запорного фланца, разгружающего трубу и компенсирующего нагрузки, вызванные давлением рабочей среды;
- снижение энергозатрат, так как вскрытие отверстия происходит под действием давления рабочей среды в трубопроводе при некоторой остаточной толщине трубы под рабочим буртом.
Таким образом, в расширении технологических возможностей устройства за счет обеспечения прошивки отверстия в действующем трубопроводе, находящемся под давлением с возможностью отбора продукта, достигаемой разгрузкой зоны обработки от усилий, вызываемых давлением в трубопроводе, контролируемым разрушением перемычки и надежным удержанием керна, а также компенсацией динамических нагрузок при вскрытии отверстия выражен положительный эффект предлагаемой конструкции.
Литература
1. Энергопоглощающий элемент. Авторское свидетельство СССР N 520935 от 5.07.76, F 16 F 1/38.
2. Амортизатор ударного действия. Авторское свидетельство СССР N 427186 от 5.05.74, F 16 F 7/12.
3. Пластический амортизатор. Авторское свидетельство СССР N 846886, 1981, кл. F 16 F 7/12.
4. Электрохимическая обработка металлов. Под. ред. И.И.Мороз. -М.: Машиностроение, 1969, 123с.

Изобретение относится к области электрохимической обработки металлов. В полом корпусе с рабочей торцевой поверхностью, цилиндрическим отверстием и кольцевой полостью расположен катод-инструмент в виде цилиндрического штока. Шток имеет рабочий бурт, осевой и радиальные каналы для подвода электролита. Между катодом-инструментом и корпусом размещен пластический амортизатор в виде цилиндрической оболочки с опорными фланцами. С корпусом соединен силовой запорный фланец, взаимодействующий с трубой. В корпусе имеются диэлектрическая прокладка и прорывная мембрана для герметизации его полости. Катод-инструмент имеет формообразующую торцевую часть с рабочей кромкой, нерабочую торцевую часть для фиксации керна и канавку для отделения этих частей. На рабочем бурте выполнены пазы трапециевидной формы, сужающиеся в направлении от формообразующей торцевой части. На цилиндрической оболочке пластического амортизатора расположена канавка заданной глубины. В результате обеспечивается расширение технологических возможностей устройства. 3 ил.
Устройство для электрохимической прошивки отверстия в трубе действующего трубопровода, отличающееся тем, что оно содержит полый корпус с рабочей торцевой поверхностью, выполненной по радиусу трубы, цилиндрическим отверстием и кольцевой полостью, образующей коллектор для отвода электролита, катод-инструмент в виде цилиндрического штока с рабочим буртом, осевым и радиальным каналами для подвода электролита, размещенный в полости и упомянутом цилиндрическом отверстии корпуса с возможностью осевого перемещения, пластический амортизатор в виде цилиндрической оболочки с опорными фланцами, размещенный между катодом-инструментом и внутренней поверхностью корпуса, и силовой запорный фланец, соединенный с корпусом и установленный с возможностью взаимодействия с трубой в процессе работы устройства, корпус выполнен с диэлектрической прокладкой для герметизации его полости со стороны рабочей поверхности и с прорывной мембраной для герметизации упомянутой полости с внешней стороны, катод-инструмент выполнен с формообразующей торцевой частью, имеющей рабочую кромку, нерабочей торцевой частью для фиксации образующегося в результате прошивки керна, и канавкой, расположенной по периметру формообразующей торцевой части для отделения рабочей кромки от нерабочей торцевой части, которая снабжена разрушаемой диэлектрической вставкой клинообразной формы, выполненной из ячеистого материала и ориентированной вдоль оси трубы, при этом рабочий бурт катода-инструмента выполнен с расположенными вдоль оси корпуса пазами трапециевидной формы, сужающимися в направлении от формообразующей торцевой части, упомянутые пазы выполнены шириной, равной толщине трубы на уровне рабочей кромки катода-инструмента, цилиндрическая оболочка пластического амортизатора выполнена с расположенной на ее наружной поверхности канавкой заданной глубины, а опорные торцы амортизатора выполнены с дросселирующими отверстиями.
| Наиболее близкий аналог не обнаружен | |||
| Устройство для электрохимической прошивки отверстий | 1986 |
|
SU1316762A1 |
| Устройство для электрохимической обработки сквозных полостей | 1983 |
|
SU1144818A1 |
| SU 294046 A, 25.03.71 | |||
| Устройство для вырезки окон в действующем трубопроводе | 1973 |
|
SU590088A1 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2000 |
|
RU2174946C1 |
| US 4988425 A, 29.01.91 | |||
| СПОСОБ ГИРОКОМПАСИРОВАНИЯ С ПРИМЕНЕНИЕМ ГИРОСКОПИЧЕСКОГО ДАТЧИКА УГЛОВОЙ СКОРОСТИ ПРИ ЛИНЕЙНОМ ДВИЖЕНИИ ОБЪЕКТА | 2002 |
|
RU2210741C1 |
| РЕГЕНЕРИРУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ УХОДА ЗА КОЖЕЙ | 2012 |
|
RU2504359C1 |
