I
Изобретение относится к автоматическим устройствам, устанавливаемым на металлорежущих станках, в частности на агрегатных станках, встраиваемых в автоматические линии.
Известна схема, реализующая способ, по которому настройка устройства осуществляется путем выпуска заданного количества воздуха в атмосферу, причем устройство содержит регулируемый элемент и сопла для входа и выхода воздуха li.
Недостатком устройства является нестабильность срабатывания со временем, поскольку меняется жесткость упругих чувствительных элементов, приводящая к потере точности, причем регулировка . при эксплуатации очень трудоемка и следовательно сопряжена с потерей производительности.
Целью настоящего изобретения является повышение надежности измерения.
Поставленная цель достигается тем, что настройку преобразователя осуществляют путем выпуска воздуха из пневмопровода в атмосферу до уравнсдаешивания давления, в рабочей камере с атмосферным, а входное сопло выполнено в виде эжектора, первый выход которого подсоединен к измерительному соплу и регулируемому дросселю, а второй ко входу рабочей камеры преобразователя.
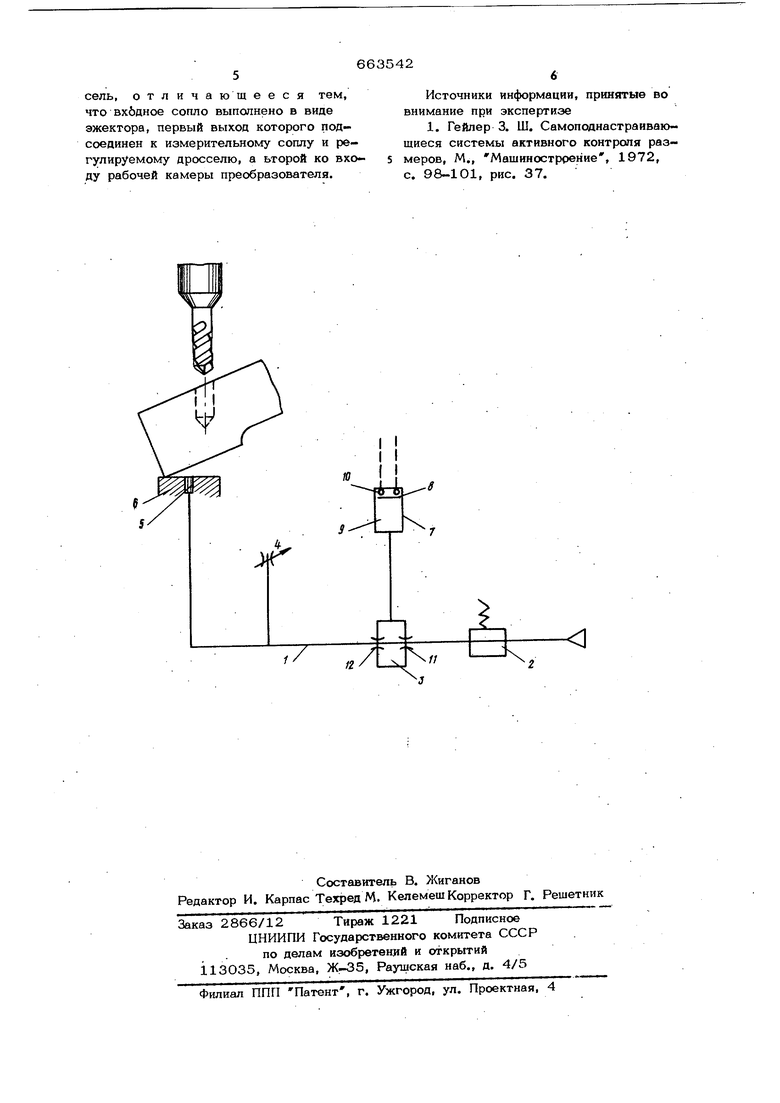
На чертеже представлено устройство для осуществления способа получения дискретного сигнала от пневматической измерительной системы.
Устройство для реализации предлагаемого способа состоит из пневмопровода 1, регулятора 2 давления, включенного в пневмопровод на входе сжатого воздуха от заводской питающей сети, входного сопла, выполненного в виде эжектора 3, установленного в пневмопроводе по ходу движения сжатого воздуха, регулируемого дросселя4, измеритель ного сопла 5, базовой планки 6, в которую встроено измерительное сопло 5, и преобразователя 7, подключенного к пневмопроводу. Чувствительный элемент 8 преобразователя выпог1Нен в виде усилителя пневматического сигнала, равного ,ОО5 ат., и разделяет рабочую камеру & и камеру противодавления 10, Эжектор 3 состоит из двух соосных постоянных дросселей 11 и 12 с разными проходными сечениями, последовательно расположенных на близком расстоянии друг от друга. Соотношение между проходными сечениями дросселей 11 и 12 и расстояние между ними выбирается таким образом, чтр при свободном истечении сжатого воздуха из сопла 5 в пространстве между дросселями 11 и 12 создается разрежение. В одном из вариантов устройства диаметр проходного сечения дросселя 11 составляет 0,6 мм дросселя 12 составляет 1,5 мм и расстояние между ними 0,5 мм, причем диаметр проходного сечения сопла 5 в базовой планке 1,5 мм. При частичном ограничении истечения воздуха из сопла 5 на участке пневмопровода между дросселями 11 и 12 раз режение переходит в некоторое избыточное давление, которое при полном эакры. тии сопла повышается до величины, обес печиваемой регулятором давления. Преобразователь 7 подключен к эжектору 3 на участке между .дросселями 11 и 12 и чувствителен к изменению давления воздуха на этом участке пневмопровода.-- В качестве преобразователя может быть применено любое устройство с чувствительным элементом практически не имеющим жесткости, например с вялой мембраной, которая при переходе от разрежения к избыточному давлению мгновенно перебрасывается и через соответствующие передаточные звенья включает командные электрические контакты.
- ёгулируемый дроссель 4 включен в пневмопровод 1 на участке между соплом 5 и зжбктором 3. Регулируемый дроссель 4 служит для настройки срабатывания устройства при требуемой допустимой величине зазора между обрабатываемой деталью и базовой планкой 6 путем стравливания части сжатого воздуха и тем самым создания разрежения в пространстве между дросселями 11 и 12.
Устройство работает следующим образом.
образователь 7 не срабатывает, его контакт разомкнут и цикл обработки не может начаться, пока причина неправильного прилегания не будет устранена.
Формула изобретения
1.Способ получения дискретного сигнала от пневматической измерительной системы, заключающийся в настройке камеры противодавления преобразователя на давление, соответствующее допускаемому зазору между измерительным соплом и заслонкой, отличающийся тем, что, с целью повышения надежности измерения, настройку преобразователи осуществляют путем выпуска воздуха из пневмопровода в-атмосферу до уравнивания давления в ра бочей камере с атмосферным.
2.УсГройство для осуществления способа по п. 1, содержащее входное
и измерительное сопла, преобразователь, с рабочей камерой и регулируемый дросВ исходном положении, когда заслонка или обрабатываемая деталь не поступила на позицию обработки, сжатый воздух из сети проходит через регулятор давления. 2 в пневмопровод 1 и далее через дроссели 11 и 12 эжектора 3 к регулируемому дросселю 4 и к соплу 5 в базовой планке 6, откуда свободно истекает в атмосферу. При этом в пространстве между дросселями 11 и 12 создается .разрежение, и в преобразователе. 7 электрический контакт разомкнут. Обрабатываемая .деталь поступает на позицию обработки и устанавливается на базовой планке одной из своих базовых поверхностей. При правильном прилегании к базовой планке 6 базовая поверхность заготовки перекрывает сопло 5, ограничивая выход воздуха из него. Это приводит к повышению давления в пневмопроводе на всем его протяжении и тем самым к срабатыванию преобра- зователя, который замыкает свой электрический контакт, включенный в блокировочную цепь в станке, разрешая начало цикла обработки. При неправильном прилегании заготовки, когда зазор между базовой планкой и базовой поверхностью заготовки- превышает максимально допустимую величину, истечение воздуха из сопла 5 через этот зазори через регулируемый дроссель 4 достаточно для того, чтобы вызвать разрежение в пространстве между дросселями 11 и 12. При этом пресель, отличающееся тем, что вхбдное сопло выполнено в виде эжектора, первый выход которого подсоединен к измерительному соплу и регулируемому дросселю, а второй ко входу рабочей камеры преобразователя.
Источники информации, принятые во внимание при экспертизе
1. Гейлер 3. Ш. Самоподнастраивающиеся системы активного контроля размеров, М., Машиностроение, 1972, с. 98-101, рис. 37.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для многоточечного контроля линейных размеров | 1977 |
|
SU655893A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1997 |
|
RU2112920C1 |
| ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА | 2005 |
|
RU2326344C2 |
| Устройство для измерения диаметра шариков и роликов | 1979 |
|
SU934220A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| Пневматическая следящая система для управления бесцентрошлифовальным станком | 1986 |
|
SU1362613A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2114716C1 |
| Устройство для высева семян | 1981 |
|
SU934952A1 |
| Пневматический прибор для бесконтактного измерения линейных размеров | 1990 |
|
SU1803729A1 |
| Аппарат искуственного дыхания | 1973 |
|
SU468626A1 |
,Ш
