(5) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА ШАРИКОВ И РОЛИКОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для измерения линейных размеров | 1989 |
|
SU1663419A1 |
| Пневматическое устройство для измерения линейных размеров | 1980 |
|
SU945654A1 |
| Пневматическое устройство для многоточечного контроля линейных размеров | 1977 |
|
SU655893A1 |
| Пневматическое устройство для измерения линейных размеров | 1986 |
|
SU1392359A1 |
| Стенд для контроля струйного порогового элемента | 1984 |
|
SU1227835A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| СТРУЙНО-ПНЕВМАТИЧЕСКИЙ ПОЛУПОСТОЯННО РАБОТАЮЩИЙ ПРОПОРЦИОНАЛЬНО-ИНТЕГРАЛЬНЫЙ (ПИ) РЕГУЛЯТОР | 2021 |
|
RU2773233C1 |
| Пневматическое весовоеуСТРОйСТВО | 1979 |
|
SU794391A1 |
| СТРУЙНО-ПНЕВМАТИЧЕСКИЙ ПОЛУПОСТОЯННО РАБОТАЮЩИЙ ПРОПОРЦИОНАЛЬНО-ИНТЕГРАЛЬНО-ДИФФЕРЕНЦИАЛЬНЫЙ (ПИД) РЕГУЛЯТОР | 2021 |
|
RU2768105C1 |
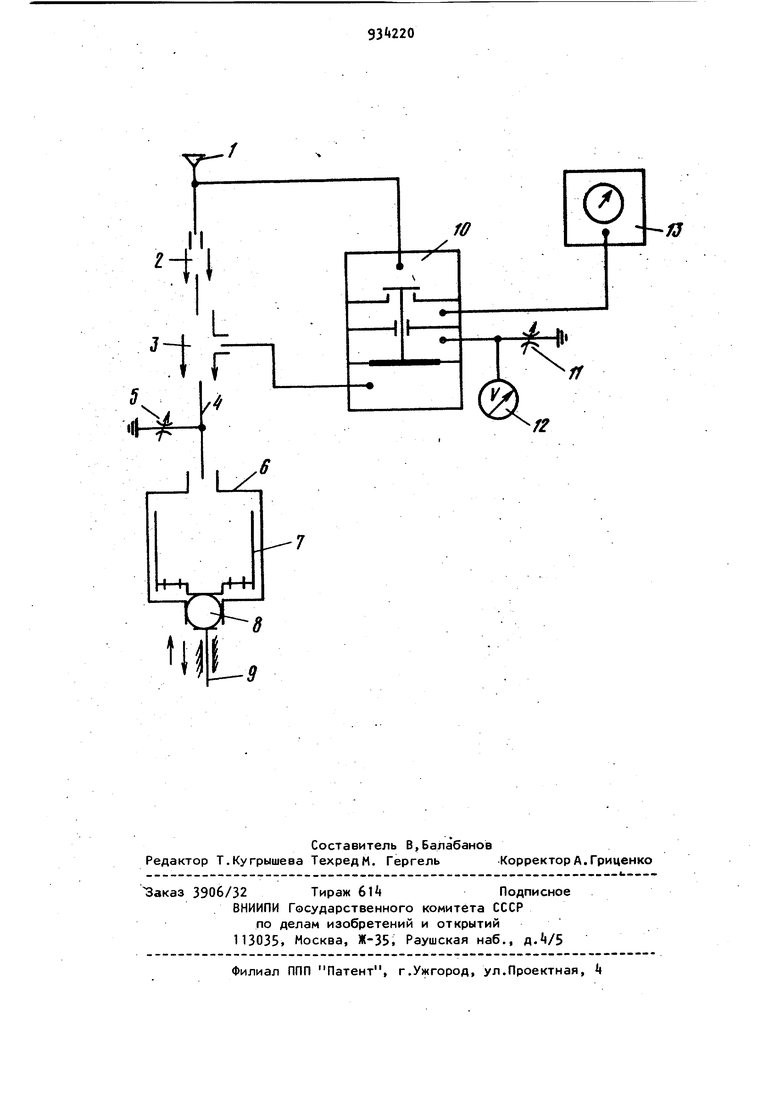
Изобретение относится к устройствам для измерения диаметра шариков и роликов и может быть использовано также для сортировки шариков и роликов. Известно устройство для измерения диаметра шариков и роликов, содержащее источник питания сжатого воздуха измерительный узел и periiCTpaTop с преобразователем 1}. Недостатком известного устройства является низкая производительность при измерении шариков и малая точноЬть .при измерении. изобретения - повышение производительности и точности измерения Указанная 1|ель достигается тем, что устройство для измерения диаметров шариков и роликов, содержащее источник питания сжатого воздуха, из мерительный узел и регистратор с гмевмопреобразователем, имеет эжектор питания, подключенный к источник питания, пневматический усилитель и регулируемый дроссель, а измерительный узел выполнен в виде емкости с соплом, внутри которой размещена другая емкость, при этом первый выход эжектора подключен к входу пневматического усилителя, которого связан с пневмопреобразователем, а регулируемый дроссель связан с соплом емкости и вторым выходом эжектора.. На чертеже представлено предлагаемое устройство. Устройство для сортировки изделий по диаметру содержит источник 1 питания сжатого воздуха, связанный с эжектором 2 питания, который сообщен с входным эжекторным сеплом 3 Выход эжекторного сопла 3 через канал k, имеющий выход в атмосферу через первый регулируемый дроссель 5, соединен с измерительным узлом, выполненным в виде емкости 6 с соплом. В емкости 6 установлена с возможностью скольжения вдоль него вторая емкость 7, торцовая стенка которой имеет отверстия сообщающие между собой полости емкос ти 6, расположенные по обе стороны о торцовой стенки емкости 7. Диаметр емкости 7 определяется минимальными размерами каждого из номиналов сорти руемых изделий 8, например шариков, подаваемых штоком 9 в емкость 6 на позицию измерения. Измерительный выход эжекторного сопла 3 соединен с входом усилителя 10, к другому входу которого непосредственно подключен источник 1 питания. Усилитель 10 име ет регулирующий коэффициент усиления дроссель 11 и перестраиваемую емкость 12, обеспечивающую регулировку величины предварения выходного сигнала усилителя 10, т.е. компен;Сацию времени запаздывания пневматической измерительной системы. Выход усилителя 10 подключен к входу много командного пневматического и регисп рирующего преобразователя 13. Предлагаемое устройство работает следующим образом. Воздух из источника 1 питания поступает в камеру усилителя 10 и на вход эжектора 2 питания, питающего входное эжекторное сопло 3- С выхода эжекторного сопла 3 воздух поступает через канал 4 в измерительную емкость 6 и выходит в атмосферу через кольцевое сечение, образованное внут ренней стенкой емкости 6 и сортируемым изделием 8, или, при отсутствии сортируемого изделия 8, через зазор, образованный внутренней стенкой емкости 6 и поверхностью выступа емкости 7. Одновременно с этим, воздух выходит в атмосферу через первый регулируемый дроссель 5 величина открытия которого регулируется в зависимости от размера поступающих на сортировку изделий 8. В зависимости от размера изделия 8 меняется площадь кольцевого зазора в емкости 6 и следовательно, меняется давление на измерительном выходе входного эжекторного сопла 3. Давление с измерительного выхода сопла 3 поступает на вход пневматического усилителя 10 и усиленновС заданн|Ям коэффициентом при помощи второго регулируемого дросселя 11 поступает на к(ногокоманд ный регистрирующий преобразователь 1 который отрабатывает команду на посылку изделия 8 в зависимости рт его размеров в соответствующую группу. При помощи регулируемой емкости 12 настраивается величина предварения выходного сигнала усилителя 10, которая выбирается в зависимости от времени переходного пррцесса пневматической измерительной системы. Одновременно с этим величина времени переходного процесса пневматической измерительной системы сокращается до минимума за счет питания входного эжекторного сопла 3 низким давлением через эжектор 2 питания и введением в измерительное сопло емкости 7, которая обеспечивает минимальный перепад давления в измерительной системе, т.е., минимальную разность давлений на измерительном выходе входного эжекторного сопла 3 при наличии и отсутствии сортируемого изделия 8 в измерительной емкости 6. Все это уменьшает инерционность предлагаемого сортировочного устройства и, следовательно, повышает производительность сортировки. Наличие в устройстве входного эжекторного сопла 3, питающегося от эжектора 2 питания, позволяет значительно расширить диапазон измерения при минимальном расходе воздуха и обеспечить точность измерения при повышении производительности. Формула изобретения Устройство для измерения диаметра шариков и роликов, содержащее источник питания сжатого воздуха, измерительный узел и регистратор с пневмопреобразователем, отличающееся тем, что, с целью повышения производительности и точности измерения, оно имеет эжектор питания, подключенный к источнику питания пневматический усилитель и регулируемый дроссель, а измерительный узел выполнен в виде емкости с соплом, внутри которой размещена другая емкость, при этом первый выход эжектора подключен к входу пневматического усилителя, выход которого связан с пневмопреобразователем, а регулируемый дроссель связан с соплом первой емкости и вторым выходом эжектора.. Источники- информации, принятые во внимание при экспертизе 1. Городецкий Ю.Г. Автоматизация пневматических измерений. М., Машиностроение, 1955, с.119-120.
