1
Изобретение относится к измерительной технике и может быть использовано для автоматизации многоточечного контроля линейных размеров.
Известно пневматическое устройство для
контроля линейных размеров, содержащее
сообщенные с источником сжатого воздуха
пороговые элементы, пневмопреобразователь
и измерительное сопло 1.
Недостатками известного устройства являются низкая надежность и невозможность получения одного сигнала от нескольких точек контроля.
Наиболее близким по технической сущности к описываемому изобретению является пневматическое устройство для многоточечного контроля линейных размеров, содержащее измерители по числу точек контроля, каждый из которых выполнен в виде сообщенных между собой порогового элемента с пневмоэлектропреобразователем, измерительное сопло с выносным эжектором и исполнительный механизм, сортирующий контролируемые изделия по сигналам с каждого из пневмоэлектропреобразователей 2.
Наличие пневмоэлектропреобразователей в каждом измерителе усложняет конструкцию устройства и снижает его надежность.
Цель изобретения - повысить надежность устройства.
Эта цель достигается тем, что пороговые элементы выполнены в виде мембранных усилителей давления, глухие камеры которых сообщены с выходом эжекторов, а их проточные камеры - с входом пневмоэлектропреобразователя.
Пневмоэлектропреобразователь выдает сигнал о достижении предельного размера в любой контролируемой точке.
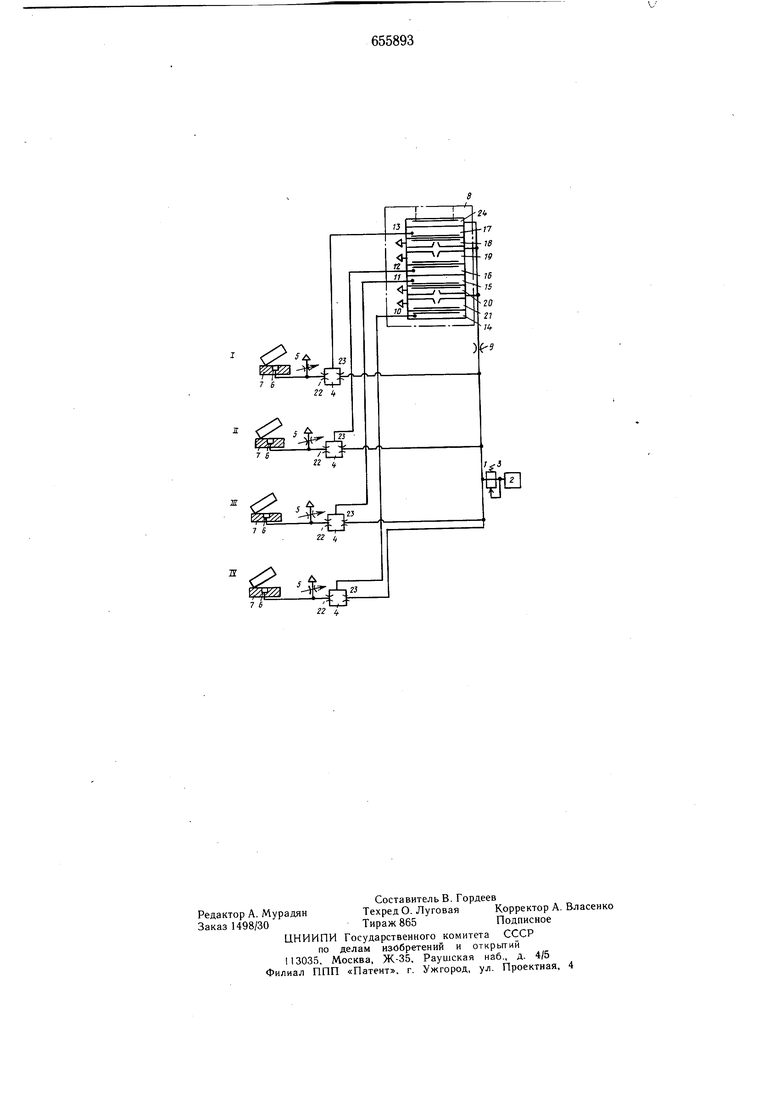
На чертеже схематично представлено устройство.
Устройство содержит пневмопровод 1, сообщающий источник 2 сжатого воздуха с регулятором 3 давления, выносные эжекторы 4, регулируемые дроссели 5, измерительные сопла б, размещенные в базовых планках 7, Пневмоэлектропреобразователь 8, сообщенный с источником воздуха через входное сопло 9, пороговые элементы в виде мембранных усилителей 10-13 давления, глухие камеры 14-17 которых соединены с выходами эжекторов измерительных каналов I-IV, выходы проточных камер 18-21 объединены и сообщены с входом пневмоэлектропреобразователя. Эжекторы состоят из двух соосных постоянных дросселей 22 и 23 с разными проходными сечениями, расположенными на близком расстоянии один от другого. Соотношение между проходными сечениями дросселей 22 и 23 к расстояние между ними выбирается таким образом, что при свободном истечении воздуха из измерительных сопел 6 между дросселями 22 и 23 создается разрежение. Устройство работает следующим образом. В исходном положении, когда обрабатываемая деталь не поступила на позицию обработки, сжатый воздух из сети проходит через регулятор 3 давления в пневмопровод 1, через дроссели 22 и 23 эжекторов 4 к регулируемым дросселям 5 и измерительным .соплам 6, через которые воздух свободно истекает в атмосферу. При этом в пространстве между дросселями 22 и 23 и камерах 14-17 усилителей создается разрежение, а давление в камере 24 преобразователя отсутствует. При поступлении обрабатываемой дета.ли на позицию обработки при правильном прилегании ее к базовой планке перекрываются измерительные сопла 6 и ограничивается выход воздуха из последних. Это приводит к повышению давления в камерах 14-17, мембраны усилителей перебрасываются, закрывая выход воздуха в атмосферу из камер 18-21, и в камере 24 преобразователя создается повышенное давление, замыкаются его контакты, входящие в блокировочную цепь станка (на чертеже не показана), разрешая начало обработки. При неправильном прилегании обрабатываемой детали в любой из контролируемых точек соответствующее измерительное сопло в зазор между базовой планкой 7 и контролируемой поверхностьюпроисходит повышенный сброс воздуха, что приводит к разрежению воздуха между дросселями 22 и 23 соответствующего канала. При этом воздух одной из камер 18-21 получает выход в атмосферу и контакты пневмоэлектропреобразователя не замкнутся, пока не будет устранена причина неправильного прилегания. Описываемое устройство обеспечивает одновременный контроль в нескольких точках без разделения выходного дискретного сигнала по каждому каналу. При этом наличие одного преобразователя для нескольких каналов уменьшает количество входящих элементов и повышает надежность работы устройства. Формула изобретения Пневматическое устройство для многоточечного контроля линейных раз.меров, содержащее измерители по числу точек контроля, каждый из которых выполнен в виде сообщенных между собой порогового элемента и измерительного сопла с выносным эжектором, и пневмоэлектропреобразователь, отличающееся тем, что, с целью повышения надежности устройства, пороговые элементы выполнены в виде мембранных усилителей давления, глухие камеры которых сообщены с выходами эжекторов, а их проточные камеры - с входом пневмоэлектропреобразователя. Источники информации, принятые во внимание при экспертизе I. Авцин А. Э. и др. Струйные устройства для автоматического контроля линейных размеров. НИИМАШ. Серия С-11. М., 1974, с. 32-34. 2. Балакшин О. Б. Автоматизация пневматического контроля размеров в машиностроении. М., Машгиз, 1964, с. 338, 16.
7 6
22 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения дискретного сигнала от пневматической измерительной системы и устройство для его осуществления | 1976 |
|
SU663542A1 |
| Пневматическое устройство для измерения линейных размеров | 1980 |
|
SU945654A1 |
| Пневматическое однопредельное устройство для контроля линейных размеров | 1982 |
|
SU1060946A1 |
| Пневматическое устройство для сигнализации изменения давления | 1987 |
|
SU1481705A1 |
| Устройство для контроля изменения давления | 1981 |
|
SU1032336A1 |
| Стенд для контроля струйного порогового элемента | 1984 |
|
SU1227835A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| ПНЕВМАТИЧЕСКИЙ ИСКРОВОЙ СИГНАЛИЗАТОР ВЗРЫВООПАСНОСТИ | 1991 |
|
RU2018964C1 |
| Устройство для контроля и сортировки сопл | 1988 |
|
SU1623799A1 |
| Автоматическое запорное устройство | 1983 |
|
SU1142684A1 |