Изобр|етен1ие касается прокатки лент ИЗ горячекатаной заготовки высокоОМических сплаво-в типа ЗИ-340 |Я| ЭИ-841.
Горяче1ката|к1ая заготовка из этих сплатаэБ- ;н;а€тольк:о xipiynKa ПРИ коммаггной TeMniepiaTypie, что холодная шрйкатка ее (невоэхюжнй в обычМо1х усло-виях. Это обстоятельство не позволяет IB долж1ком масштабе разве|р|Вуть прои3в1одств10 лекты для злектронагревателей из этих оплй,, по QBiORiM: тех1Н ическ1им характермотвкам Вполне зам-еияющих нихPCIM, а в кекотс рых .случая х и nvnaiтищу.
Изобретатели устанювяли. что хрупкость этих сплавов объясняется их хладноломкостью при комнатHiQift температуре и что при iKiarpese до 200-300° о«и пер1еходят в пластичное состояние и дюгут быть прокатаны .на тонкие размеры.
Сущнюсть настоящего изобр1етения и заключается в перенесении прокатки ленты из горячекатаной заготовки высокоомических сплавов типа ЭИ-340 и ЭИ-841 да обласш камьяатных темлер-атур в область повышенных температур порядка 200-300°.
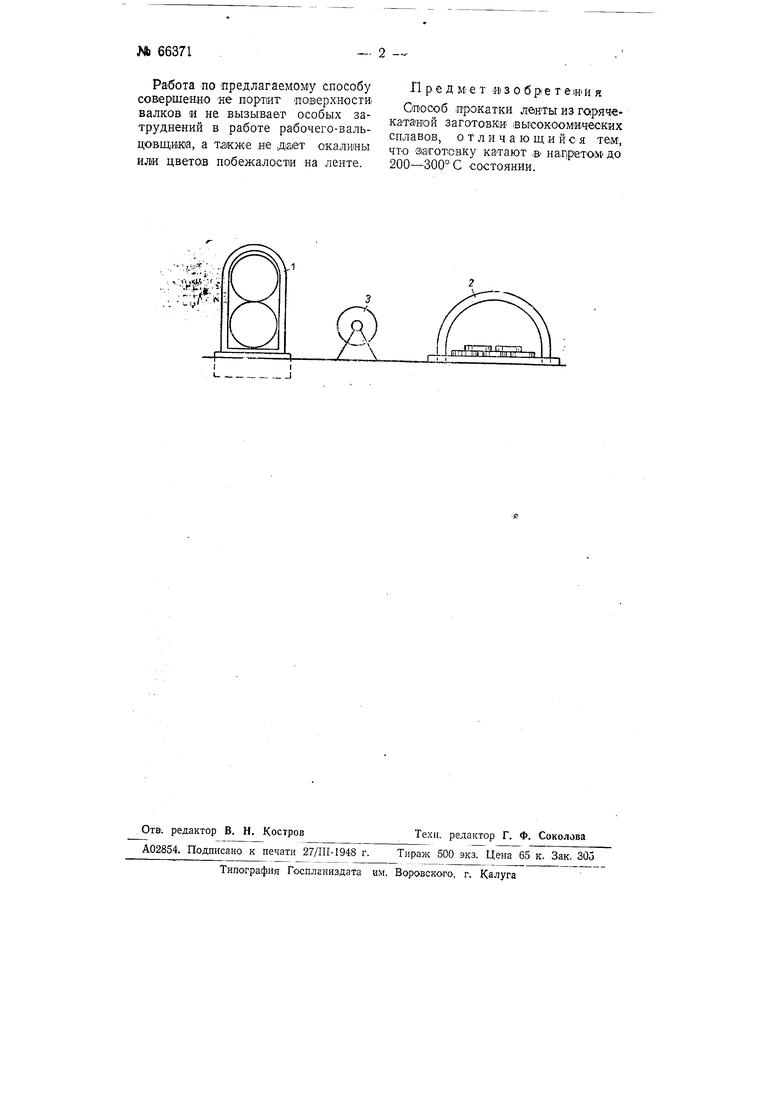
На чертеже изображена установка для прокатки ленты по предлагаемому способу.
На одной линии с холоднопрокатным станом / помеш,ается электрическая печь или другое нагревательное устройство 2, куда укладываются мотки ленты; лютки (нагреваются приблизительно до 400° и затем поочере1Дно подаются на размоточну о фпгурку 5. Пока моток заправляется в Прокатный стан, температура метал.т.а падает до 200-300°; прИ этой темп1ер1атуре, измерлемОй контактньм пирометром, дается первое обжатие. Последующие обжатия не требуют повторного подогрева, так как охлаждение металла компенсируется самонятреванием его в.а счет теплоты, выделяющейся при пластической деформации во время прокатк.;:; поэтолгу важио, чтобы первые 2-4 обл :атия были даны без значительных «ауз. После .нескОльки-х обжатии при какой-то величине наклепа, зависящей от степени хрупкости горячекатаной леиты. металл становится пластичны.м и может прокатываться дальше уже в холоД К1эм состоянии по обычиому режиму до любой толщины.
Работа ПО предлагаемому способу совершенно яе портит пов ерхност валков и не вызывает особых затруднений в работе рабочего-вальцовщиюа, а также не дйе-т окалины ИЛ1И цветов побежалости на ленте.
-Пред м; е т и з о б р е т е & и я
Способ прокатки ленты из горячекатащюй заготовки еьгсокоомических сплавов, отличающийся тем, что Заготовку катают .в нагретом до 200-300° С состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2004 |
|
RU2262401C1 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2413584C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 170×3×370 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545944C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 377×20-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2014 |
|
RU2570154C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2537682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА | 1990 |
|
SU1788641A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150Х2Х1200 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1ФБРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542142C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш ДЛЯ РЕАКТОРОВ АЭС НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545949C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
