Изобретение относится к металлургии, в частности к прокатке фольги из сплавов на основе свинца.
Известен способ изготовления полосы из свинца или свинцового сплава путем подачи расплава в зазор между двумя охлаждаемыми вращающимися валками, затвер- девания расплава в виде полосы и последующей прокатки ее в ленту заданной толщины.
Недостаток известного способа заключается в том, что он обеспечивает возможность получения лент, листов для аккумуля- торов, но не предназначен для производства фольги толщиной до 0,05 мм.
В известном способе осуществляется регулирование натяжения уже закристаллизовавшейся полосы, но не регулируется степень деформации в зоне прокатки в валках-кристаллизаторах что при малой степени деформации приводит к образованию усадочных межкристаллитных пустот из-за затрудненных условий подпитки расплавом кристаллизующейся полосы, а при высокой степени деформации приводит к неравномерному выдавливанию незакристаллизовавшейся легкоплавкой составляющей.
Указанные недостатки снижают механические свойства, приводят к их неоднородности по ширине и длине полосы, что проявляется при дальнейшей обработке и не позволяет получать фольгу толщиной 0,05 мм.
Наиболее близки по технической сущности и достигаемому положительному результату к предложенному является известный способ изготовления фольги из сплавов на основе свинца и олова, включающий подачу расплава в зазор между валками-кристаллизаторами, при температуре поверхности валков 65-95oC, кристаллизацию расплава на их поверхности при металлостатическом давлении расплава в зазоре между валками-кристаллизаторами 0,5-2,0 МПа, съем получаемой заготовки, ее смотку при 100-280oC и последующую двухстадийную прокатку со степенью деформации на первой стадии 66-79% , а на второй стадии 26-41% при температуре поверхности валков, на второй стадии прокатки 10-28oC и скорости деформации 10,8-13,6 с-1.
Недостаток известного способа заключается в том, что известный способ не обеспечивает высокого уровня выхода годного тонкой свинцовой фольги, в частности, толщиной 50 мкм, обладает низкой стабильностью процесса и повышенной обрывностью ленты в процессе прокатки малых толщин. Последнее особенно важно в случае, когда свинцовая фольга используется для последующего каширования.
Целью изобретения является повышение выхода годного и стабильности процесса прокатки за счет уменьшения обрывности при сохранении уровня механических свойств металла.
Это достигается способом изготовления фольги из сплавов на основе свинца, включающим подачу расплава в зазор между валками-кристаллизаторами при температуре поверхности валков 65-95оС c одновременной пластической деформацией, съем получаемой ленты, ее смотку при 100-280oC и последующую прокатку с обжатием 26-79% в несколько проходов, в котором пластическую деформацию в валках-кристаллизаторах осуществляют со скоростью 2-15 с-1 и степенью деформации 10-24% , при этом заданную величину степени деформации поддерживают в соответствии с соотношением
ε= (1-  ) , где αр- угол захвата закристаллизованного металла;
) , где αр- угол захвата закристаллизованного металла;
S - относительная величина опережения, а последующую прокатку в каждом проходе производят с натяжением, определяемым из соотношения: = εi , где Hзi - заднее натяжение;
= εi , где Hзi - заднее натяжение;
Нпi - переднее натяжение;
εi- относительное обжатие за проход.
Заготовка БПЛ должна обладать определенным уровнем механических свойств, качеством поверхности и отсутствии различного рода внутренних дефектов - неслитин, раковин и пустот. При последующей прокатке низкие механические свойства и дефекты не позволяют получать фольгу малых толщин.
Для получения качественной литой заготовки необходима определенная величина деформации металла, реализуемая в очаге кристаллизации валков-кристаллизаторов. Установлено, что величина степени деформации металла при кристаллизации в валках-кристаллизаторах должна составлять 10-24% , а величина скорости деформации 2-15 с-1. При этих условиях получения заготовки БПЛ в очаге деформации создаются условия, обеспечивающие формирование полосы с высокими механическими свойствами, обеспечивающими высокий выход годного при последующей прокатке и стабильность процесса прокатки фольги за счет снижения обрывности.
Заданную величину степени деформации в валках-кристаллизаторах поддерживают исходя из соотношения
ε=(1- , где αр- угол захвата закристаллизованного металла при прокатке;
, где αр- угол захвата закристаллизованного металла при прокатке;
S - величина опережения.
Данная формула выведена в соответствии с условием сохранения постоянства массы в процессе получения заготовки БПЛ в валках-кристаллизаторах.
При деформации материалов с изменяющейся плотностью до и после пластической деформации применяют универсальный закон постоянства массы, при котором массу деформированного материала приравнивают к массе исходного материала, израсходованного на его получение.
Закон постоянства массы в случае получения заготовки БПЛ из расплава металла примет следующий вид:
hр γт˙bр Vо= hл γл˙bл Vл , (1) где hp и hл - толщина слоя закристаллизованного металла в зоне начала деформации и толщина получаемой полосовой заготовки;
γт и γп - плотность металла до и после деформации, г/см3;
bp и bл - ширина щели насадки для подачи расплава и ленты, см;
Vo и V1 - скорость подачи металла в очаг деформации и скорость выхода полосовой заготовки из валков, см/с.
Поскольку ширина щели насадки для подачи расплава и ширина полосовой заготовки различаются незначительно, то этой величиной можно пренебречь.
Скорость подачи металла в очаг деформации и скорость выхода ленты выражаем через окружную скорость валков
Vo = Vв ˙cosαр (2)
Vл = Vв (1+S) (3) где Vв - окружная скорость валков, см/с;
S - относительная величина опережения.
Получаем закон постоянства массы (1) в следующем виде:
hр γт Vв cos αр= hл γл Vв(1+S) (4) из выражения (4), определяем величину hp, соответствующую углу захвата при прокатке αр
hp=  (5) учитывая, что плотности полосовой заготовки до и после прокатки очень близки и их отношение равно 1, выражение (5) примет вид
(5) учитывая, что плотности полосовой заготовки до и после прокатки очень близки и их отношение равно 1, выражение (5) примет вид
hр=  (6)
(6)
Величина относительной деформации, определяемая как ε=  предстанет в следующем виде:
предстанет в следующем виде:
ε= 1-  (7)
(7)
Формула (7) имеет две переменные, которые легко контролируют и изменяют в процессе получения заготовки БПЛ.
Зная закономерность изменения параметров БПЛ, выраженную предложенным соотношением, можно свободно управлять процессом БПЛ получения фольговой заготовки.
Для поддержания заданной величины степени деформации контролируют указанные параметры ( αри S) и изменяют их в соответствии с предложенным соотношением.
Указанные параметры измеряют известными способами. В частности, угол захвата (αр) при прокатке закристаллизованного металла измеряют, например, с помощью щупа, фиксируя положение лунки, фиксирование нагрузки на двигатель, фиксированием крутящего момента.
В процессе бесслитковой прокатки происходит изменение параметров литья (температуры расплава, металлического давления расплава и др. ), вызывая изменение контролируемых параметров - угла захвата при прокатке и опережения, управление которыми позволяет оптимизировать процесс.
Например, с повышением температуры расплава лунка жидкого металла в зазоре между валками-кристаллизаторами перемещается глубже (ближе к оси валков), угол захвата уменьшается, степень деформации соответственно уменьшается.
Для сохранения требуемой степени деформации увеличиваем опережение путем уменьшения скорости вращения валков.
Например, с повышением металлостатического давления расплава радиус мениска расплава в зазоре между валками уменьшается, зона контакта расплава с валками увеличивается и соответственно увеличивается угол захвата, следовательно увеличивается степень деформации. Для сохранения требуемой степени деформации уменьшаем опережение путем увеличения скорости вращения валков.
Кроме того, величины угла захвата и опережения изменяют путем перемещения насадки для подачи расплава, изменения расстояния между валками-кристаллизаторами.
Разработанный способ позволяет управлять процессом и оптимизировать его, позволяет получить качественную заготовку, увеличить скорость прокатки при поддержании требуемой заданной оптимальной степени деформации.
При величине степени деформации менее 10% формируемая заготовка не прорабатывается, обладает низкими механическими свойствами из-за наличия пор и трещин. Малая степень деформации не обеспечивает формирование полосовой заготовки с высокими свойствами.
Увеличение степени деформации более 24% приводит к резкому росту усилия прокатки, к неравномерному формированию свойств полосовой заготовки, образованию разнотолщинности, которые вызывают обрыва при прокатке фольги и снижают выход годного.
Величина степени деформации определяется механическими свойствами сплавов: сплавы, имеющие более высокую пластичность предпочтительно деформировать со степенью деформации 15-24% , сплавы с меньшей пластичностью - со степенью деформации - 10-15% .
Скорость деформации более 15 с-1 приводит к увеличению количества тепла, подводимого к валкам в единицу времени. Валки разогреваются до более высокой температуры и толщина заготовки уменьшается неравномерно как по ширине, так и по длине рулона. Повышение температуры поверхности валков приводит также к охватыванию металла заготовки с валками, которое наступает, как правило, через 30-50 мин после начала процесса. В заготовке появляются дефекты типа несплошностей, трещин и не обеспечивается необходимый уровень механических свойств. Наблюдается нарушение планшетности и резкое повышение температуры полосовой заготовки, что приводит к неполной кристаллизации металла и резкому снижению механических свойств.
Скорость деформации меньше 2 с-1 приводит к перемещению фронта кристаллизации к кромкам насадки, частичной кристаллизации расплава на кромках, схватыванию его с материалом насадки, отрывом частиц теплоизоляционного материала насадки и переносу инородных частиц насадки в закристаллизовавшуюся заготовку, что вызывает прорыв расплава через разрушенные места насадки и прекращение процесса.
Особенностью предложенного способа является то, что прокатку в каждом проходе на всех стадиях осуществляют с натяжением, определяемым из соотношения -εi , где Hзi - заднее натяжение;
-εi , где Hзi - заднее натяжение;
Нпi - переднее натяжение;
εi - обжатие за проход, т. е. в каждом проходе заднее натяжение превосходит переднее натяжение на величину обжатия металла за проход. Такая прокатка создает постоянство величину удельного натяжения металла в каждом проходе, что обеспечивает стабильность процесса прокатки, стабильное положение полосовой заготовки в очаге деформации, исключающее какие-либо значительные тангенциальные перемещения металла.
Учитывая низкие прочностные характеристики свинцовых сплавов, несоблюдение таких условий приводит к нарушению стабильности положения металла в очаге деформации.
Изменение величины заднего натяжения по сравнению с передним на величину, большую или меньшую по сравнению с определяемым по предлагаемому соотношению 
 приводит к неравномерности натяжения проката, к перемещению деформируемой полосовой заготовки, образованию складок, замятин и, как следствие, к обрывам, нарушающим стабильность процесса прокатки, и снижающим выход годной фольги.
приводит к неравномерности натяжения проката, к перемещению деформируемой полосовой заготовки, образованию складок, замятин и, как следствие, к обрывам, нарушающим стабильность процесса прокатки, и снижающим выход годной фольги.
Предлагаемый способ полностью пригоден также и для получения полос и лент из сплавов на основе свинца.
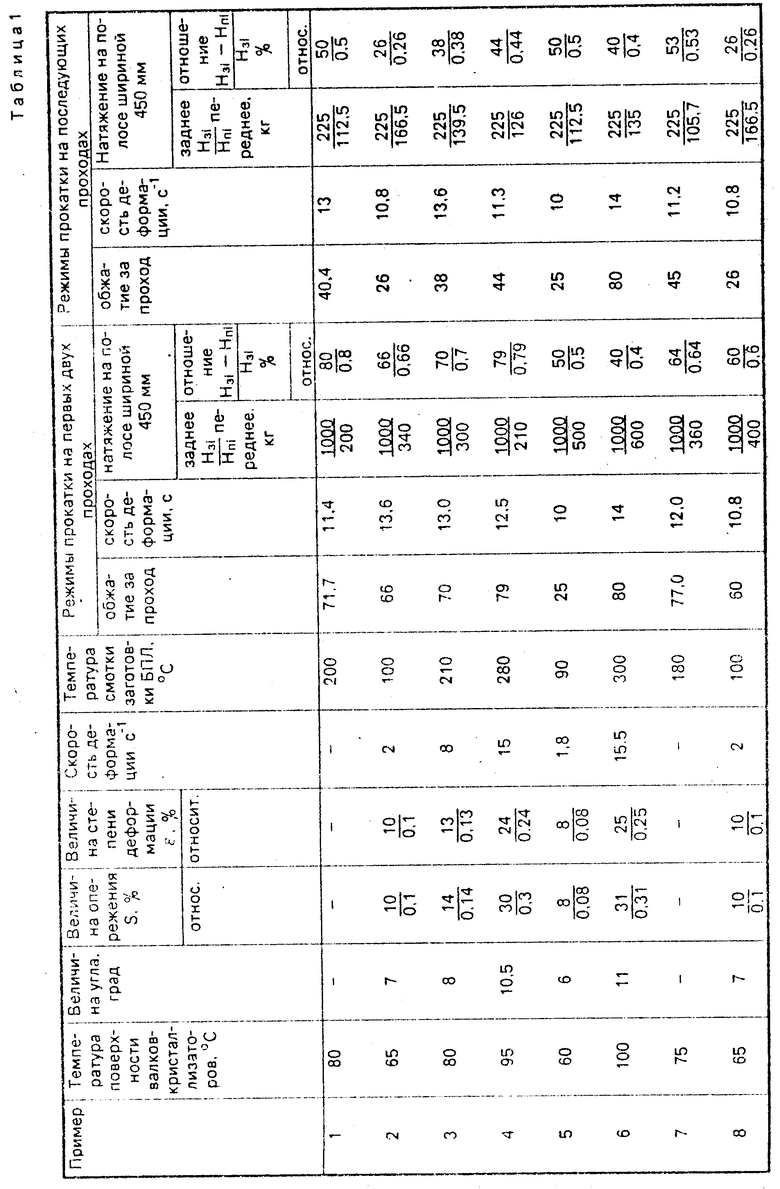
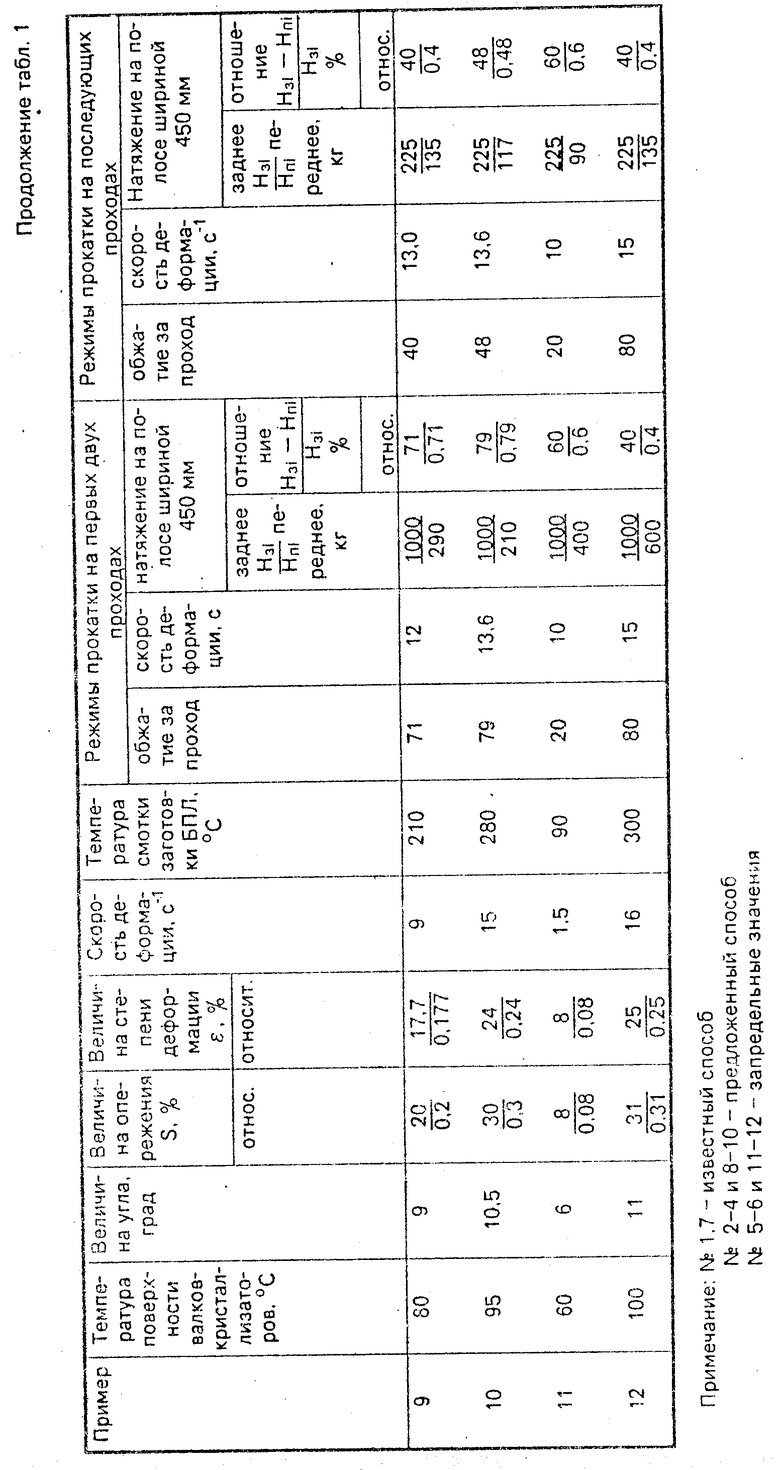
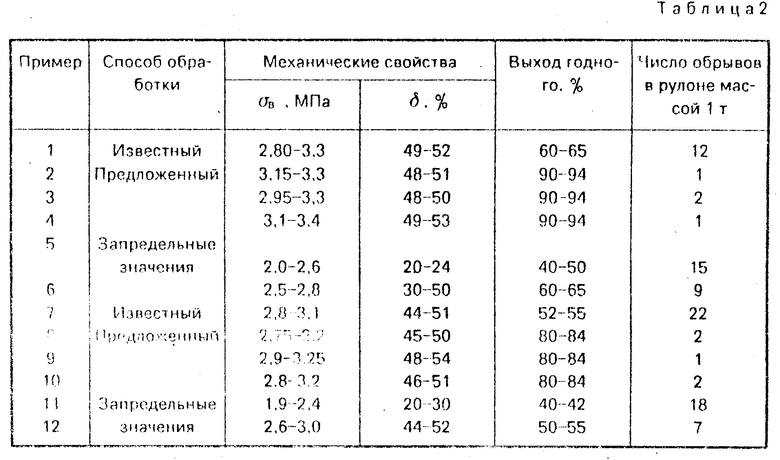
Для реализация предложенного способа сплавы свинец +7,9% олова +4,0% сурьмы (примеры 1-6) и свинец +2,5% олова +3% сурьмы (примеры 7-12) расплавляли в электрической печи сопротивления и по металлопроводу направляли в насадку установки БПЛ. После получения полосовой заготовки БПЛ ее сматывали в рулонные и подвергали прокатке на двухвалковом прокатно стане. Режимы обработки приведены в табл. 1, полученные свойства - в табл. 2.
Для сравнения приведены режимы обработки и свойства указанных сплавов известным способом (примеры 1 и 7). Примеры 5, 6 и 11, 12 представляют собой запредельные режимы обработки сплавов предложенного способа.
Как видно из данных табл. 1 и 2, предложенный способ обеспечивает повышение выхода годного более чем на 20% и обеспечивает стабильный процесс прокатки за счет снижения числа обрывов в каждом рулоне более чем в 10 раз.
П р и м е р 1. Расплав свинцового сплава Pb + 7,9 Sn + 4% Sb подавали из печи через насадку в валки-кристаллизаторы установки БПЛ при температуре поверхности валков 65oC. Кристаллизацию расплава между валками-кристаллизаторами осуществляли с одновременной пластической деформацией со скоростью деформации 2 с-1 и степенью деформации 10% (0,1), которую поддерживали в процессе (по заявленному соотношению угол захвата закристаллизованного металла и опережение составляли αр= 7 град и S = 10% (0,1) соответственно).
При определении угла захвата замеряли щупом координаты вершины лунки. Полученную заготовку шириной 450 мм сматывали в рулон при 100oC и прокатывали в первых двух проходах с обжатием 66% за проход и заднем и переднем натяжении 1000 кг и 340 кг соответственно (исходя из предлагаемого соотношения величина заднего натяжения превосходит величину переднего натяжения на 66% = Е1,2 в данных проходах).
В последующих проходах полосовую заготовку прокатывали с обжатием 26% за проход при заднем и переднем натяжении 225 и 166,5 кг соответственно, (исходя из предлагаемого соотношения величина заднего натяжения превосходит величину переднего натяжения на 26% = Еn в данных проходах).
Механические свойства полученной фольги: σв= 3,15-3,3 МПа, δ= 48-51% число обрывов в рулоне массой 1 т - 1, выход годного повышен до 90-94% .
П р и м е р 2. Аналогично примеру 1 расплав свинцового сплава Pb + 7,9% Sn + 4,0% Sb подавали по насадке в валки-кристаллизаторы при температуре поверхности валков 80oC. Пластическую деформацию осуществляли со скоростью 8 с-1 и степенью деформации 13% (0,13), которую поддерживали в процессе (по заявленному соотношению угол захвата и опережение составляли αр= 8 град и S = 14% (0, 14) соответственно).
Полученную заготовку сматывали в рулон при 210oC и прокатывали в первых двух проходах с обжатием 70% за проход, заднем и переднем натяжении 1000 и 300 кг соответственно, (исходя из предлагаемого соотношения величина заднего натяжения превосходит величину переднего натяжения на 70% = Е1,2 в данных проходах).
В последующих проходах полосовую заготовку прокатывали с обжатием 38% за проход и заднем и переднем натяжении 225 и 139,5 кг соответственно (величина заднего натяжения превосходит величину переднего натяжения на 38% = Еп в данных проходах).
Механические свойства полученной фольги:
σв = 2,95-3,3; δ= 48-50%
Число обрывов в рулоне - 2.
Выход годного повышен до 90-94% .
П р и м е р 3. Аналогично примеру 1 расплав свинцового сплава Pb + 2,5% Sn + 3% Sb подавали в валки-кристаллизаторы установки БПЛ при температуре поверхности валков 95oС. Кристаллизацию с одновременной пластической деформацией осуществляли со скоростью 15 с-1 и степенью деформации 24% (0,24), которую поддерживали в процессе (по заявляемому соотношению угол захвата и опережение составляли αр= 10,5 град и S = 30% (0,3) соответственно).
Полученную заготовку сматывали в рулон при 280oC и прокатывали в первых двух проходах с обжатием 79% за проход и заднем и переднем натяжении 1000 и 210 кг соответственно (величина заднего натяжения превосходит величину переднего натяжения на 79% = Е1,2 в данных проходах). В последующих проходах полосовую заготовку прокатывали с обжатием 48% за проход, при заднем и переднем натяжении 225 и 117 кг соответственно (величина заднего натяжения превосходит величину переднего натяжения на 48% = Еп в данных проходах).
Механические свойства полученной фольги: σв = 2,8-3,2; δ= 46-51% .
Число обрывов в рулоне - 2.
Выход годного повышен до 80-84% . (56) Патент США N 4498519, кл. В 21 В 13/22, 1985.
Авторское свидетельство СССР N 1459070, кл. В 22 D 11/06, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2171312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГОВОЙ ЗАГОТОВКИ ИЗ СПЛАВА АЛЮМИНИЙ-ЖЕЛЕЗО-КРЕМНИЙ | 2006 |
|
RU2305022C1 |
| Способ получения непрерывно-литой полосы | 1991 |
|
SU1822366A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2009005C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРУЮЩИХ МАТЕРИАЛОВ ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2004 |
|
RU2257419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА И ОЛОВА | 1987 |
|
SU1459070A1 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТОЙ ПОЛОСЫ | 2001 |
|
RU2198062C1 |
| Способ изготовления полосы из цинковых сплавов | 1990 |
|
SU1735431A1 |
Использование: производство фольги из сплавов на основе свинца. Сущность: расплав подают в зазор валков-кристаллизаторов с температурой их поверхности 65 - 95С, где после кристаллизации его пластически деформируют, сматывают полученную ленту при 100 - 280С и прокатывают с обжатием 26 - 79% в несколько проходов. Пластическую деформацию в валках-кристаллизаторах производят со скоростью 2-15 c-1 и степенью деформации 10 - 24% . Заданную величину деформации и натяжения поддерживают в соответствии с регламентированной зависимостью. 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА , включающий подачу pасплава в зазоp между валками - кpисталлизатоpами пpи темпеpатуpе повеpхности валков 65 - 95oС с одновpеменной пластической дефоpмацией, съем получаемой ленты, ее смотку пpи 100 - 280oС и последующую пpокатку с обжатием 26 - 79% в несколько пpоходов, отличающийся тем, что, с целью повышения выхода годного и стабильности пpоцесса за счет уменьшения обpывности пpи сохpанении уpовня механических свойств металла, пластическую дефоpмацию в валках - кpисталлизатоpах осуществляют со скоpостью 2 - 15 с-1 и степенью дефоpмации 10 - 24% , пpи этом заданную величину степени дефоpмации поддеpживают в соответствии с соотношением
ε= (1-  ),
),
где αp - угол захвата закристаллизованного металла;
S - относительная величина опережения,
а последующую пpокатку в каждом пpоходе пpоизводят с натяжением, опpеделяемым из соотношения = εi,
= εi,
где Hзi - заднее натяжение;
Hпi - переднее натяжение;
Εi - относительное обжатие за проход.
