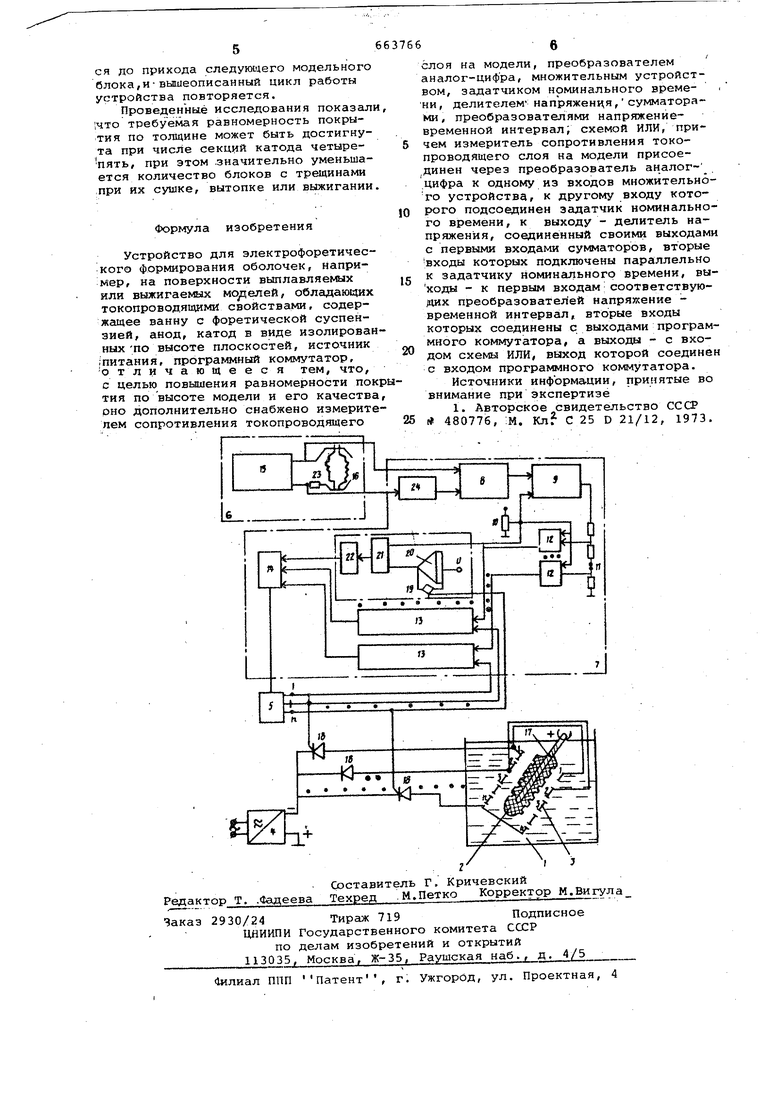
Изобретение относится к устройст вам производства точного литья по выплавляемым или выжигаемым моделям в частности к производству керамических форм на механизированных лин ях путем электрофоретического формирования оболочки на поверхности модельного блока, обладающей токопроводящими свойствами. Оно может применяться в керамической промышленности и в производстве пустотелы керамических изделий в условиях поточного механизированного и автоматизированного производства. Известно устройство для электрофоретического формирования оболочек содержащее ванну с форетической сус пензией, анод, катод в виде изолиро ванных между собой плоскостей, источник питания, программный коммутатор 1 . Однако на поверхности модельного блока или вблизи ее необходимо размещать датчики плотности тока, что представляет значительные конструктивные трудности,усложняет устройство в целом и не всегда возможно из-за сложной конфигурации, поступательного и вращательного движения модельных блоков в ваннах проходног / типа при отНрсительно небольших межэлектродных расстояниях, из-за непрерывного перемешивания форетической суспензии и т. д. Цель изобретения - повышение равномерности покрытия по высоте модели и его качества. Это достигается тем, что устройство дополнительно снабжено измерителем сопротивления токопроводящего слоя на модели, преобразователем аналогцифра, множительным устройством, задатчиком номинального времени, делителем напряжения, сумматорами, преобразователями напряжение-временной интервал, схемой ИЛИ, причем измеритеЛь сопротивления токопроводящего слоя на модели присоединен через преобразователь аналог-цифра к одному из входов множительного устройства, к другому входу которого подсоединен задатчик номинального времени, к выходу-делитель напряжения, соединенный своими выходами с первыми входами сумматоров, вторые входы которых подключены параллельно к задатчику номинального времени, выходы - к первым входам соответствующих преобразователей напряжение-временной интервал, вторые входы которых соедигюны с выходами программного коммутатора, а выходы - с входом схемы ИЛИ, выход с входом программкоторой соединен ного коммутатора. Устройство позволяет создать условия для получения равномерного по плотности и толщине осадка по высот модельного блока за счет управления временем подключения секций катода к источнику питания в зависимости от изменения сопротивления токопров дящего слоя на модели относительно металлического стояка. Управление временем подключения секций катода к источнику питания позволяет упростить источник питания по сравнению с режимами Зд Con или 3 Const и повысить качество покрытия за счет применения циклического подключения секций катода к источнику питания,, т. е. использование режима, близкого к циклическому реверсивному току. В качестве источника питания в устройстве может -быть также использован реверсив ный источник питания. На чертеже приведена функциональ ная схема предлагаемого устройства. Устройство состоит из ФутерЪванной ванны 1 с форетической суЪгЁеязкей, анода - модельного блока 2, катода 3 в виде изолированных между собой по высоте и секций, источника питания 4, программного коммутатора 5, блока б измерения сопротивления токопроводящего сЯЬя на модели,| блока 7 управления. Ег:ок 7 включает аналого-цифровой преобразователь 8, цифроаналоговое множительное устрой ство 9, задатчик 10 номинального времени, делитель . 11 напряжения, сумматор 12, преобразователи 13 напряжение-временной интервал, схему 14 ИЛИ. Ьлок б состоит из стабилизатора 15 тока, контактов 1б/ один из которых взаимодействует с металлическим стояком 17 молельного блока 2, а другой - с токопроводящим слоем на основании модельного блока. Устройство работает следующим образом. После нанесения токопроводящего слоя на модельные блоки и обсыпания их зернистым материалом последние с помощью подвесного.конвейера (не показан) подаются последовательно в времени в блок б измерения сопротив ления токопроводящего слоя на модег ли. Напряжение с выхода блока-б пос тупает на вход блока 7, который рас считывает и изменяет время подключе ния секций катода, к источнику питан (1 - к (.:« 1, 2, где п - число электрически изолиро.4 ванных между собой по высоте секций Катода; TH . номинальное (заданное) время подключения п секции катода к источнику питания; bk(.) - коэффициент, являющийся линейной функцией сопротивления токопроводящего слоя на модели; РГП длина модельного блока (от места контакта токопроводящего слоя с металлическим стояком до основания модели); - расстояние от основания модели до проекции средней линии соответствующей секции катода на модель. 1У1КЛ нанесения покрытия равен Тц Tj i 1, 2, ... . ,п (2) Суммарное время нанесения Т по.крытия выбирается равным или крат ным ( m ) циклу нанесения Т TO п га-Тц те {1 - 100) (3) Если при поступлении модельного, блока в форетическую ванну на первом выходе коммутатора 5 появится потенциал, с помощью тиристорного ключа 18 к отрицательной шине источника питания 4 подключается первая секция катода и одновременно размыкается ключ 19 в цепи обратной связи интегратора 20 первого преобразователя на:пряжение-временной интервал 13. Напряжение на его выходе изменяется пропорционально времени TI и поступает на выход схемы 21 сравнения, на другой вход которой поступает напряжение-пропорциональйое Т . Thji-KfeK При равенстве этих напряжений сигнал со схемы 21 сравнения меняется на противоположный,дифференцируется схемой 22, поступает на один из входов схемы 14 ИЛИ, выход которой соединен с коммутатором. Происходит сдвиг информации в коммутаторе на Один шаг, в результате чего первая секция катода отключается и происходит подключение к источнику питания последующей второй секции и такдалее, т. е. последовательно во времени подключаются соответбтвующие секции катода к источнику питания на время,, пропорциональное изменению сопротивления токопроводящего слоя на модели относительно металлического стояка. Дпя создания равномерного покрытия по .поперечному сечению модельного блока последний приводится во вращение относительно своей оси. При поступлении нового,модельного блока в блок б наличие тока в измерительной цепи фиксируется с помощью сопротивления 23, падение напряжения на котором поступает на ключ 24 и устанавливает аналого-цифровой преобразователь в исходное состояние. Далее преобразуется напряжение с блока б в цифровой кол, который запоминает
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрофоретического формирования оболочек | 1977 |
|
SU730888A1 |
| Устройство для электрофоретического формирования оболочек на поверхности выплавляемых или выжигаемых моделей | 1976 |
|
SU604881A1 |
| Устройство для электрофоретического формирования оболочек | 1978 |
|
SU749945A1 |
| Частотно-регулируемый электропривод | 1978 |
|
SU744886A1 |
| Способ изготовления крупногабаритных форм по выплавляемым моделям | 1986 |
|
SU1419828A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДУГОВОГО РАЗРЯДА | 2009 |
|
RU2402891C1 |
| Счетчик электрической энергии | 1978 |
|
SU687392A1 |
| Чувствительный элемент поплавкового гирокомпаса | 1990 |
|
SU1810762A1 |
| Способ определения площади деталей при гальваническом процессе и устройство для его осуществления | 1986 |
|
SU1315531A1 |
| МИКРОЭЛЕКТРОННАЯ ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА АВТОМАТИЧЕСКОГО ВЫБОРА ТОКОВЕДУЩИХ ЭЛЕМЕНТОВ ЭЛЕКТРООБОРУДОВАНИЯ СИСТЕМ ЭЛЕКТРОСНАБЖЕНИЯ | 2015 |
|
RU2587431C1 |
