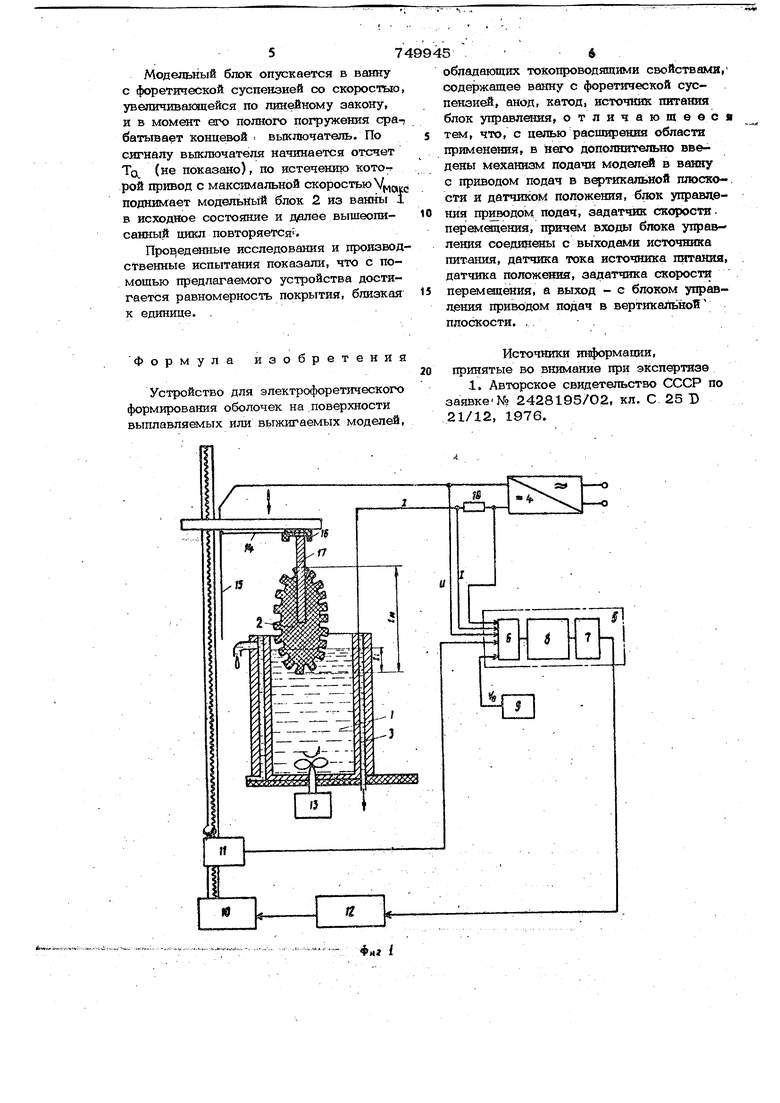
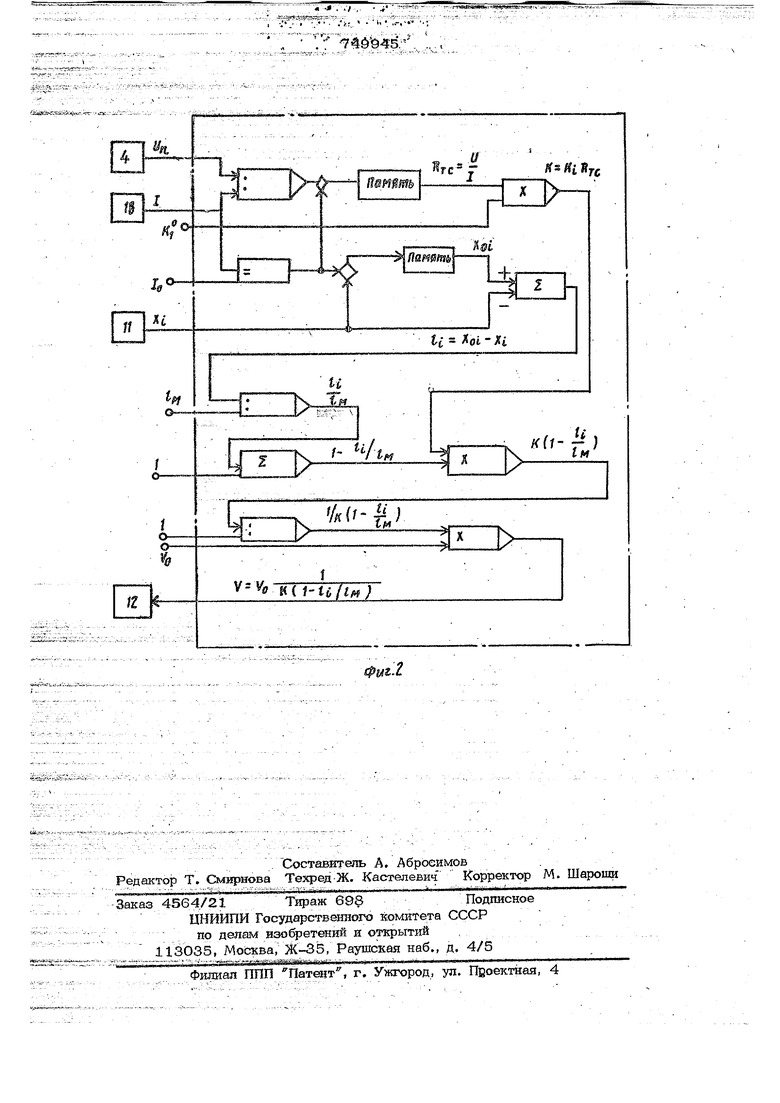
(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМИРОВАНИЯ ОБОЛОЧШС Изобретение относится к устройствам ДЛЯ производства точного литья по выплавляемым ИЛИ выжигаемым моделям, в частности к производству керамических форм путем электрофгоретичеекого формирования оболочек на поверхности модельных блоков, обладающих токопровод5пдими свойствами. Кроме того, оно может найти применение в керамическсэй промышлен ности в производстве пустотелых керами ческих изделий. Известно устройство для элекфофоретического формирования оболочек н.а поверхности выплавляемых или выжигаемь|Х моделей, обладающих токопроводяпшми свойствами, содержащее ваннус форетической суспензией, анод, катод, источник питания и блок управления ij . Недостатком данного устройства является то, что в ванне с секцибнированныи катодом затрудняется обеспечение принзййтёлбного охлаждетшя, необходимоШ Прй Т анесении элект Х)форетических покрытий на модели из легкоплавких композиций. Цель изобретения - расширение области применения устройства. Это достигается тем, что в устройство дополнительно введены механигэм подачи моделей в ванну с приводом подач в вертикальной ПЛОСКОСТИ и датчиком попожения, блок управления приводом подач, задатчик скорости Перемещения, причем входы блока управления соединены с выходами источника питания, датчика тока источника питания, датчика. положения (в вертикальной плоскости), задатчика скорости перемещения, а выход - с блоком управления приводом подач в верти- кальной ПЛОСКОСТИ. На фиг. 1 приведена функциональная схема предложенного устройства; на. фиг. 2 - структурная схема управляющей вычислительной машины дпя управления равномерностью форетических покрытий по высоте модели. Устройство состоит из ванны 1с форштаческоЙ суспензией с принудительным вод5аным охлаждением, шода модегшкого блока 2, катода 3, источника питания 4, устройства 5 управления в виде управляющей вьгчиспитепьной маши ны с устройствами ввода б, вывода 7. и процессором 8, задатчшса 9 скорости перемещения, устройства подачи модепей с приводом 10 подач, кинематически связанного с ним датчика 11 положения, устройства 12 управления приводом и устройства 13 первмгешивания форетической суспензии. Устройство работает следующим образом.. . После нанесения токопроводящёгд слоя на модельные блоки и обсыпания их зернистым материалом последние последовательно с помощью устройства подачи моделей автооператорного типа подаются в форетлческую ванну 1. При подаче модельного блока 2 в ванну в определенной зоне на него подается положительный потенциал в результате контактирования пружины 14 с медной шиной 15. Приче пружина 14 соединена электрически с зажимом 16, в который вставляется металлический стояк 17 модельного блок 2, а мeднa я шина 15 соединена с положительной шиной источника питания 4, При контактировании основания модельно блока 2 с форетической суспензией в ванне 1, катод 3 которой соединен элект рически с отрицательным полюсом источн ка питания 4, в образовашейся цепи потё чет ток, величина которого в основном определяется напряжением источника питания 4 и величиной сопротивления токопроводящего слоя R. между основание модельного блока 2 и металлическим стояком Д7, Наличие тока О в этой цепи является для ввода информации с шунта 18 о величине тока 3 с зажимов источника питания 4 - о вели чине напряжения U и с датчика. 10 - о значении величины Хд перемвцения, которое запоминается. В результате вычислений микро-ЭВМ изменяет скорость перемещения VMOдепыюго блока путем выдачи управляющего сигнала на блок упсравпенйя прй ёШЬКГот максимайьногч) возможяого значения Ч«г-„/п ДО величины, рассчитан.Maf.c ной по формуле .V 41- т) e ,i.-Xi -длина погружения -модельного блока в форетическую суспензию; -значение сигнала с датчика 11 положения в момент соприкосновения . модельного блока с форетической суспенз ией; -текущее значениё сигнала с датчика 11 положения; - длина модельного блока между основанием модели и методом соприкосновения токопроводящего слоя с металлическим стояком (задается как константа). К К -R - величина, линейно зависимая от значения сопротивления токопроводящего слоя , на модель ном блоке (K cotist) VQ - заданное значение скорости перемещения. По мере опускания модельного блока оретическую суспензию там идет про образования электрофоретаческого Для модельных блоков, предназйаченх для изготовления относительно ких деталей, изменение сопротйвлетокопроводящего ело по высоте ельного блока близко к линейному ону. Тшшм образом, зная величину ротивления токопроводящего слоя fi ду металлическим стояком и основам модели, величину перемещения и совтвётствённо В| ) и регулируя рость V опускания модельного блока емя нанесения форетического покры, обеспечивают равномерность потия по высоте модели. СукШарная длительность Т нанесения рйтия равна т , tPVdt Т(з - постоянная величина, гфопорциональная времени выдержки всего модельного блока 1 суспензии. Модельный блок опускается в ванну с форетической суспензией сх скоростью, увепичивакшейся по линейному закону, и в момент его полного погружения ера-, батывает концевой выключатель. По сигналу выключателя начинается отсчет TO, (не показано), по истечению кото-г рой привод с максимальной скоростью поднимает модельный блок 2 из ванны I в исходное состояние и далее вышеописанный цикл повторяется-. ПроЕ еденные исследования и производственные испытания показали, что с помощью предлагаемого устройства достигается равномерность покрытия, близкая к единице. , Формула изобретения Устройство для электрофоретического формирования оболочек на .поверхности выплавляемых или выжигаемых моделей, обладающих токопроводящими свойствами, содержащее ванну с форетической суспензией, анод, катод, источник питания блок управления, отличающееся тем, что, с целью расширения области применения, в iaero дополнительно введены механизм подачи моделей в ванну с приводом подач в вертикальной плоско-, сти и датчиком положения, блок управдения приводом подач, задатчик скорости, перемшхения, причем входы блока управления соедин«1Ы с выходами источника питания, датчика тока источника питания, датчика положения, задатчика скорости перемещения, а выход - с блоком управления приводом подач в вертикальной плоскости. ,. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР по заявкеN 2428195/02, кл. С 25 Б 21/12, 1976.
7 7 4& 4ё:., ..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрофоретического формирования оболочек | 1976 |
|
SU663766A1 |
| Устройство для электрофоретического формирования оболочек на поверхности выплавляемых или выжигаемых моделей | 1976 |
|
SU604881A1 |
| Устройство для электрофоретического формирования оболочек | 1977 |
|
SU730888A1 |
| Токопроводящее покрытие для изготовления керамических литейных форм | 1975 |
|
SU531626A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ изготовления крупногабаритных форм по выплавляемым моделям | 1986 |
|
SU1419828A1 |
| Токопроводящее покрытие для изготовления литейных форм по разовым моделям методом электрофореза | 1978 |
|
SU790023A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127649C1 |
| Подвеска для модельного блока | 1973 |
|
SU486850A1 |
| Установка для перемешивания суспензии | 1978 |
|
SU919805A1 |
..п. -г;- -.- .trK -- :.
