1
Изобретение касается обработки металлов давлением и может быть использовано для изготовления полюсных наконечников электромагнитов радиоспектрометров ядерного магнитного резонанса.
Известен способ получения заготовок для полюсных наконечников прецизионных магнитов из магнитомягких материалов (сплавов системы Fe-Со) путем горячей свободной осадки 1.
Недостаток известного снособа состоит в том, что структура металла изготовленных и,з этих заготовок полюсных наконечников, носит случайный характер, а магнитное поле, создаваемое ими, трудно поддается коррекции, так как имеет произвольный набор местных градиентов без определенной закономерности и сильный краевой спад. Это обусловлено тем, что в заготовке, полученной свободной осадкой, контактные зоны, примыкаюпще при осадке к деформнрующему инструменту (бойкам), имеют незначительную для проработки структуры деформацию (вследствие неравномерности деформации при свободной осадке), а именно в этой зоне за отовки располагается «зеркало изготавливаемого из нее полюсного наконечника (т. е. его часть, наиболее ответственная за формирование магнитного поля). Кроме того, зерна металла в центре «зеркала будут крупнее, чем на периферии (также вследствие неравномерности деформации при осадке), что нежелательно. Таким образом, известный способ характеризуется низким качеством изделий.
Известен способ изготовления полюсных наконечников для прецизионных магнитов, включающий нагрев заготовки из магнитомягкого железокобальтового сплава и ее
горячую пластическую деформацию, причем на стадии выплавки снлава в него добавляют углерод 2. Этот известный способ позволяет получить мелкозернистую структуру материала и, следовательно, однородное
магнитное поле вблизи зеркала полюсного наконечника.
Однако недостатком известного способа также является низкое качество изделий ввиду того, что добавка углерода в сплав
ухудшает его магнитные свойства, а также в связи с тем, что однородность структуры (по размеру зерна) материала изделий, изготавливаемых известным способом, способствует убыванпю магнитного ноля от центра полюсного наконечника к его периферии из-за рассеяния магнитного потока по краям.
Целью изобретения является повышение качества изделий за счет получения благоприятной радиально-симметричной структуры материала изделия с постепенным увеличением размера зерна от центра изделия к его периферии.
Поставленная цель достигается тем, что пластическую деформацию заготовки осуществляют в два перехода, па нервом переходе путем горячей объемной штамповки полуфабрикату придают в периферийной части окончательную форму изделия и одновременно в центральной части полуфабриката, со стороны его меньшего торца, формируют кунолообразный технологический выступ, а на втором переходе этот выступ осаживают на плоском бойке при температуре, обеспечивающей образование мелкозернистой структуры материала.
Кроме того, при использовании заготовок из сплавов на основе кобальта технологический выступ осаживают при температуре 850-970°С.
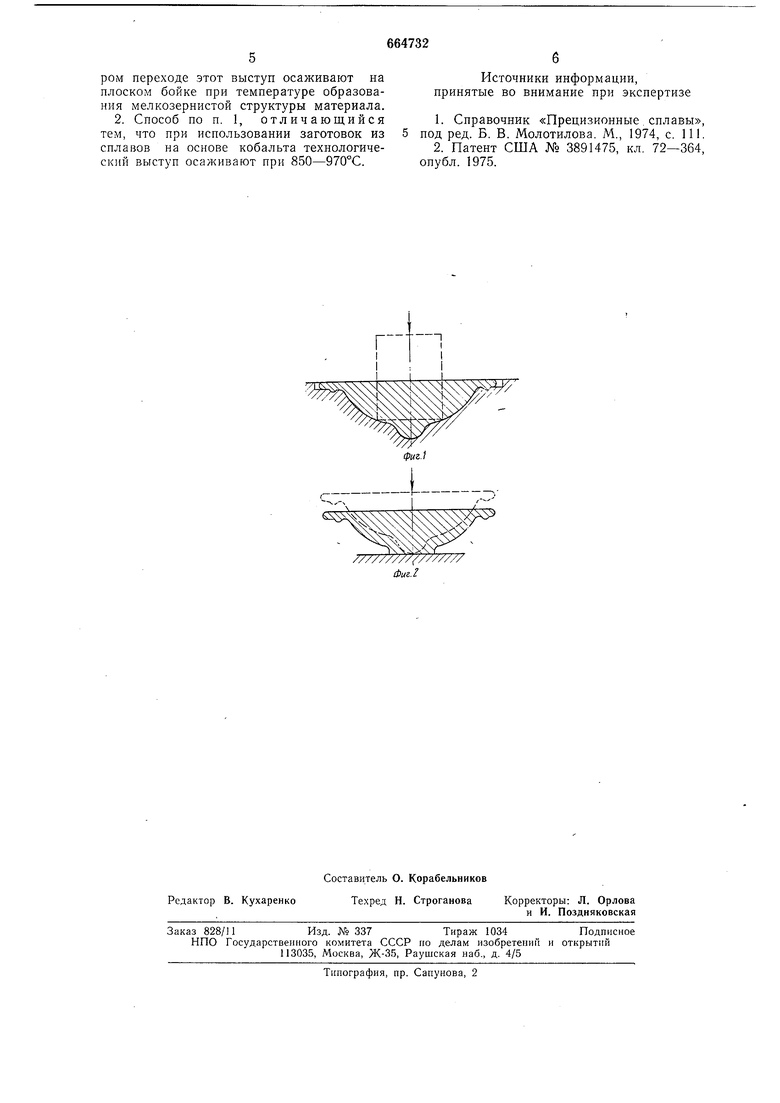
На фиг. 1 показана схема нервого перехода пластической деформации; на фнг. 2- схема второго перехода.
Снособ осуществляется следующим образом.
Слиток из магнитомягкого материала проковывают на штангу, которую разрезают на части. Получают штучные мерные заготовки. Такую заготовку нагревают до ковочной температуры (т. е. температуры горячей деформации) и устанавливают на торец в центральную часть рабочей нолости штампа, конфигурация которой по периферийной части соответствует требуемой постепенно сужающейся в ноперечном сечении конфигурации полюсного наконечника (с учетом припуска на механообработку). В центральной части рабочая полость штампа имеет углубление под технологический выступ полуфабриката полюсного наконечника (фиг. 1). Затем производят объемную штамповку, придавая периферийной части полуфабриката окончательную форму полюсного наконечника в этой части и одновременно формируя в центральной части полуфабриката со стороны его меньшего торца куполообразный технологический выстун (за счет выдавливания).
После этого на плоском нижнем бойке, или перевернув полуфабрикат, плоским верхним бойком осаживают технологический выступ при температуре, обеспечивающей образование мелкозернистой структуры материала заготовки (фиг. 2).
Поскольку технологический выступ после первого перехода (т. е. в результате объемной штамповки) имел куполообразную форму, то, в соответствии с диаграммой «величина зерна - степень деформации, размер зерна в центральной части изделия.
т. е. на месте «зеркала полюсного наконечника равномерно увеличивается от центра к перифсрии. При этом структура является радиально-симметричной, благодаря тому, что первый переход, т. е. объемную штамповку с формированием окончательной формы изделия в периферийной части, производят при темнературе горячей деформации (для железокобальтовых сплавов -
10 при температуре однофазного состояния, а именно Y-фазы), а второй переход - осадку выступа - производят при температуре двухфазной (у + а)-области, периферийная часть изделия имеет крупнозернистую
15 структуру, а центральная - мелкозернистую структуру (с вышеуказанным градиентом величины зерна на «зеркале).
Пример. Заготовку из сплава Со 49%, Fe 2% подвергали объемной штамповке
0 при 1000-1200°С, т. е. в однофазной у-области, формируя в ее центральной части куполообразный технологический выступ с отношением диаметра основания к высоте 1,5-2,5. Затем заготовку охлаждали в печи до 850-970°С, т. е. до температуры двухфазной (7 +а)-области и производили осадку технологического выступа на нлоском бойке. В результате получили величину зерна металла изделия в периферийной его
0 части т 10 - 12, а в центральной части «зеркала, те 50-125, где т - число пересечений границ зерен на 1 мм (по методу секущих).
Таким образом, благодаря возможностн
5 создания в изделии заданной радиальноориентированной структуры, с определенным градиентом размера зерна от центра к периферии, структуры металла, повышается однородность магнитного поля в зазоре между полюсными наконечниками магнитов при их эксплуатации, т. е. повышается качество изделий, что улучшает разрешающую способность радиоснектрометров ядерного магнитного резонанса
Формула изобретения
1. Способ изготовления полюсных наконечников для прецизионных магнитов, включающий нагрев заготовки из магнито0 мягкого материала и ее пластическую деформацию, отличающийся тем, что, с целью повышения качества изделий, пластическую деформацию осуществляют в два перехода, на первом переходе путем горячей объемной штамповкн полуфабрикату придают в периферийной части окончательную форму изделия и одновременно в центральной части полуфабриката, со стороны его меньшего торца, формируют куполообразный технологический выступ, а на втором переходе этот выступ осаживают на плоском бойке при температуре образования мелкозернистой структуры материала. 2. Способ по п. 1, отличающийся тем, что при использовании заготовок из сплавов на основе кобальта технологический выступ осаживают при 850-970°С. Источники информации, принятые во внимание при экспертизе 1. Справочник «Прецизионные сплавы, под ред. Б. В. Молотилова. М., 1974, с. 111. 2. Патент США № 3891475, кл. 72-364, опубл. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ, ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196189C2 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| Способ изготовления поковок из малопластичных металлов и сплавов | 1976 |
|
SU648318A1 |
| ИНСТРУМЕНТ ДЛЯ ОСАДКИ С КРУЧЕНИЕМ | 2007 |
|
RU2374026C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2002 |
|
RU2224046C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2285736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ изготовления изделий из гетерогенизированных слитков сплава системы алюминий - медь - цирконий | 1990 |
|
SU1750830A1 |
