стей В, а ось OjOi является касательной к этой окружности. Выглаживатель 1 прижимают к поверхности детали с силой Р, направленной перпендикзлярно к ней.
Осуществляют способ следующим образом.
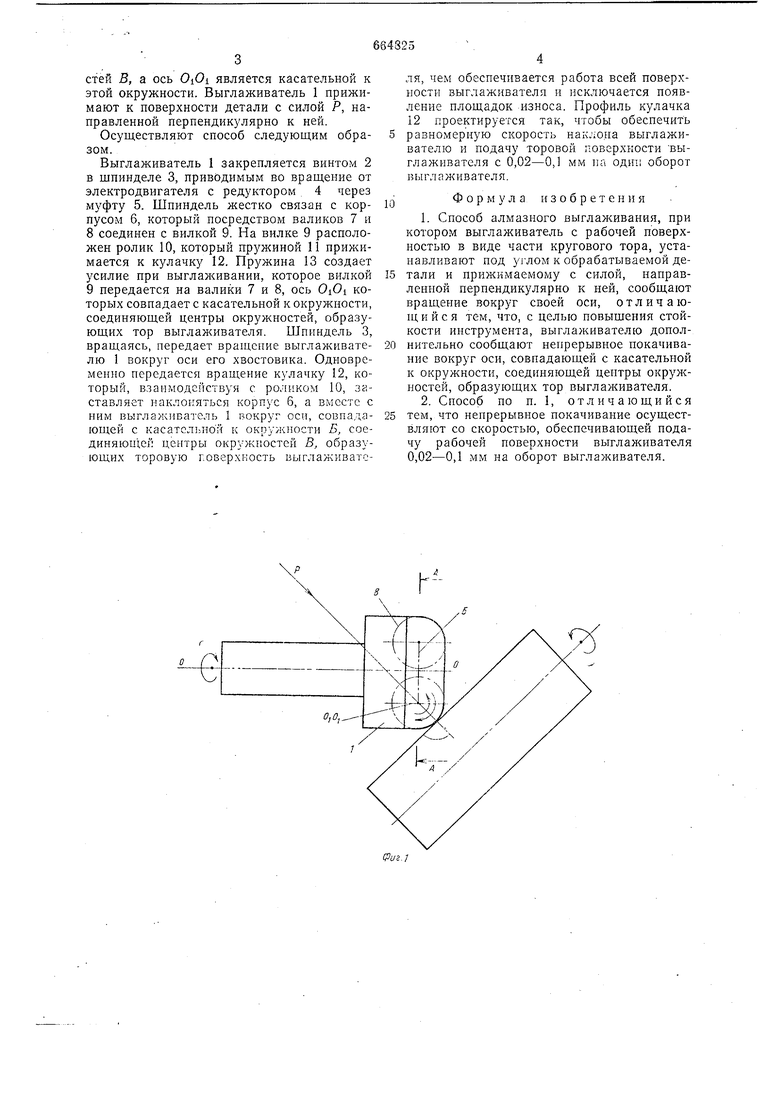
Быглаживатель 1 закрепляется винтом 2 в щпинделе 3, приводимым во вращение от электродвигателя с редуктором , 4 через муфту 5. Шпиндель жестко связан с корпусом 6, который посредством валиков 7 и
8соединен с вилкой 9. На вилке 9 расположен ролик 10, который пружиной 11 прижимается к кулачку 12. Пружина 13 создает усилие при выглаживании, которое вилкой
9передается на валики 7 и 8, ось OiOi которых совпадает с касательной к окружности, соединяющей центры окружностей, образующих тор выглал ивателя. Шпиндель 3, вращаясь, передает вращение выглаживателю 1 вокруг оси его хвостовика. Одновременно передается вращение кулачку 12, который, взаимодействуя с роликом 10, заставляет наклоняться корпус 6, а вместе с ним выглажнватель 1 вокруг оси, совпадак окоужности Б, соеющей с касатсльнои
диняющей центры окружностей В, образующих торовую поверхность выглаживатсля, чем обеспечивается работа всей поверхности выглаживателя и исключается появление площадок износа. Профиль кулачка 12 проектируется так, чтобы обеспечить равномерную скорость выглаживателю и подачу торовой поверхности выглаживателя с 0,02-0,1 мм на оди оборот Быглаживателя.
Формула изобретения
1.Способ алмазного выглалсивания, при котором Выглаживатель с рабочей поверхностью в виде части кругового тора, у станавливают под yj-лом к обрабатываемой детали и прижимаемому с силой, направленной перпендикулярно к ней, сообщают вращение вокруг своей оси, отличающийся тем, что, с целью повыщения стойкости инструмента, выглал ивателю дополнительно сообщают ненрерывное noKa4HBaj ние вокруг оси, совпадающей с касательной к окружности, соединяющей центры окрулсностей, образующих тор выглал{ивателя.
2.Снособ по п. 1, отличающийся тем, что непрерывное покачивание осуществляют со скоростью, обеспечивающей подачу рабочей поверхности выглаживателя 0,02-0,1 мм на оборот выглал ивателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Способ алмазного выглаживания | 1978 |
|
SU795908A2 |
| Шпиндельное устройство | 1981 |
|
SU986759A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| Способ обработки торовых поверхностей | 1980 |
|
SU921684A1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| Штангенциркуль | 1983 |
|
SU1142726A1 |
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| Многокулачковый самоцентрирующий центробежный патрон | 1991 |
|
SU1808490A1 |

U-- -44- -.
