(54) СПОСОБ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Устройство для алмазного выглаживания | 1983 |
|
SU1235705A1 |
| Способ алмазного выглаживания | 1977 |
|
SU664825A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2019 |
|
RU2703072C1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| Способ обработки поверхностным пластическим деформированием | 1986 |
|
SU1362612A1 |
| Способ выглаживания поверхности | 1989 |
|
SU1722794A1 |
. . ;, 1
Изобретение относится к металлообработке, а именно к отделочно-упрочняющей обработке поверхностным пластическим деформированием с применением инструментов, оснащенных деформирующими элемен ами из сверхтвердых материалов (естественного или искусственного алмаза, сапфира и т. п
По основному авт. св. № 664825 известен способ алмазного выглаживания, при котором выглаживатель с рабчей поверхностью в виде части кругового тора устанавливают под углом к обрабатываемой поверхности детали и прижимают с силой, направленной перпендикулярно к ней, сообщают ему вращение вокруг оси и дополнительно покачивают вокруг оси, совпадающей с касательной к окружности, соединяющей центры окружностей, образующих рабочую поверхность торового выглаживателя JJLJ .
Однако вращающийся с постоянной скоростью торовой выглаживатель имеет неодинаковые линейные скорости точек рабочей поверхности, расположенных в разных плоскостях, перпендикулярных оси вращения, что при его качании приводит к неоднородности ка-чества обработки и к неравномерному
износу рабочей поверхности инструмента. Изменение направления движения . инструмента при качании также оказывает влияние на качество обработки вследствие изменения условий для течения деформируемого материала. В известном способе выглаживания не учитывается направление вращения инструмента относительно направления движе0ния детали, что при обработке различных материгшов влияет на трение в зоне контакта инструмента с деталью, а следователь.но на качество обработки и износ инструмента.
5
Цель изобретения - улучшение качества обработки путем повышения стойкости выглаживателя.
Поставленная цель достигается тем, что скорости вращения и покачивания
0 выглаживателя изменяют обратно пропорционально среднему радиусу поверхности, контактирующей с деталью, а .направление вращения задают, обеспечивая наименьшее значение силы трения
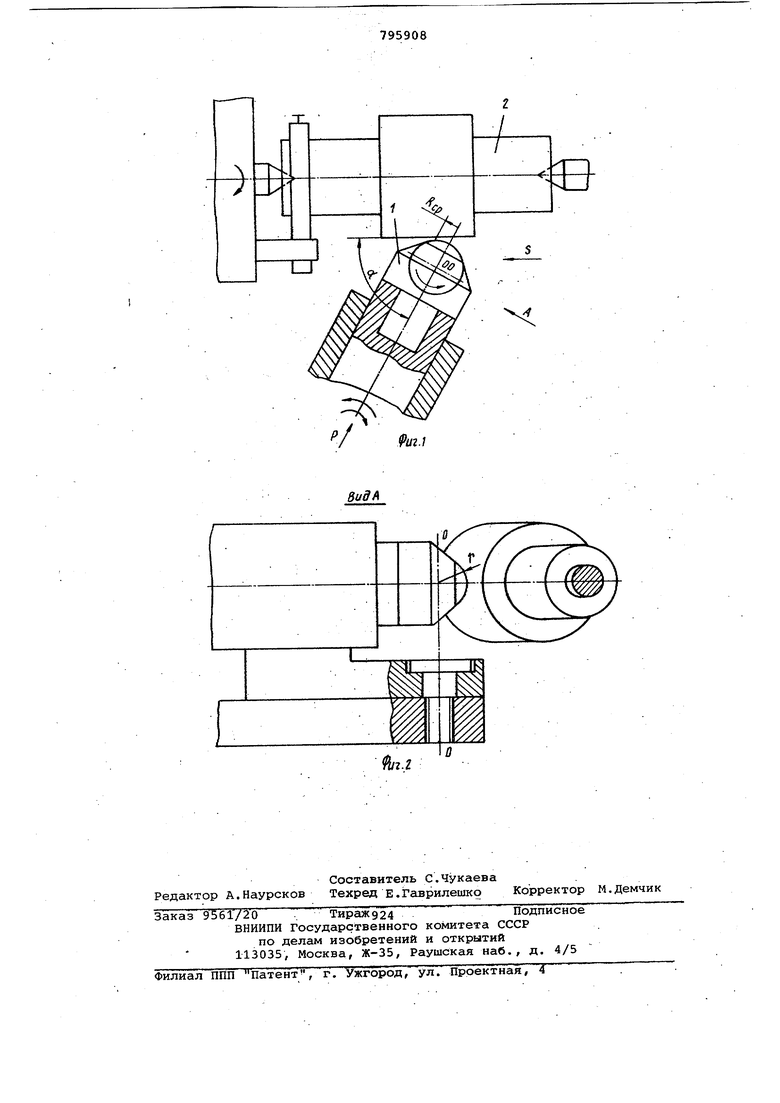
5 взаимодействующих поверхностей, при этом, за время одного прохода инструмента угол наклона его оси к обрабатываемой поверхности изменяют в диапазоне от 70 до 80 в одном .направле0нии. Изменением скорости вращения инструмента достигается постоянная ско рость перемещения рабочей поверхности деформирующего элемента в направл нии вращения относительно обрабатыва емой поверхности в месте их контакта При изменении скоростикачания вырав нивается частота попадания точек раб чей поверхности в зону контакта с де талью и обеспечивается равное время работы разных участков деформирующего элемента. Медленное изменение в одном направлении положения выглаживателя по отношению к детали обеспечивает одинаковые условия для пластического деформирования металла. Предлагаемый способ распространяется и на выглаживание сферическим .инструментом, при котором послед ний покачивают аналогично торовому вокруг оси, проходящей через центр наибольшей окружности, являющейся линией сечения сферической поверхнос ти выглаживателя в месте контакта его с деталью. На фиг. 1 изображена схема выглаживания сферическим HHdTpyMeHTOM; нафиг. 2 - вид А на фиг. 1. Предлагае дый способ заключается в том, что инструмент 1 устанавливают наклонно к оси детали 2 в сторону направления подачи S под одним из предельных углов для сферического выглаживателя об (70 или 80) . Инструменту сообщают вращательное движение вокруг своей оси в направлении соответствуйщем наименьшему трению между обрабатываемым и инструменталь ным материалами, и поступательное движение в направлении подачи. С момента ввода выглаживателя в контакт деталью при определенной силе Р прижатия его начинают поворачивать вокруг оси 00, при этом последовательно изменяют скорость вращения и поворота обратно пропорционально среднему радиусу. участка поверхности, контактирующего с деталью. При повороте, за время одного прохода инструмента, угол наклона его к оси детали изменяют последовательно в диапазоне 70-80. Значение меньшего предельного угла ограничено величиной сферического сегмента деформирующего элемента. Значение большего предельного угла определяет качество обработки и ограничено возможностью регулиро-i вания скорости вращения в широком диапазоне. Применение предложенного способа алмазного выглаживания позволяет улучшить качество обработки и повысить стойкость инструмента в 1,5 раза. Формула изобретения 1.Способ алмазного выглаживания по авт. св. . 664825, отличающийся тем, что, с целью улучшения качества обработки путем повышения стойкости выглаживателя, скорости враоцеНия и покачивания последнего изменяют обратно пропорционально среднему радиусу поверхности, контактирующей с деталью, а направление вращения задают, обеспечивая наименьшее значение силы трения взаимодействующих поверхностей. 2.Способ по п. 1,отличаю щ и и с я .тем, что за время одного прохода инструмента угол наклона его оси к обрабатываемой поверхности изменяют в диапазоне от 70- до 80 в одном направлении. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 664825, кл. В 24 В 39/00, 1977.
г.г
