(54) ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СЕКЦИЙ
ОБМОТОК ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| Устройство для изготовления соеди-НиТЕльНыХ зАжиМОВ для пРОВОдОВ | 1979 |
|
SU843060A1 |
| Устройство для формовки и обрезки выводов микросхем | 1974 |
|
SU516212A1 |
| Машина для формования стельки и прикрепления ее к следу колодки | 1982 |
|
SU1321359A3 |
| Станок для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU889465A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2140353C1 |
| Устройство для формовки выводов микросхемы и узел центровки микросхем для этого устройства | 2016 |
|
RU2644020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электромашиностроении ;
Известен автомат для изготовлени одновитковых секций обмоток якорей электрических машин 1,в котором устройство для формовки секций выполнено в виде подвижной матрицы по форме секции, соосно перемещаемого пуансона, неподвижной П-образной скобы, причем рабочие части подвижной матрицы и перпендикулярно перемещаемого пуансона, расположенные в плоскости широкой стороны проволоки, имеют форму лобовой част секции, рабочие части соосно перемещаемого пуансона, расположенные в плоскости узкой стороны проволоки имеют форму угла, соответствующую углу лобовой части секции, на рабочей поверхности матрицы расположен паз, форма которого аналогилна конфигурации секции, а размеры равны сечению проволоки, при этом устройство для формовки секций расположено на станине и -связано с электроприводом.
Однако в известном устройстве не обеспечивается одновременная формовка всей секции, что снижает производительность труда.
Целью настояпцего изобретения является повышение производительности.
Поставленная цель достигается тем, что полуавтомат содержит цилинд0рический корпус, на внутренней поверхности которого закреплены матрицы и установлен подпружиненный упор, расположенный между матрицами, основание, установленное
5 внутри корпуса и Hecypiee матрицы и подпружиненный упор, расположенный между матрицами, две стойки с дуговыми вырезами и отверстием, на которых закреплены основание и корпус,
0 шток с рычагами, на концах которьк закреплены гребенки, расположенный в отверстии стоек, а пуансоны установлены соосно между корпусом и основанием, а также тем, что
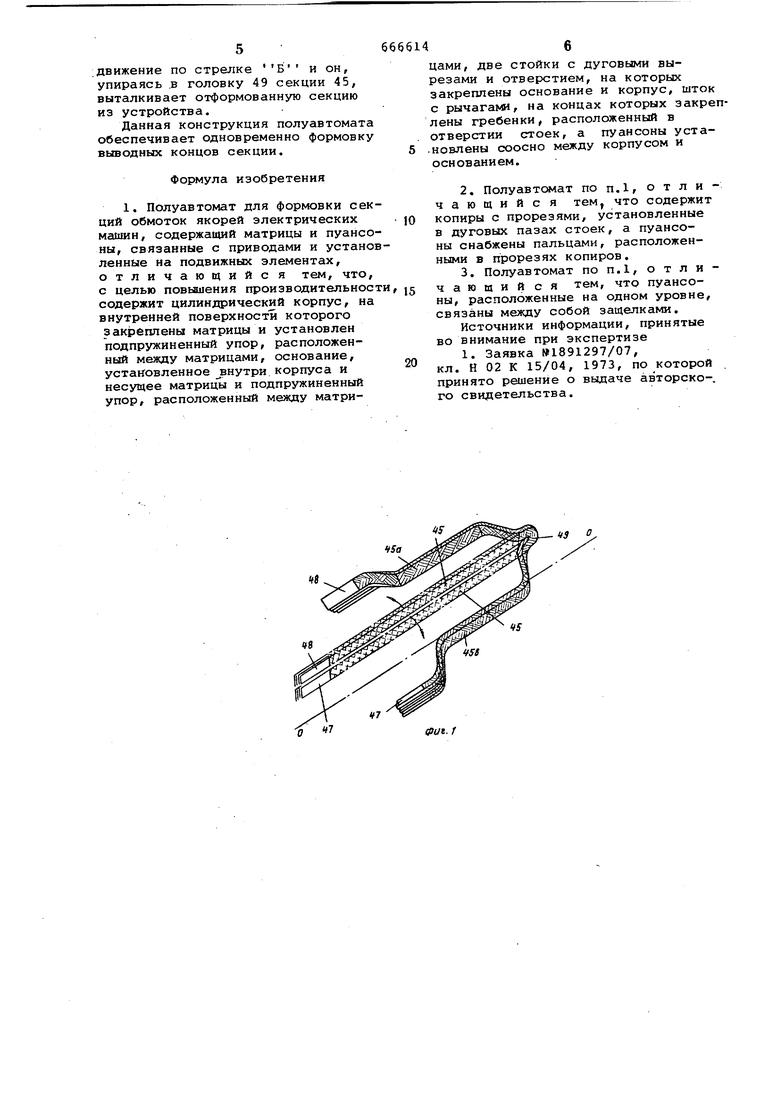
5 полуавтомат содержит копиры с прорезями, устanoBfгенные в дуговых пазах стоек, а пуансоны снабжены пальцами, расположенными в прорезях копиров, причем пуансоны, расположенные на одном уровне, связаны между собой защелками. На фиг.II схематически изображен вид секции после формовки (изображение сплошной линией) и вид заготовки секции (штрихпунктиром); на фиг.2 - расположение элемен.тов устройства; на фиг.З вид по стрелке А на фиг.2; на фиг.4 - поперечный разрез устройства в исходном положении; На фиг.5 - поперечный разрез устройств в конце цикла; на фиг.6 - поперечный разрез устройства в момент выталкивания отформованной секции; на фиг.7 - расположение защелки. Угол ф - угол разворота концов секций. Полуавтомат для формовки секций (фиг.2) содержит стол 1, на котором неподвижно установлены стойки 2 и 3, имеющие выступы 4, для креп ления цилиндрического основания 5. На поверхности основания 5 закрепл матрицы 6 и 7 и подвижный упор 8. Между упором 8 и неподвижным упоро 9 (фиг.4) установлена пружина 10. На стойках 2 и 3 (фиг.2) закреплен корпус 11, состоящий из двух половин. На внутренней поверхности кор пуса 11 закреплен неподвижный упор 8. Пуансоны 12,13 и 14,15 установлены соосно между корпусом и основанием (фиг.2), Пунасоны 12 и 13 взаимодействуют с матрицами, закре ленными на наружной цилиндрической части основания 5, а пуансоны 14 и 15 - с матрицами 16 и 17, закрег ленными на внутренней цилиндрической части корпуса 11. Между матрицами 16 и 17 размещен подвижный упор 18, связанный с неподвижным упорем 19 посредством пружин 20 (фиг.4). На внутренней поверхности пуансонов (фиг.2) 12 и 13 установлены пальцы 21 и 22, расположенные в профилированной прорези 23 копира 24. На внешней поверхности пуансонов (фиг.2) 14 и 15 установлены пальцы 25 и 26, расположенные в профилированной прорези 27 копира 28. В стойках 2 и 3 (фиг.2) выполнены отверстия 29 и 30, дуговые пазы 31,32,33,34 и пазы 35 и 3 Кроме того, стойка 2 имеет дуговые вырезы 37 и 38. В отверстиях 29 и 30 размещен шток 39 с рычагами 40 и 41 (фиг.З), имеющими на конца гребенки 42 и 43. Паз 36 предусмо рен для размещения толкателя 44, имеющего привод (на черте)йе не по казан) возвратно-поступательного перемещения, а также для укладки заготовки секции 45 (фиг.1). Пара пуансонов 12 и 13 имеют защелку 4 (фиг.7). Пуансоны 14 и 15 сцеплен между собой аналогичной защелкой. Позициями 47 и 48 обозначены конц секции, а позицией 49 - головка секции. Стрелками Б и В обозн че ы направления движения элементов олу ав том ат а. Полуавтомат работает следующим бразом. Для формования секции заготову 45 (фиг.1) укладывают в паз 35 (фиг.4) до упора к основанию 5. ри этом концы секции 48 и 47 устаавливают в гребенки 42,43, а головку екции 49 в паз 36 до упора к толателю 44. Копирам 24 и 28 сообщают оступательное перемещение по стреле Б. При этом пальцы 21 и 22, азмещенные в прорези 23 копира 24 оочередно передают усилие для праого поворота пуансону 13, а затем пуансону 12, а пальцы 25 и 26, разещенные в прорези 27 копира 28 почередно передают усилие для левого поворота пуансону 15, а затем пуанону 14. При этом пуансон 13 передвигает етвь секции 45 вправо до упора матрице 7 и подвижному упору 8. Пуансон 15 .передвигает ветвь секции 45 влево до упора к матрице 17 и подвижному упору 18. Упоры 8 и 18 подпружиненные пружинами 10 и 20 удерживают параллельные ветви секции 45 от перекручивания в процессе формования и не препятствуют выталкиванию отформованной секции из устройства, так как усилия пружин 10 и 20 меньше жесткости параллельных ветвей секции. Затем .при дальнейшем движении копиров 24 и 28 в направ(фиг.2) подлении стрелки нимается конец защелки 46 (фиг.7), освобождая пуансоны 12 и 14 от зацепления с пуансонами 13 и 15 соответственно. Палец 21 пуансона 12 и палец 25 пуансона 14 начинают скользить по профилям прорезей 23 и 24 (фиг.2), тем самым поворачивая пуансоны 12 и 14 по линии окружности до упора в матрицы б и 16. Одновременно поворачиваются рычаги 40 и 41 на угол ф (фиг.З), обеспечивая пространственное расположение концов секций 48 и 47. Движением пуансонов 12 и 14 до упора в матрицы 6 и 16 обеспечивается формование передних лобовых частей секции. Для освобождения отформованной секции, копирам 24 и 28 сообщают поступательное движение по стрелке В. При этом пуансоны 12 и 14 входят-в зацепление соответственно с пуансонами 13 и 15 посредством защелки 46 и совместно возвращаются в исходные положения (фиг.6).Затем штоку 39 ((jflir.2) сообщают движение в направлении стрелки ,при этом освобождаются концы 48,47 секции от зацепления с гребенками 42 и 43. После чего толкателю 44 сообщают .движение по стрелке Б и он, упираясь .в головку 49 секции 45, выталкивает отформованную секцию из устройства. Данная конструкция полуавтомат обеспечивает одновременно формовк выводных концов секции. Формула изобретения 1. Полуавтомат для формовки се ций обмоток якорей электрических машин, содержащий матрицы и пуанс ны, связанные с приводами и устан ленные на подвижных элементах, отличающийся тем, что с целью повыиения производительно содержит цилиндрический корпус, н внутренней поверхности которого закреплены матрицы и установлен подпружиненный упор, расположенный между матрицами, основание, установленное Jвнyтpи корпуса и несущее матрицы и подпружиненный упор, расположенный между матри6цами, две стойки с дуговыми вырезами и отверстием, на которых закреплены основание и корпус, шток с рычагами, на концах которых закреплены гребенки, расположенный в отверстии стоек, а пуансоны установлены соосно между корпусом и основанием. 2.Полуавтс 1ат по п. 1, о т л и чающийся тем, что содержит копиры с прорезями, установленные в дуговых пазах стоек, а пуансоны снабжены пальцами, расположенными в прорезях копиров. 3,Полуавтомат по п.1, отличающий ся тем, что пуансоны, расположенные на одном уровне, связаны между собой защелками. Источники информации, принятые во внимание при экспертизе 1. Заявка №1891297/07, кл. Н 02 К 15/04, 1973, по которой принято решение о выдаче авторско-. го свидетельства.
