11321359
зобретение относится к обувной
ст ны ст те ло жа од пе фо пу на пл пу их по пу мо ст пр ни фо от уд но ча вз мо по оп на но от ап ст
промышленности, а именно к машинам для формования стельки и прикрепления ее к следу колодки.
Целью.изобретения является повышение качества формования.
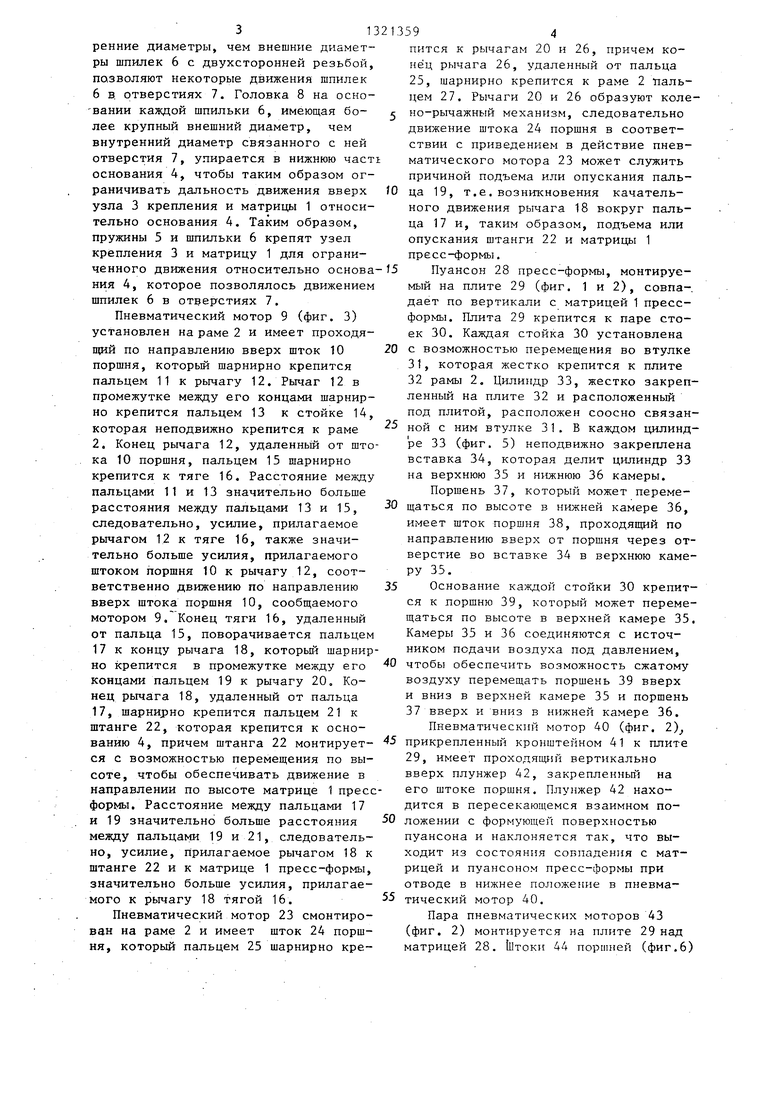
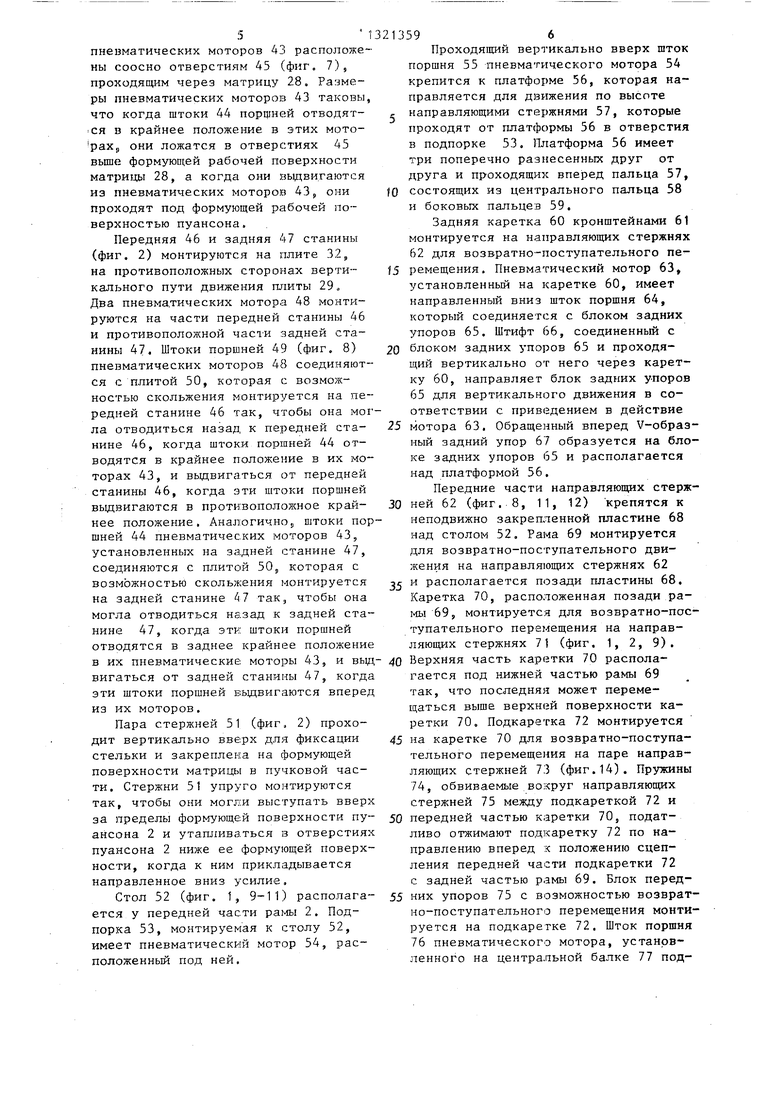
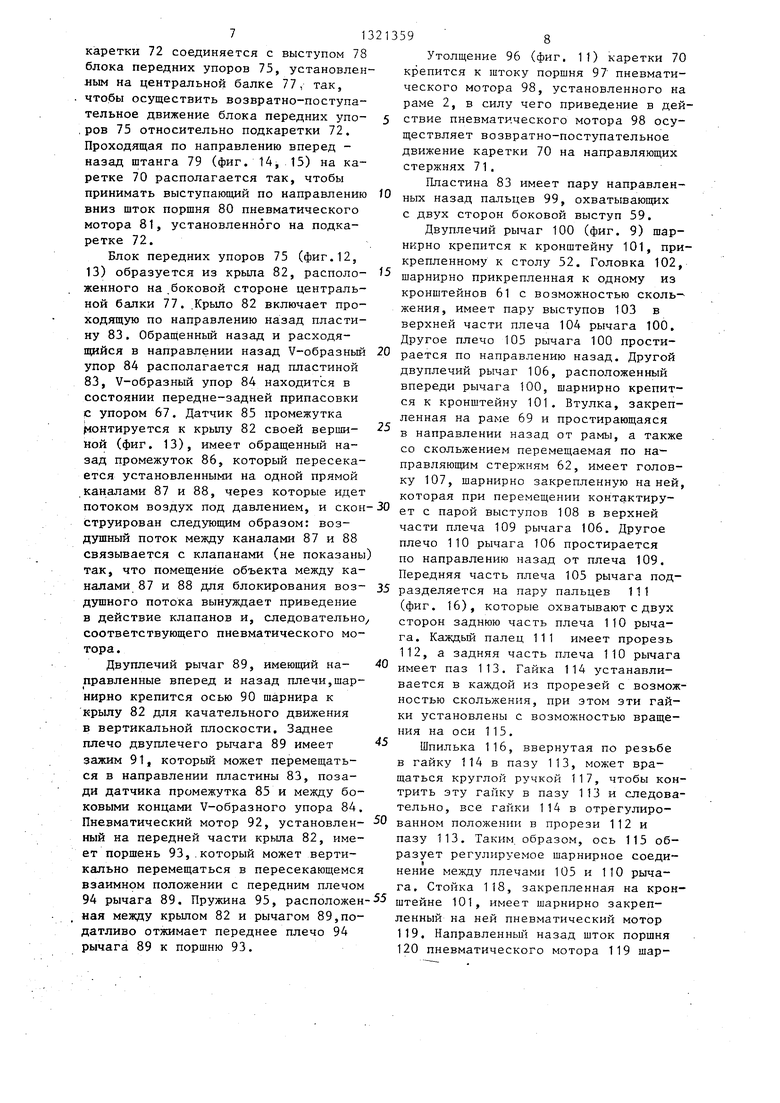
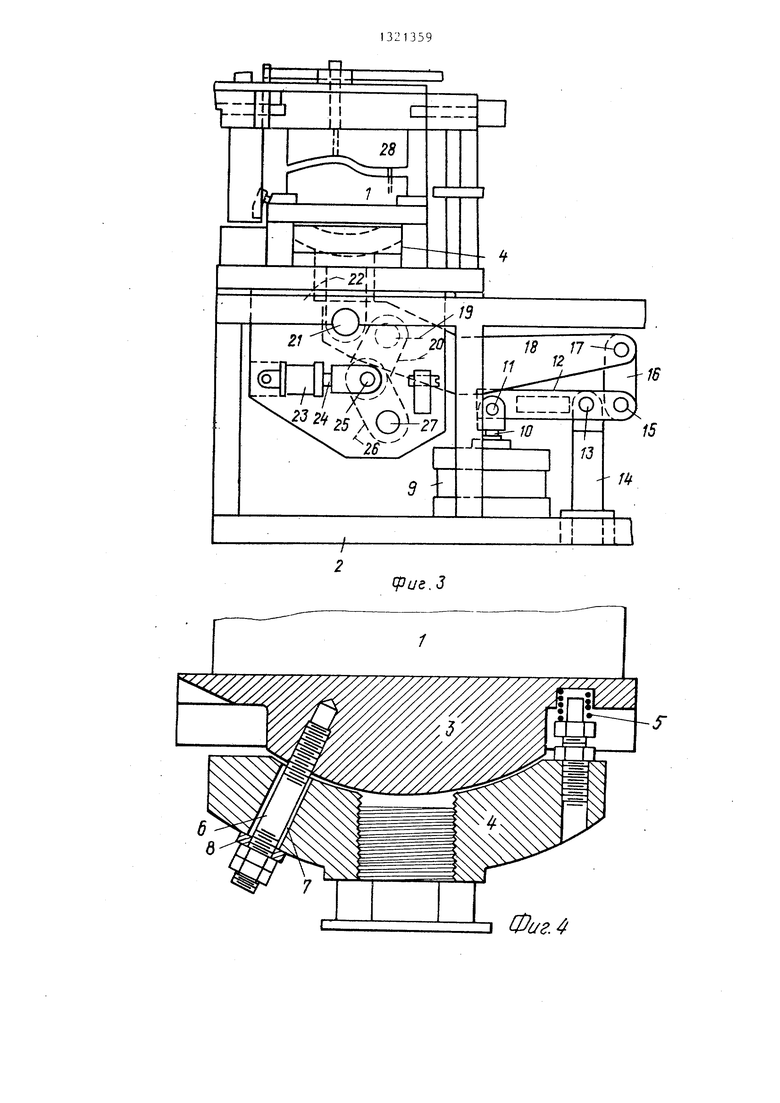
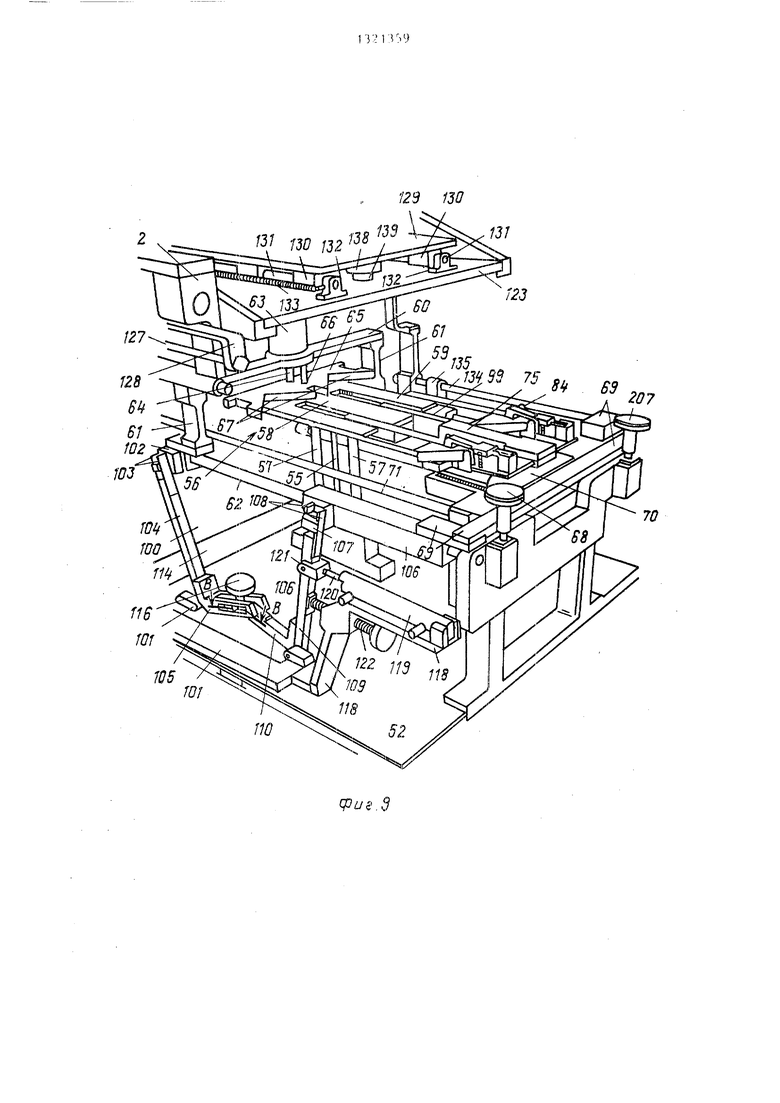
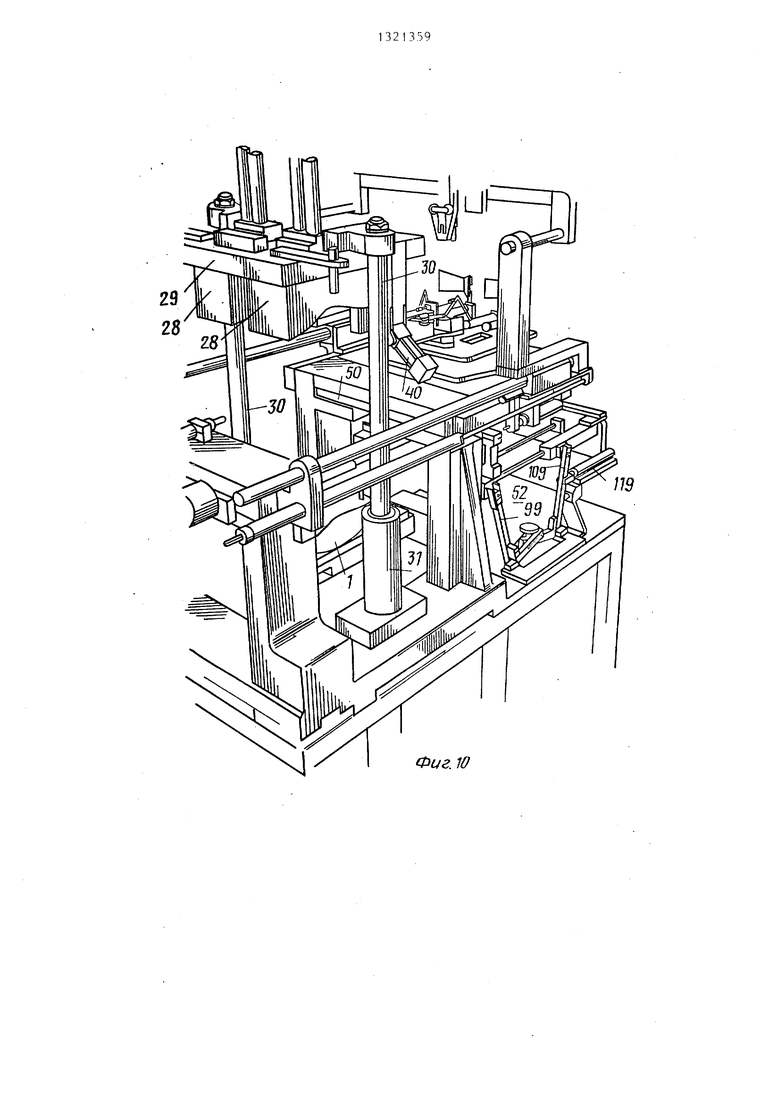
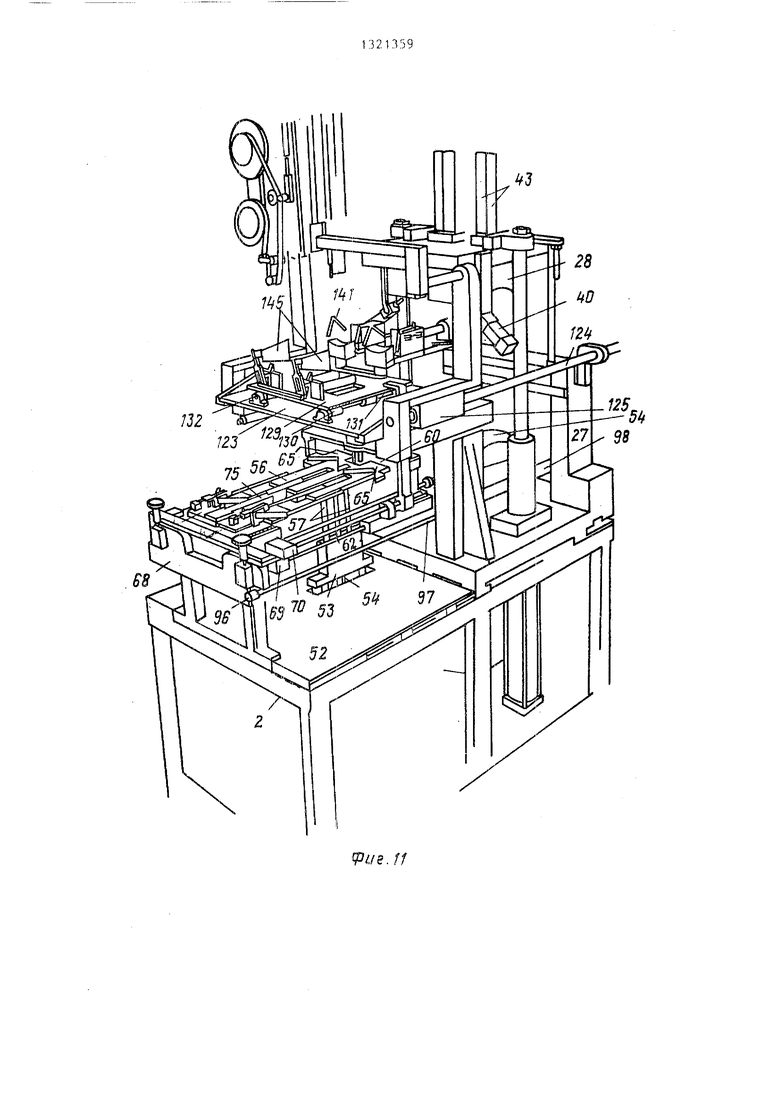
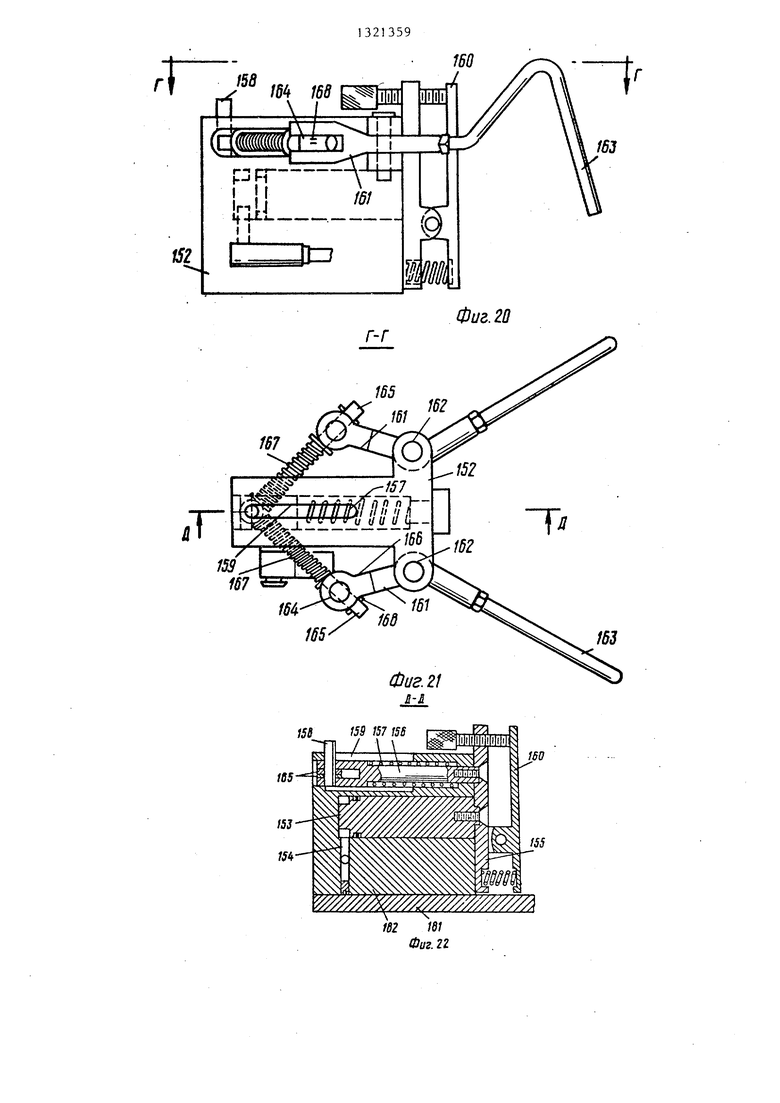
На фиг. 1 изображена предлагаемая машина, вид спереди изометрия; на фиг-. 2 - то же, вид сзади; на фиг. 3 - приспособление для сведения матрицы и пуансона в момент формова- НИ5Г стельки; на фиг. 4 - средство крепления матриды, разрез; на фиг,5 - механизм для сообщения вертикального пе1)емещения матрице пресс-формы; на фиг. 6 - пневматический мотор, соеди- ненньй с пуансоном пресс-формы,, сечение; на фиг. 7 - пуансон пресс- формы, изометрия; на фиг. 8 - плита, выполненная с возможностью перемещения над верхней частью пуансона пресс-формы, и приводной двигатель для этой плиты, разрезJ на фиг,, 9 - узел машины для установки,, фиксации и перемещения стельки на фиг, 10 - машина, вид со стороны, противоположной стороне на фиг. 2, изометрия, на фиГп 11 - то же, вид со стороны, противоположной стороне на фиг, 1; на фиг. 12 - часть узла на фиг,, 9; на фиг. 13 - то же, вид сбоку; на фиг. 14 - сечение А-А на фиг„ 11; на фиг. 15 - сечение Б-Б на фиг.14, на фиг. 16 - сечение В-Внафиг,9; на фиг. 17 - носочный упор, изометрия,- на фиг. 18 - ударник И выступ для регулирования положения держателя для установки колодки, вид сбокуj на фиг. 19 - держатель для колодки, изометрия; на фиг. 20 - носочный упор, вид сбоку; на фиг. 21 - сечение Г-Г на фиг. 2О,- на фиг,22 - сечение Д-Д на фиг, 21; на фиг.23 - риспособление для после,цующего крепения клеем отформованной стельки к следу колодки, изометрия; на фиг.24- то же, вид сбоку; на фиг. 25 - сечение Е-Е на фиг о 24;, на фиг, 26 - сеение Ж-Ж на фиг. 25; на фиг. 27 - асть приспособления ,для последующего крепления клеем отформованной степьки к следу колодки с мотором ля осуществления вертикального его вижения, вид сбоку, на фиг. 28 - риспособления для после,п;ующего крепения клеем отформованной стельки к леду колодки, вид сбоку, изометрия , а фиг. 29 - средство для удержания
0
5
0
5
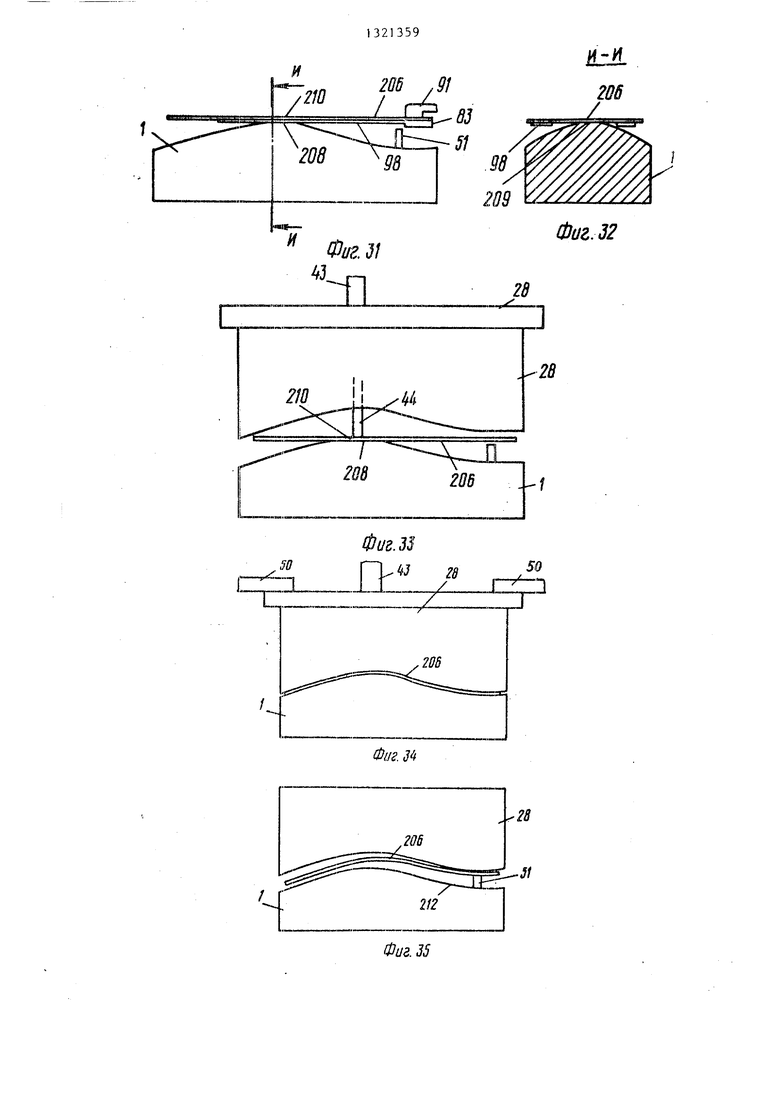
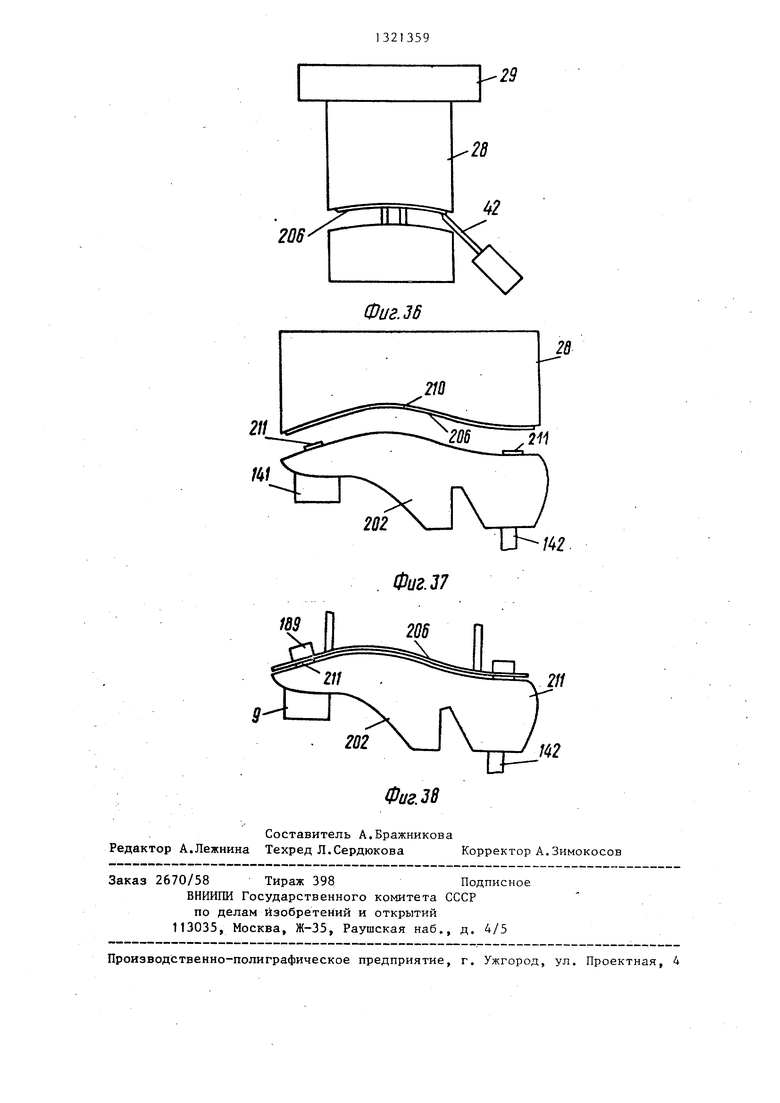
стельки в начале цикла работы машины, вид сверху; на фиг. 30 - средство для установки колодки на держателе, вид сверху,; на фиг. 31 - положение стельки и средства для удержания матрицы и пуансона с зазором одной относительно другого во время перемещения плоской стельки между формующими поверхностями матрицы и пуансона-, на фиг,, 32 - сечение И-И на фиг. 31, на фиг. 33 - положение плоской стельки между матрицей и пуансоном пресс-формы перед началом их смыкающего движения; на фиг.34 - положение стельки между матрицей и пуансоном пресс-формы в момент формования; на фиг. 35 - положение стельки между матрицей и пуансоном пресс-формы перед началом разведения частей пресс-формы сразу после формования; на фиг. 36 - положение отформованной стельки в момент ее удержания на нижней рабочей поверхности пуансона во время разведения частей пресс-формы; на фиг. 37 - взаимное положение колодки, отформованной стельки и нижней рабочей поверхности пуансона в момент перед опусканием отформованной, стельки на след колодки; на фиг. 38 - взаимное положение колодки, аппликатора и отформованной стельки в момент,когда . аппликатор прижимает отформованную стельку к следу колодки.
Машина для формования стельки и прикрепления ее к следу колодки предназначена для эксплуатации при сборке обуви для левой и правой ног отдельно и имеет два комплекта механизмов для сборки обуви, которые являются дубликатами друг друга, за исключением изменений, необходимых для того, чтобы применять один комплект механизмов для сборки обуви
для левой ноги, а. другой комплект - для сборки обуви для правой ноги.
Пресс-форма машины имеет матрицу и пуансон Матрица 1 монтируется на раме 2 и установлена на узле 3 креп0 ления (фиг.4), расположенном над основанием 4, Пружины 5, расположенные между узлом 3 крепления и основанием 4, податливо отжимают узел 3 крепления вверх от основания 4. Шпильки
5 6, ввертываемые в узел 3 крепления, проходят по направлению вниз от этого узла через отверстия 7 в основании 4, имеющие более крупные внут0
5
0
ренние диаметры, чем внешние диаметры шпилек 6 с двухсторонней резьбой, позволяют некоторые движения шпилек 6 в. отверстиях 7. Головка 8 на осно- вании каждой шпильки 6, имеющая бо- лее крупный внешний диаметр, чем внутренний диаметр связанного с ней отверстия 7, упирается в нижнюю част основания 4, чтобы таким образом ограничивать дальность движения вверх узла 3 крепления и матрицы 1 относительно основания 4. Таким образом, пружины 5 и шпильки 6 крепят узел крепления 3 и матрицу 1 для ограниченного движения относительно основа ния 4, которое позволялось движением шпилек 6 в отвер стиях 7.
Пневматический мотор 9 (фиг. 3) установлен на раме 2 и имеет проходящий по направлению вверх шток 10 поршня, которьй шарнирно крепится пальцем 11 к рычагу 12. Рычаг 12 в промежутке между его концами шарнирно крепится пальцем 13 к стойке 14,
которая неподвижно крепится к раме
2. Конец рычага 12, удаленньш от штока 10 поршня, пальцем 15 шарнирно крепится к тяге 16. Расстояние между пальцами 11 и 13 значительно больше расстояния между пальцами 13 и 15, следовательно, усилие, прилагаемое рычагом 12 к тяге 16, также значительно больше усилия, прилагаемого штоком поршня 10 к рычагу 12, соответственно движению по направлению вверх штока поршня 10, сообш;аемого мотором 9. Конец тяги 16, удаленный от пальца 15, поворачивается пальцем 17 к концу рычага 18, который шарнирно крепится в промежутке между его концами пальцем 19 к рычагу 20, Конец рычага 18, удаленный от пальца 17, шарнирно крепится пальцем 21 к штанге 22, которая крепится к основанию 4, причем штанга 22 монтирует- ся с возможностью перемеш;ения по высоте, чтобы обеспечивать движение в направлении по высоте матрице 1 пресс формы. Расстояние между пальцами 17 и 19 значительно больше расстояния между пальцами 19 и 21, следовательно, усилие, прилагаемое рычагом 18 к штанге 22 и к матрице 1 пресс-формы, значительно больше усилия, прилагаемого к рычагу 18 тягой 16.
Пневматический мотор 23 смонтирован на раме 2 и имеет шток 24 поршня, который пальцем 25 шарнирно крепится к рычагам 20 и 26, причем конец рычага 26, удаленный от пальца 25, шарнирно крепится к раме 2 пальцем 27. Рычаги 20 и 26 образуют колено-рычажный механизм, следовательно движение штока 24 поршня в соответствии с приведением в действие пневматического мотора 23 может служить причиной подъема или опускания пальца 19, т.е. возникновения качатель- ного движения рычага 18 вокруг пальца 17 и, таким образом, подъема или опускания штанги 22 и матрицы 1 пресс-формы.
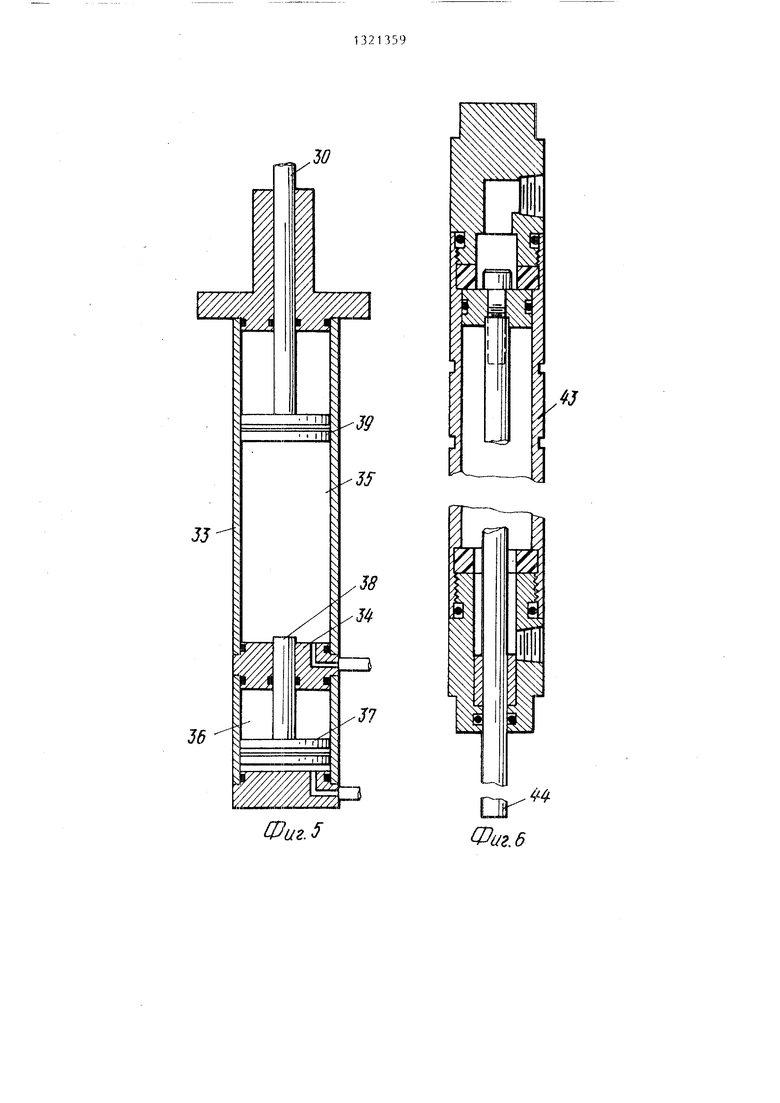
Пуансон 28 пресс-формы, монтируемый на плите 29 (фиг. 1 и 2), совпа-. дает по вертикали с матрицей 1 пресс- формы. Плита 29 крепится к паре стоек 30. Каждая стойка 30 установлена с возможностью перемещения во втулке 31, которая жестко крепится к плите 32 рамы 2. Цилиндр 33, жестко закрепленный на плите 32 и расположенный под плитой, расположен соосно связанной с ним втулке 31. В каждом цилиндре 33 (фиг. 5) неподвижно закреплена вставка 34, которая делит цилиндр 33 на верхнюю 35 и нижнюю 36 камеры.
Поршень 37, который может перемещаться по высоте в нижней камере 36, имеет шток поршня 38, проходяш ий по направлению вверх от поршня через отверстие во вставке 34 в верхнюю каме- РУ 35.
Основание каждорг стойки 30 крепится к поршню 39, который может перемещаться по высоте в верхней камере 35 Камеры 35 и 36 соединяются с источником подачи воздуха под давлением, чтобы обеспечить возможность сжатому воздуху перемещать поршень 39 вверх и вниз в верхней камере 35 и поршень 37 вверх и вниз в нижней камере 36.
Пневматический мотор 40 (фиг. 2), прикрепленный кронштейном 41 к плите 29, имеет проходящий вертикально вверх плунжер 42, закрепленный на его штоке поршня. Плу)1жер 42 находится в пересекающемся взаимном положении с формующей поверхностью пуансона и наклоняется так, что выходит из состояния совпадения с матрицей и пуансоном пресс-формы при отводе в нижнее положение в пневматический мотор 40.
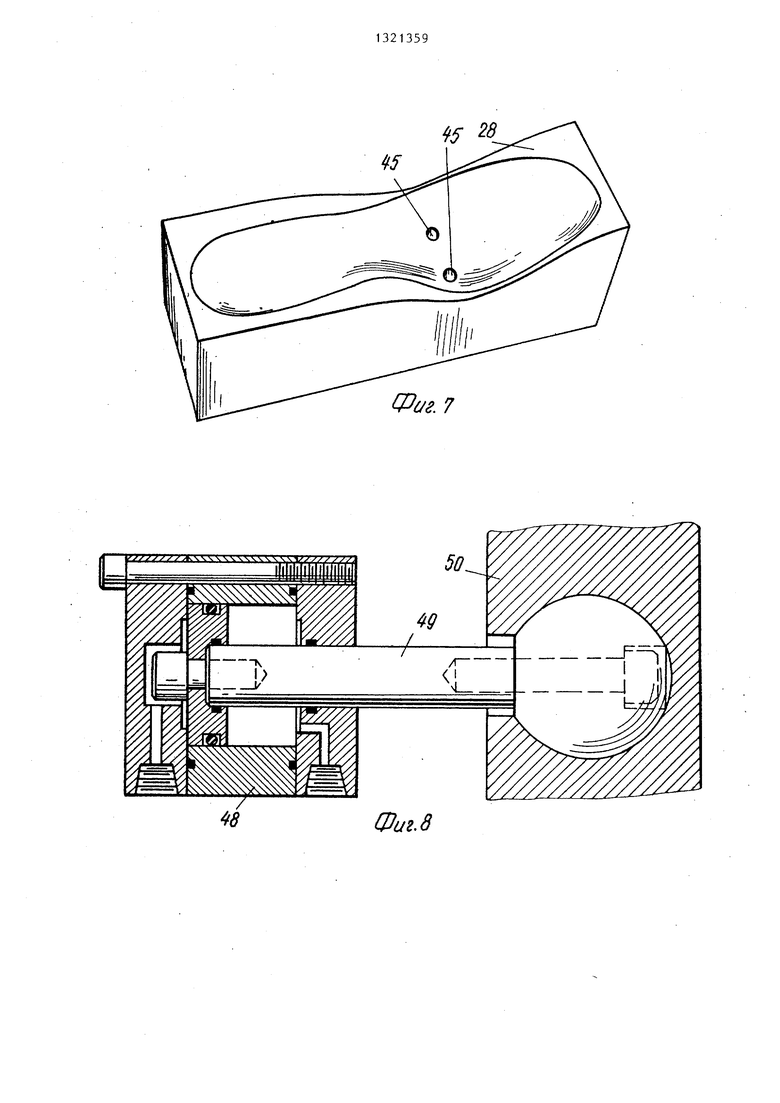
Пара пневматических моторов 43 (фиг. 2) монтируется на плите 29 над матрицей 28. Штоки 44 поршней (фиг.6)
3
пневматических моторов 43 расположены соосно отверстиям 45 (фиг. 7), проходящим через матрицу 28, Размеры пневматических моторов 43 таковы что когда штоки 44 порщней отводят- ся в крайнее положение в этих мото- paXj, они ложатся в отверстиях 45 выше формующей рабочей поверхности матригда 28, а когда они вьщвигаются из пневматических моторов 43,, они проходят под формующей рабочей поверхностью пуансона.
Передняя 46 и задняя 47 станины (фиг, 2) монтируются на плите 32 на противоположных сторонах вертикального пути движения плиты 29, Два пневматических мотора 48 монтируются на части передней станины 46 и противоположной час1 И задней станины 47. Штоки поршней 49 (фиг, 8) пневматических моторов 48 соединяются с плитой 50, которая с возможностью скольжения монтируется на передней станине 46 так, чтобы она могла отводиться назад к передней станине 46, когда штоки поршней 44 отводятся в крайнее положение в их моторах 43, и вьщвигаться от передней станины 46, когда эти штоки поршней выдвигаются в противоположное крайнее положение, Аналогично, штоки пор шней 44 пневматических моторов 43, установленных на задней станине 47, соединяются с плитой 50, которая с возможностью скольжения монтируется на задней станине 47 так, чтобы она могла отводиться назад к задней станине 47, когда эти штоки поршней отводятся в заднее крайнее положение в их пневматические моторы 43, и выдвигаться от задней станины 47, когда эти штоки поршней выдвигаются вперед из их моторов,
Пара стержней 51 (фиг, 2) проходит вертикально вверх для фиксадии стельки и закреплена на формующей поверхности матрицы в пучковой части. Стержни 51 упруго монтируются так, чтобы они могли выступать вверх за пределы формующей поверхности пуансона 2 и утапливаться в отверстиях пуансона 2 ниже ее формующей поверхности, когда к ним прикладывается направленное вниз усилие.
Стол 52 (фиг, 1, 9-11) располагается у передней части 2. Подпорка 53, монтируемая к столу 52, имеет пневматический мотор 54, рас- положенньш под ней.
213596
Проходящий вертикально вверх шток поршня 55 пневматического мотора 54 крепится к платформе 56, которая направляется для движения по высоте г направляющими стержнями 57, которые проходят от платформы 56 в отверстия в подпорке 53, Платформа 56 имеет три поперечно разнесенных друг от друга и проходящих вперед пальца 57,
10 состоящих из центрального пальца 58 и боковых папьце-в 59.
Задняя каретка 60 кронштейнами 61 монтируется на направляющих стержнях 62 для возвратно-поступательного пе15 ремещения. Пневматический мотор 63, установленный на каретке 60, имеет направленный вниз шток поршня 64, который соединяется с блоком задних упоров 65. Штифт 66, соединенный с
20 блоком задних упоров 65 и проходящий вертикально от него через каретку 60, направляет блок задних упоров 65 для вертикального движения в соответствии с приведением в действие
25 мотора 63. Обращенный вперед V-образ- ный задний упор 67 образуется на блоке задних упоров 65 и располагается над платформой 56,
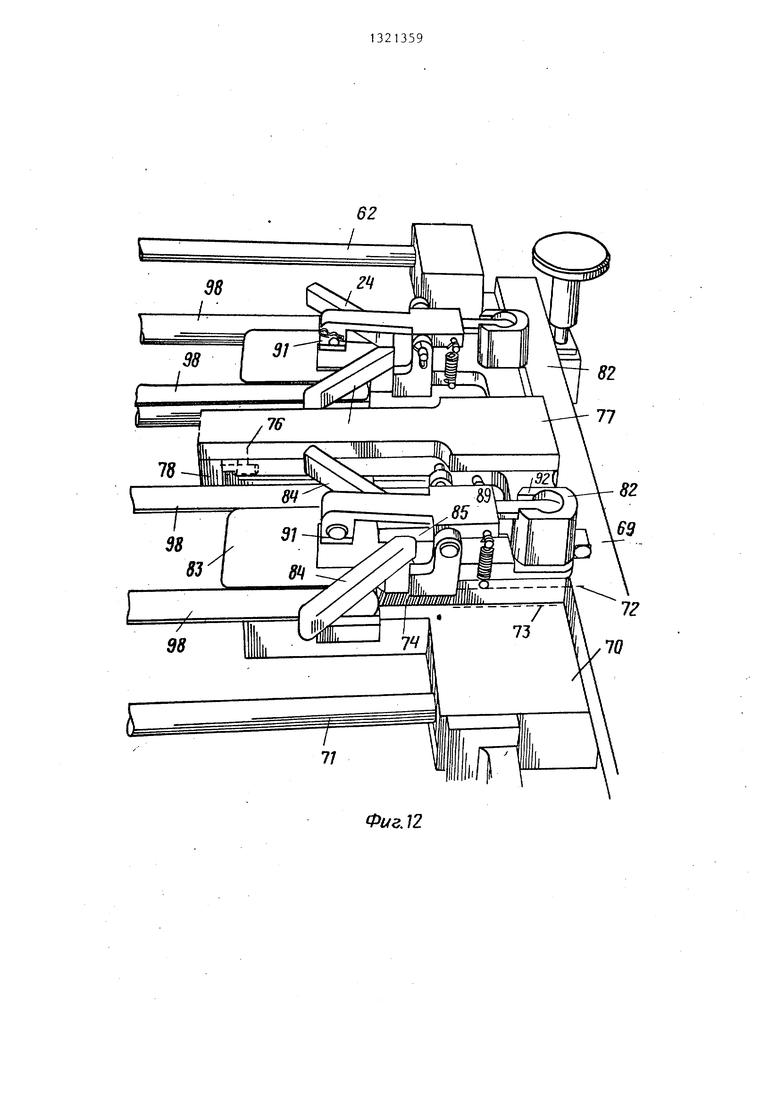
Передние части направляющих стерж30 ней 62 (фиг. 8, 11, 12) крепятся к неподвижно закрепленной пластине 68 над столом 52, Рама 69 монтируется для возвратно-поступательного движения на направляющих стержнях 62
J5 и располагается позади пластины 68. Каретка 70, расположенная позади ра- 69, монтируется для возвратно-поступательного перемещения на направляющих стержнях 71 (фиг. 1, 2, 9). 40 Верхняя часть каретки 70 располагается под нижней частью рамы 69 так, что последняя может перемещаться выше верхней поверхности каретки 70, Подкаретка 72 монтируется
45 на каретке 70 для возвратно-поступательного перемещения на паре направляющих стержней 73 (фиг,14), Пружины 74, обвиваемые .вохруг направляющих стерл;ней 75 между подкареткой 72 и
50 передней частью каретки 70, податливо отжимают подкаретку 72 по направлению вперед к положению сцепления передней части подкаретки 72 с задней частью рамы 69, Блок перед55 них упоров 75 с возможностью возвратно-поступательного перемещения монтируется на подкаретке 72. Шток поршня 76 пневматического мотора, установленного на центральной балке 77 подкаретки 72 соединяется с выступом 78 блока передних упоров 75, установлен «ым на центральной балке 77, так, чтобы осуществить возвратно-поступательное движение блока передних упо- ,ров 75 относительно подкаретки 72. Проходящая по направлению вперед - назад штанга 79 (фиг, 14, 15) на каретке 70 располагается так, чтобы принимать выступающий по направлению вниз шток поршня 80 пневматического мотора 81, установленного на подка- ретке 72.
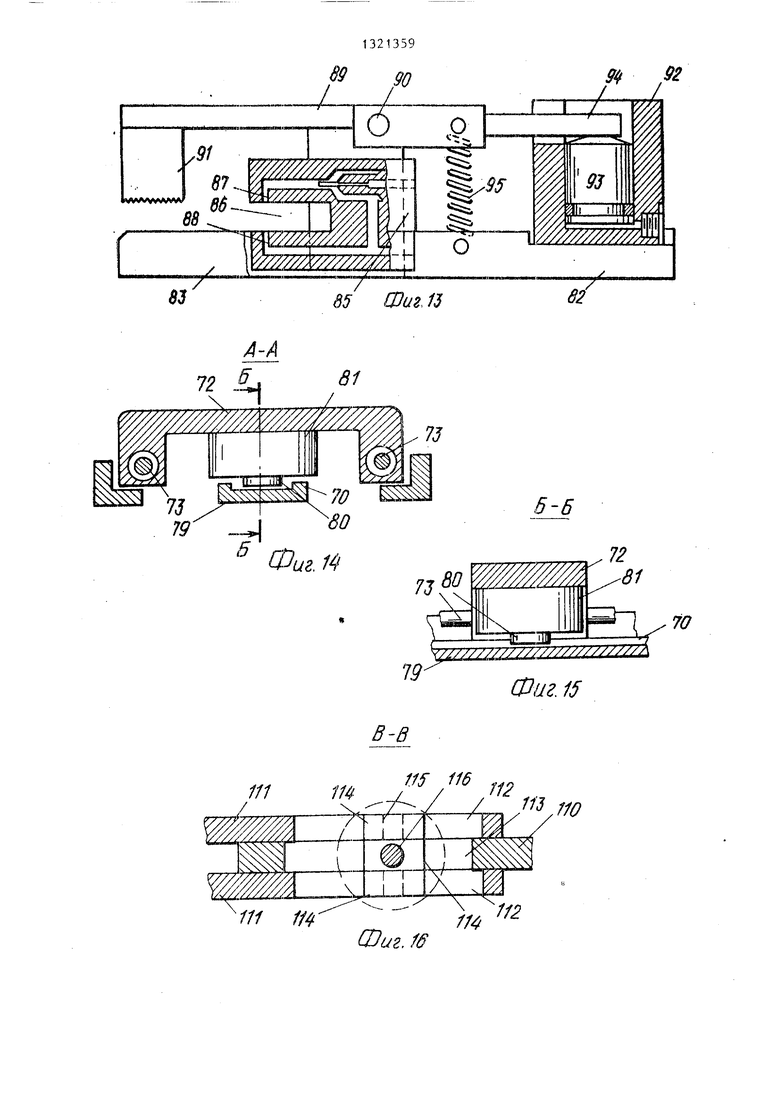
Блок передних упоров 75 (фиг.12, 13) образуется из крыла 82, располо- женного на боковой стороне центральной балки 77. .Крыло 82 включает проходящую по направлению назад пластину 83. Обращенный назад и расходящийся в направлении назад V-образный упор 84 располагается над пластиной 83, V-образный упор 84 находится в состоянии передне-задней припасовки с упором 67. Датчик 85 промежутка монтируется к крылу 82 своей верши- Ной (фиг. 13), имеет обращенный назад промежуток 86, который пересекается установленными на одной прямой каналами 87 и 88, через которые идет потоком воздух под давлением, и скон струирован следующим образом: воздушный поток между каналами 87 и 88 связывается с клапанами (не показаны так, что помещение объекта между каналами 87 и 88 для блокирования воз- душного потока вынуждает приведение в действие клапанов и, следовательно соответствующего пневматического мотора.
Двуплечий рычаг 89, имеющий на- правленные вперед к назад плечи,шар- нирно крепится осью 90 шарнира к крылу 82 для качательного движения в вертикальной плоскости. Заднее плечо двуплечего рычага 89 имеет зажим 91, который может перемещаться в направлении пластины 83, позади датчика промежутка 85 и между боковыми концами V-образного упора 84. Пневматический мотор 92, установлен- ный на передней части крыла 82, имеет поршень 93,.который может вертикально перемещаться в пересекающемся взаимном положении с передним плечом 94 рычага 89. Пружина 95, расположен ная между крылом 82 и рычагом 89,податливо отжимает переднее плечо 94 рычага 89 к поршню 93.
Утолщение 96 (фиг. 11) каретки 70 крепится к штоку поршня 97 пневматического мотора 98, установленного на раме 2, в силу чего приведение в действие пневматического мотора 98 осуществляет возвратно-поступательное движение каретки 70 на направляющих стержнях 71.
Пластина 83 имеет пару направленных назад пальцев 99, охватывающих с двух сторон боковой выступ 59.
Двуплечий рычаг 100 (фиг. 9) шар- нирно крепится к кронштейну 101, прикрепленному к столу 52. Головка 102, шарнирно прикрепленная к одному из кронштейнов 61 с возможностью скольжения, имеет пару выступов 103 в верхней части плеча 104 рычага 100. Другое плечо 105 рычага 100 простирается по направлению назад. Другой двуплечий рычаг 106, расположенный впереди рычага 100, шарнирно крепится к кронштейну 101. Втулка, закрепленная на раме 69 и простирающаяся в направлении назад от рамы, а также со скольжением перемещаемая по направляющим стержням 62, имеет головку 107, шарнирно закрепленную на ней которая при перемещении контактирует с парой выступов 108 в верхней части плеча 109 рычага 106. Другое плечо 110 рычага 106 простирается по направлению назад от плеча 109. Передняя часть плеча 105 рычага подразделяется на пару пальцев 111 (фиг. 16), которые охватывают с двух сторон заднюю часть плеча 110 рычага. Каждый палец 111 имеет прорезь 112, а задняя часть плеча 110 рычага имеет паз 113. Гайка 114 устанавливается в каждой из прорезей с возможностью скольжения, при этом эти гайки установлены с возможностью вращения на оси 115.
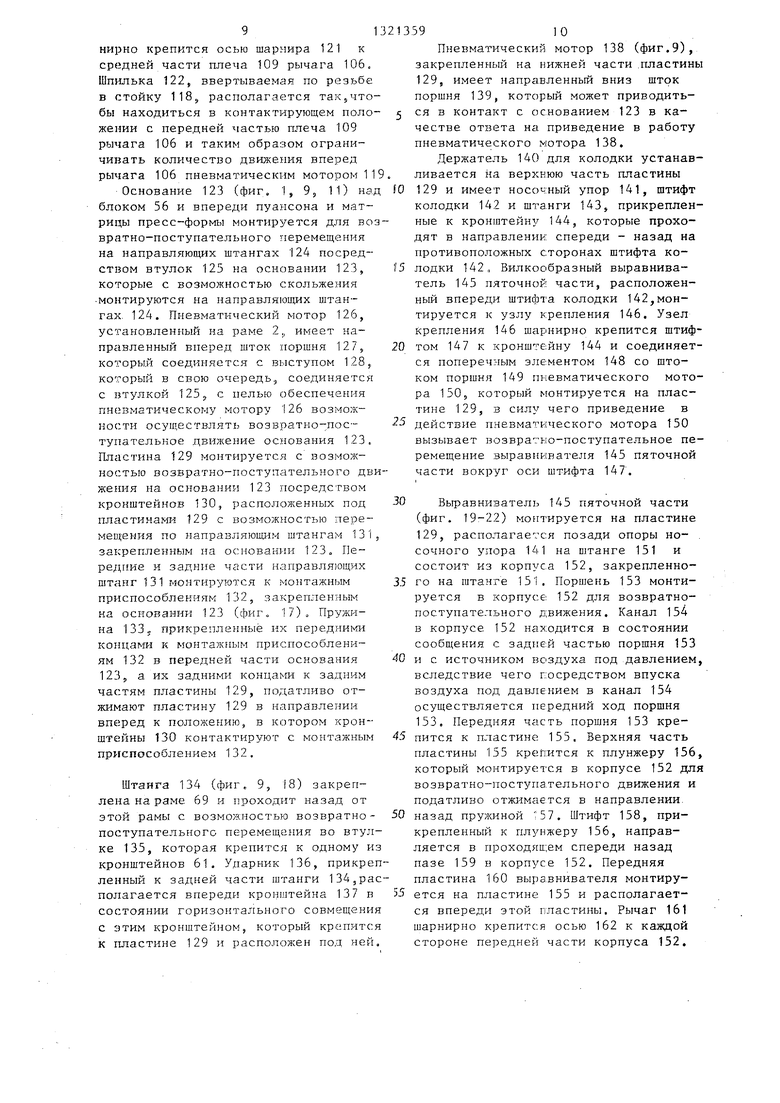
Шпилька 116, ввернутая по резьбе в гайку 114 в пазу 113, может вращаться круглой ручкой 117, чтобы контрить эту гайку в пазу 113 и следовательно, все гайки 114 в отрегулированном положении в прорези 112 и пазу 113. Таким, образом, ось 115 образует регулируемое шарнирное соединение между плечами 105 и 110 рычага. Стойка 118, закрепленная на кронштейне 101, имеет шарнирно закрепленный на ней пневматический мотор 119. Направленньш назад шток поршня 120 пневматического мотора 119 шар913
нирно крепится осью шарнира 121 к средней части плеча 109 рычага 106. Шпилька 122j ввертываемая по резьбе в стойку 118, располагается так чтобы находиться в контактирующем поло- женин с передней шстью плеча 109 рычага 106 и таким образом ограничивать количество движения вперед рычага 106 пневматическим мотором 119
Основание 123 (фиг. 1, 9, 11) над блоком 56 и впереди пуансона и матрицы пресс-формы монтируется для возвратно-поступательного перемещения на направляющих штангах 124 посредством втулок 125 на основании 123, которые с возможностью скольжения монтируются на направляющих штангах. 124. Пневматический мотор 126, установленный на раме 2,, имеет направленный вперед шток поршня 127, который соединяется с выступом 128. который в свою очередь, соединяется
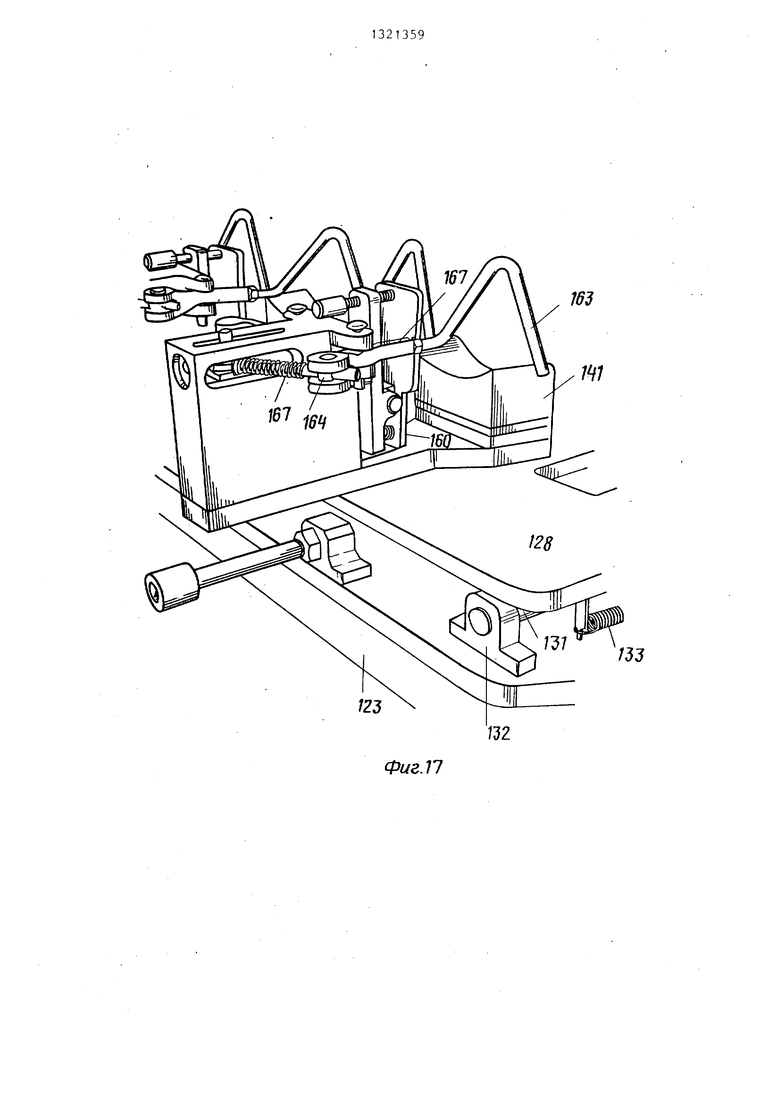
с втулкой 125,, с пелью обеспечения пневматическому мотору 126 возможности осуществлять возвратно-поступательное движение основания 123. Пластина 129 монтируется с нозмож- ностью возвратно-поступательного движения на основании 123 посредством кронштейнов 130, расположенных под пластинам1-г 29 с возможностью перемещения по направляющим штангам 131, закрепленным на основании 123. Передние и задние части направляющих штанг 131 монтируются к монтажным приспособлениям 132, закрепленным на основании 123 (фиг. 17). Пружина 133з прикрепленные их передними концами к монтажным приспособлениям 132 в передней части основания 123, а их задними концами к задним частям пластины 129, податливо отжимают пластину 129 в направлении вперед к положению, в котором кронштейны 130 контактируют с монтажным приспособлением 132.
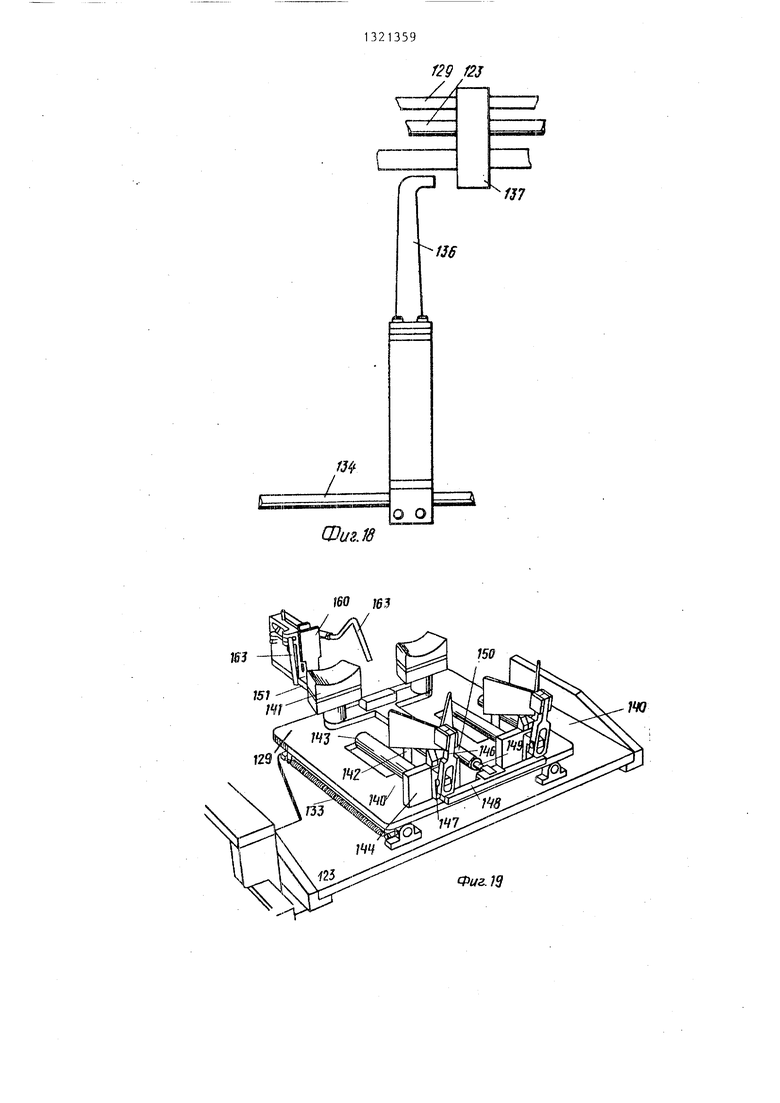
Штанга 134 (фиг, 9, 18) закреплена на раме 69 и проходит назад от этой рамы с возмо з:ностью возвратно - поступательного перемещения во втулке 135, которая крепится к одному из кронштейнов 61. Ударник 136, прикрепленный к задней части штанги 134,располагается впереди кронштейна 137 в состоянии горизонтального совмещения с этим кронштейном, который крепится к пластине 129 и расположен под ней.
5
O 5 0
5
0 5 0 5
0 5
5910
Пневматический мотор 138 (фиг.9), закрепленнЕ.й на нижней части .пластины 129, имеет направленный вниз шток поршня 139, который может приводиться в контакт с основанием 123 в качестве ответа на приведение в работу пневматического мотора 138.
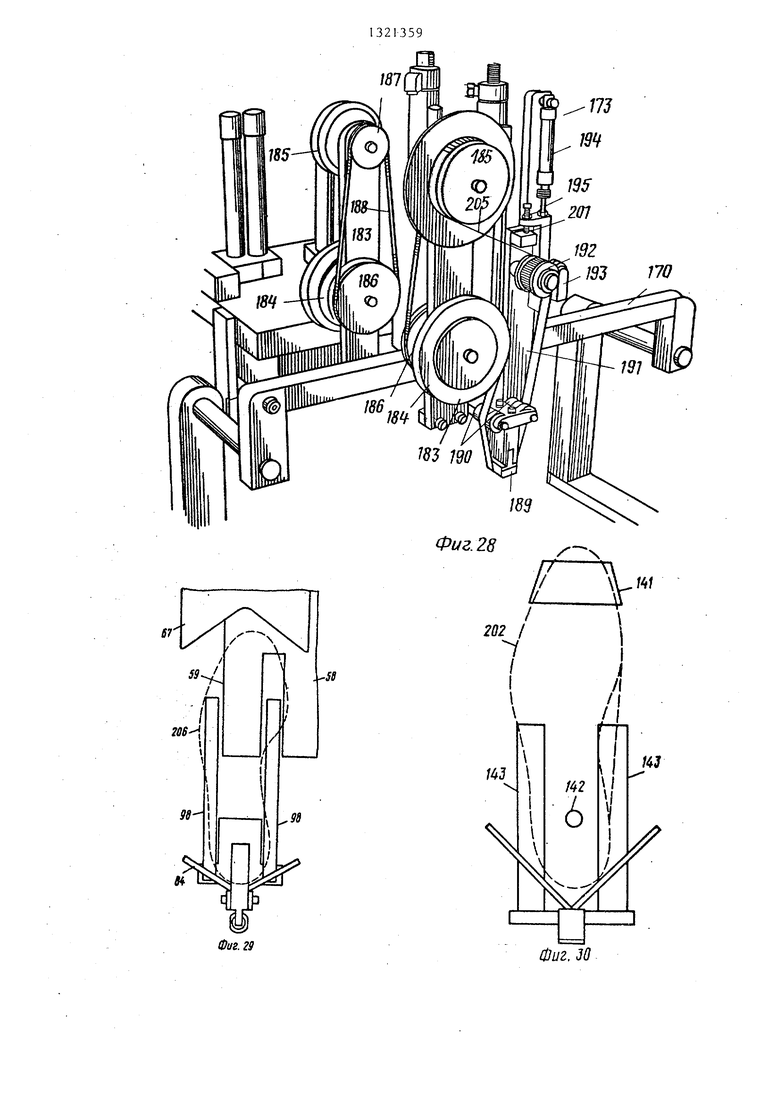
Держатель 140 для колодки устанавливается на верхнюю часть пластины 129 и имеет носочный упор 141, штифт колодки 142 и шта.нги 143, прикрепленные к кронштейну 144, которые прохо дят в направлении спереди - назад на противоположных сторонах штифта колодки 142, Вилкообразный выравниватель 145 пяточной части, расположенный впереди штифта колодки 142,монтируется к узлу крепления 146. Узел Крепления 146 шарнирно крепится штифтом 147 к кронштейну 144 и соединяется поперечным элементом 148 со штоком поршня 149 пневматического мотора 150, который монтируется на пластине 129, в силу чего приведение в действие пневматического мотора 150 вызывает возвратно-поступательное перемещение выравнивателя 145 пяточной части вокруг оси штифта 147.
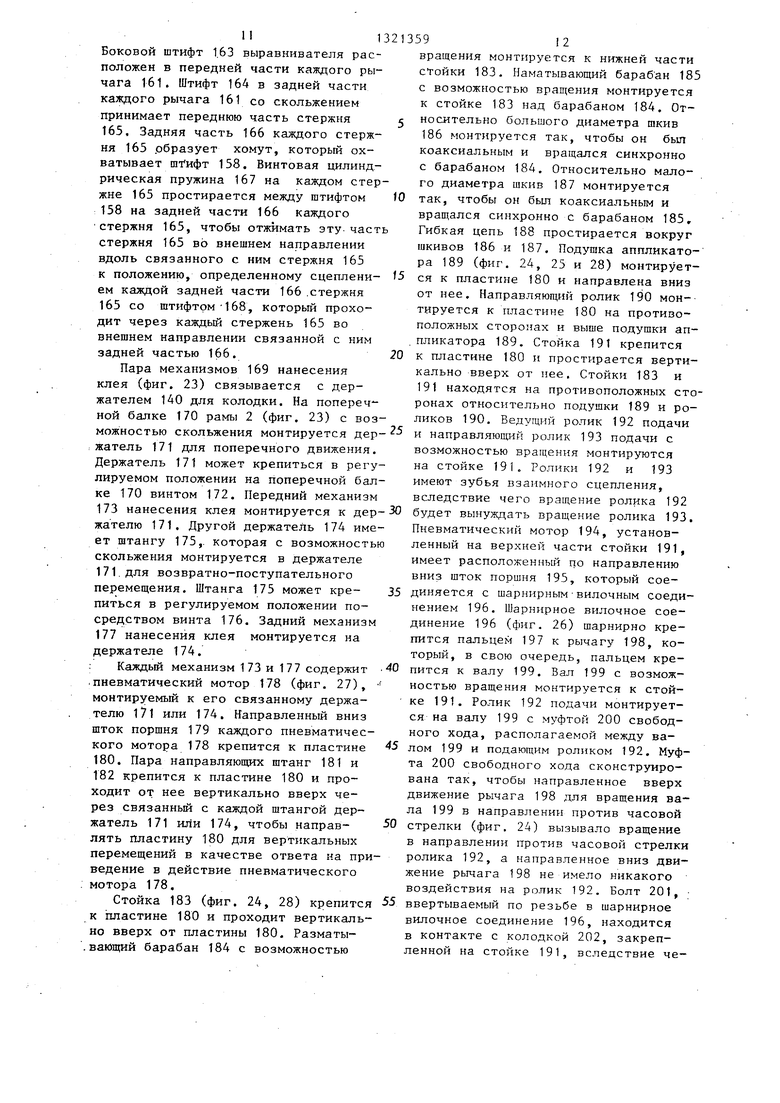
Вьфавниватель 145 пяточной части (фиг. 19-22) монтируется на пластине 129, располагается позади опоры но- . сочного упора 141 на штанге 151 и состоит из корпз са 152, закрепленного на штанге 151. Поршень 153 монтируется в корпусе 152 для возвратно- поступательного движения. Канал 154 в корпусе 152 находится в состоянии сообщения с задней частью поршня 153 и с источником воздуха под давлением, вследствие чего посредством впуска воздуха под давлением в канал 154 осуществляется передний ход поршня 153. Передняя часть поршня 153 крепится к пластине 155, Верхняя часть пластины 155 крепится к плунжеру 156, который монтируется в корпусе 152 для возвратно-поступа.тельного движения и податливо отжимается в направлении, назад пружиной 57. Штифт 158, прикрепленный к плунжеру 156, направляется в проходящем спереди назад пазе 159 в корпусе 152. Передняя пластина 160 вырз.внивателя монтируется на пластине 155 и располагается впереди этой пластины. Рычаг 161 шарнирно крепится осью 162 к каждой стороне передней части корпуса 152.
,
Боковой штифт 1.63 выравнивателя расположен в передней части каждого рычага 161. Штифт 164 в задней части каждого рычага 161 со скольжением принимает переднюю часть стержня 165, Задняя часть 166 каждого стержня 165 .образует хомут, который охватывает шт ифт 158. Винтовая цилиндрическая пружина 167 на каждом стержне 165 простирается между штифтом 158 на задней части 166 каждого стержня 165, чтобы отжимать эту часть стержня 165 во внешнем направлении вдоль связанного с ним стержня 165 к положению, определенному сцеплени- ем каждой задней части 166 .стержня 165 со штифтом 168, который проходит через каждый стержень 165 во внешнем направлении связанной с ним задней частью 166.
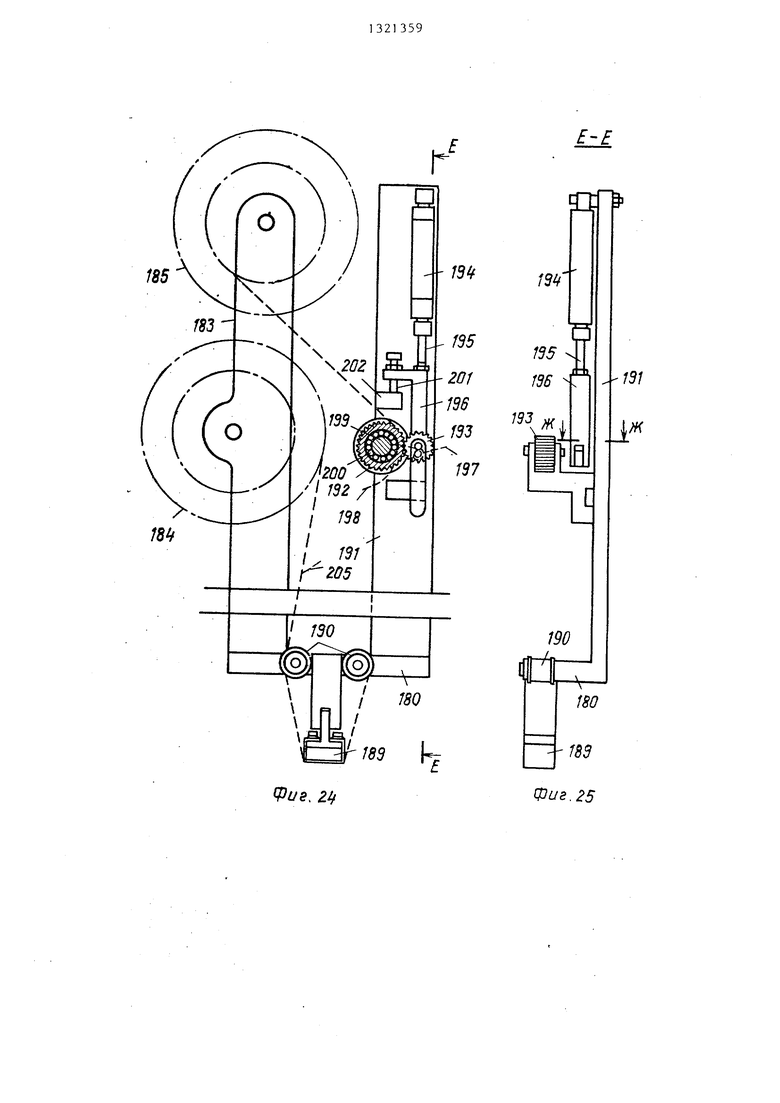
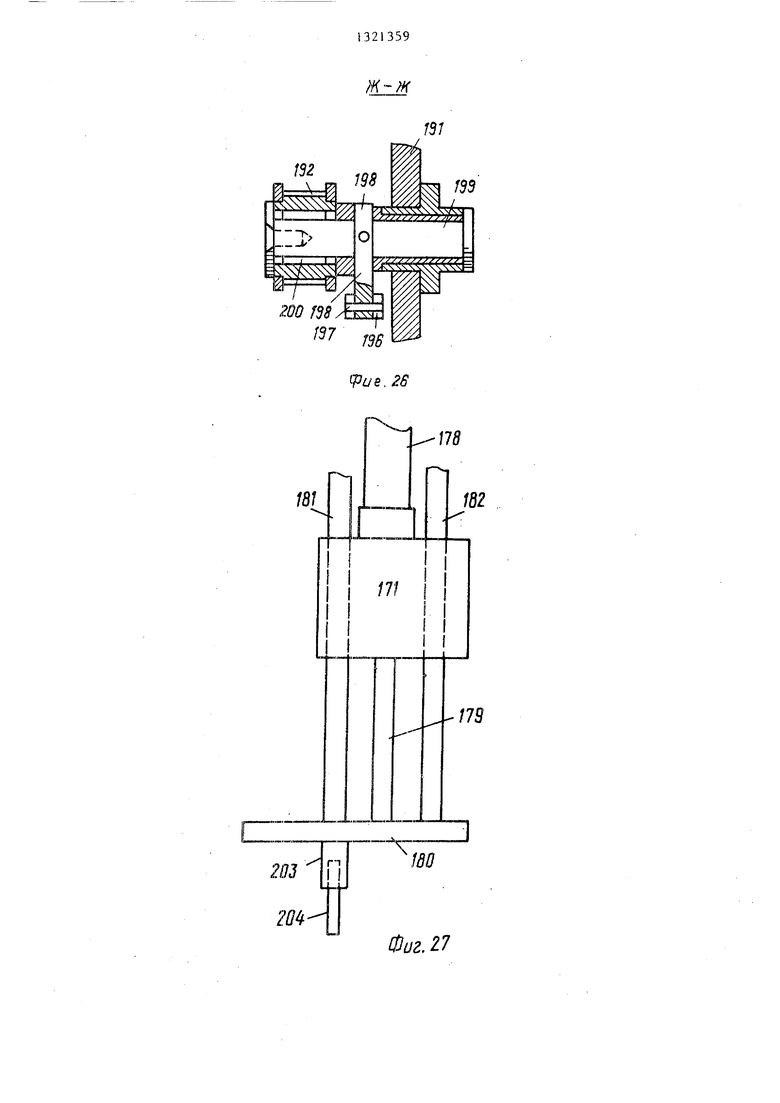
Пара механизмов 169 нанесения клея (фиг. 23) связывается с держателем 140 для колодки. На попереч - ной балке 170 рамы 2 (фиг. 23) с возможностью скольжения монтируется держатель 171 для поперечного движения. Держатель 171 может крепиться в регулируемом положении на поперечной балке 170 винтом 172. Передний механизм 173 нанесения клея монтируется к держателю 171. Другой держатель 174 имеет штангу 175,. которая с возможностью скольжения монтируется в держателе 171. для возвратно-поступательного перемещения. Штанга 175 может кре- питься в регулируемом положении посредством винта 176. Задний механизм 177 нанесения клея монтируется на держателе 174.
; Каждый механизм 1 73 и 177 содержит г пневматический мотор 178 (фиг. 27), монтируемый к его связанному держателю I7l или 174. Направленный вниз шток поршня 179 каждого пневматического мотора 178 крепится к пластине 180. Пара направляющих штанг 181 и 182 крепится к пластине 180 и проходит от нее вертикально вверх через связанный с каждой штангой держатель 171 или 174, чтобы направ- лять Пластину 180 для вертикальных перемещений в качестве ответа на приведение в действие пневматического мотора 178,
Стойка 183 (фиг. 24, 28) крепится к пластине 180 и проходит вертикально вверх от пластины 180. Разматы- .веющий барабан 184 с возможностью
25
5 fO 5 20
3035
-40 50 -55
вращения монтируется к нижней части стойки 183. Наматывающий бараб ан 185 с возможностью вращения монтируется к стойке 183 над барабаном 184. Относительно большого диаметра шкив 186 монтируется так, чтобы он бьш коаксиальным и вращался синхронно с барабаном 184. Относительно малого диаметра шкив 187 монтируется так, чтобы он был коаксиальным и вращался синхронно с барабаном 185, Гибкая цепь 188 простирается вокруг шкивов 186 и 187. Подущка аппликатора 189 (фиг. 24, 25 и 28) монтируется к пластине 180 и направлена вниз от нее. Направляющий ролик 190 мон-- тируется к пластине 180 на противоположных сторонах и выше подушки ап- .пликатора 189. Стойка 191 крепится к пластине 180 и простирается вертикально вверх от нее. Стойки 183 и 191 находятся на противоположных сторонах относительно подушки 189 и роликов 190. Ведущий ролик 192 подачи и направляющий ролик 193 подачи с возможностью вращения монтируются на стойке 191, Ролики 192 и 193 имеют зубья взаимного сцепления, вследствие чего вращение ролика 192 будет вынуждать вращение ролика 193. Пневматический мотор 194, установленный на верхней части стойки 191, имеет расположенный по направлению вниз шток поршня 195, который соединяется с шарнирнымвилочным соединением 196. Шарнирное вилочное соединение 196 (фиг. 26) шарнирно крепится пальцем 197 к рычагу 198, который, в свою очередь, пальцем крепится к валу 199. Вал 199 с возможностью вращения монтируется к стойке 191. Ролик 192 подачи монтируется на валу 199 с муфтой 200 свободного хода, располагаемой между валом 199 и подающим роликом 192. Муфта 200 свободного хода сконструирована так, чтобы направленное вверх движение рычага 198 для вращения вала 199 в направлении против часовой стрелки (фиг, 24) вызывало вращение в направлении против часовой стрелки ролика 192, а направленное вниз движение рычага 198 не имело никакого воздействия на ролик 192. Болт 201, ввертываемый по резьбе в шарнирное вилочное соединение 196, находится в контакте с колодкой 202, закрепленной на стойке 191, вследствие чего состояние контакта болта 201 с колодкой 202 ограничивает степень движения по направлению.вниз шарнирного вилочного соединения 1.96, вызываемого пневматическим мотором 194,
Продолжение 203 (фиг, 23 и 27) направляющей штанги 181 проходит ниже пластины 180, а удерживающий стер- жень 204 монтируется к продолжению 203 так, чтобы иметь возможность упруго отжиматься по направлению вниз из -продолжения 203.
Устройство работает следующим образом.
В состоянии холостого Хода машины шток поршня 10 отводится в заднее крайнее положение в пневматическом моторе 9 и шток поршня 24 отводится в заднее крайнее положение в моторе 23 и таким образом поддерживают матрицу 1 в опущенном положении, поршни 37 находятся в поднятом положении в нижних камерах 36, а поршни 39 - в поднятом состоянии в верхних камерах 35,, вследствие чего пуансон 28 находится в поднятом положении. Плунжеры 42 отводятся в заднее крайнее положение в пневматических моторах 40, Штоки поршней 44 отводятся в заднее крайнее положение в пневматических моторах 43 и втянуты в пуансоны 28. Штоки поршней 49 отводятся в заднее крайнее положение в моторах 48 так, что пластины 50 отведены назад в станины 46 и 47, Шток поршня 55 выдвигается пз мотора 54 так, что платформа 56 находится в верхнем положении с пальцами 58 и 59, находят;имся на одном уровне с пальцами 99„ Шток поршня .64 вьздвигается из пневматического мотора 63 так, что блок задних упоров 65 упирается в платфор гу 56, Шток поршня 76 отводится в заднее крайнее положение в его мотор в центральной балке 77 так, что блок передних упоров 75 находится в переднем положении относительно подкаретки 72, Шток поршня 74 отводится в заднее крайнее положение в пневматическом моторе 82, выводится из сцепления и располагается вертикально вверх от штанги 79. Поток воздуха под давлением проходит через канал:ы 87 и 88 датчика промежутка. Поршень 93 отводится в заднее крайнее положение в пневматическом моторе 92 так, что пружина
95 поднимает зажим 91 по направлению вверх от пластины 83. Пружины 74 податливо отжимают подкаретку 72 по направлению вперед в состояние
сцепления с рамой 69 (фиг. 12). Шток поршня 96 выдвигается из пневматического мотора 97 так, чтобы поддерживать каретку 70 в переднем положении сцепления с рамой 69. Шток
поршня 120 отводится в заднее крайнее положение в моторе 119 с плечом 109 рычага 106, упирающимся в шпильку 122, чтобы подд ерживать упор 67 в относительно заднем положении, а
упор 84 - в относительно переднем положении. Шток поршня 127 выдвигается из пневматического мотора 126 так,чтобы основание 123 установилось и переднее положение. Пружины 133
отжимают пластину 129 по направлению вперед в положение, в котором кронштейны 130 упи1)аются в монтажное приспособление 132, Ударник 136 располагается впереди кронштейнов 137.
Шток поршня 139 отводится в заднее крайнее положение в пневматическом моторе 138 и располагается над и на некотором расстоянии от основания 123. Шток поршня 1А9 отводится в
заднее крайнее положение в пневматическом моторе 150, чтобы поддерживать выравниватель 145 пяточной части в переднем положении.
Так как воздуха под давлением,
входящего в канал 154,нет, то пружина 157 поддерживает поршни 153 в отведенном назад положении и пластина выравнивателя находится в заднем положении, а штифты 163 выравнивателя - во внешних положениях.
Штоки поршней 179 отводятся в заднее крайнее положение в пневматических моторах 178 так, чтобы механизмы 169 нанесения клея поддерживались в
верхних положениях. Штоки поршней 195 выдвигаются из пнеЕ матических моторов 194, Болты 201 упираются в коодки 202.
Рулон 203 липкой ленты Скотч
устанавливается на каждом барабане 184. От барабанов 184 лента каждого рулона 205 (фиг. 24 и 28) протягивается вокруг одного из связанных с ним роликов 190, связанной с ним
одушки аппликатора 189 и других связанных с ним роликов 190. Между вязанными роликами подачи 192 и 193 и на связанньш с ним барабан 185,
15
подается лента. Лента 205 на одной стороне покрывается клеем и устанавливается так, что, когда раскрытая клеем сторона приводится в контакт с объектом, клей на ленте будет прилипать к этому объекту.
В начале рабочего цикла машины плоская стелька 206 помещается между упорами 67 и 84 на поверхностях,
образуемых пальцами 58, 59 и 98. Кро- |0 назад против действия усилия пружин ме того, в начале рабочего цикла ма- 133,направленного вперед. Сопутстшины колодка 202 также помещается следом вверх на держатель 140 для колодки так, чтобы штифт 142 колодки входил в отверстие в колодке 202, передняя часть колодки 202 поддерживалась на опоре носочного упора 141 и штанги 143 поддерживали боко- ковые стороны пяточной части колодвующие движения в направлении назад упора 90, направленное вперед движение упора 67 и направленное назад 15 движение держателя 140 для колодки продолжаются до тех пор, пока плоская стелька 206 не будет центрироваться в пространстве между V-образ- ными упорами 67 и 90 и не будет заки 202. Носочные концы плоской стель-20 цепляться ими, вследствие чего пя- ки 206 и колодки 202 обращены назад
точная часть плоской стельки 206 бу дет вынуждена пересекать и блокировать воздушный поток, проходящий между каналами 87 и 88.
в направлении матрицы и пуансона пресс-формы. При этом стельке 206 и следу колодки 202 придаются такие контуры, чтобы стелька совпадала по форме со следом колодки по окончании формования стельки и приложения ее к следу колодки.
Затем нажимают на педаль с той целью, чтобы переключить клапан начала цикла.
В качестве реакции на включение клапана начала цикла пневматический мотор 119 приводится в действие и его шток поршня 120 под действием упругого усилия, прилагаемого воздухом под давлением выдвигается.Это выдвижение штока поршня 120 через элементы 109, 106, 107 и 108 (фиг.9) обеспечивает направленное назад движение рамы 69, вследствие чего рама 69 вынуждена, перемещать подкаретку
72вместе с блоком передних упоров 75 в направлении назад относительно каретки 70 вдоль направляющих штанг
73против направленного вперед усилия пружины 74. Направленное назад движение подкаретки 72 обеспечивает соответствующее движение назад упору 90 и пальцам 98. Выдвижение штока поршня 120 через элементы 109, 110, 105, 104, 102, 61 и 60 обеспечивает направленное вперед движение упора 67 вдоль платформы 56. Рычаги 99 и 106 шарнирно крепятся друг с другом осью шарнира 114 таким образом, что упор 67 перемещается по направлению вперед более быстро, чем упор
1321359
16
90 перемещается по направлению назад. Движение по направлению рамы 69 сообщает направленное назад движение штанге 134 и ударнику 136, вследствие чего ударник 136 вынужден приходить в сцепление с кронштейном 137 с целью перемещения кронштейна 137, пластины 129, держателя 140 для колодки и колодки 202 в направлении
вующие движения в направлении назад упора 90, направленное вперед движение упора 67 и направленное назад движение держателя 140 для колодки продолжаются до тех пор, пока плос. кая стелька 206 не будет центрироваться в пространстве между V-образ- ными упорами 67 и 90 и не будет зацепляться ими, вследствие чего пя-
точная часть плоской стельки 206 будет вынуждена пересекать и блокировать воздушный поток, проходящий между каналами 87 и 88.
Пересечение и блокирование воздушного потока, проходящего между каналами 87 и 88 пяточной частью плоской стельки 206, обусловлено:
приведением в действие мотора 92 для того, чтобы поднимать шток поршня 93 и опускать зажим 91 в направлении, пластины 83, а также прижимать пяточную часть плоской стельки 206 к
пластине 83 блока передних упоров 75,
приведением в действие пневмати- ческого мотора 81 для того, чтобы выдвигать его шток поршня 80 против штанги 79 и в силу этого замыкать
подкаретку 72 относительно каретки 70 в положении, определяемом подка- реткой 72 в момент времени пересечения и блокирования воздушного потока, проходящего через каналь 87
и 88 пяточной частью плоской стельки 206-,
приведением в действие пневматического мотора 138 с той целью,чтобы выдвигать его шток поршня 139
против основания 123 и в силу этого фиксировать пластину 129 вместе с держателем 140 для колодки и колодкой 202 в положениях, которые они занимали в момент времени пересечения и блокирования воздушного потока, проходящего через каналы 87 и 88 пяточной частью плоской стельки 206;
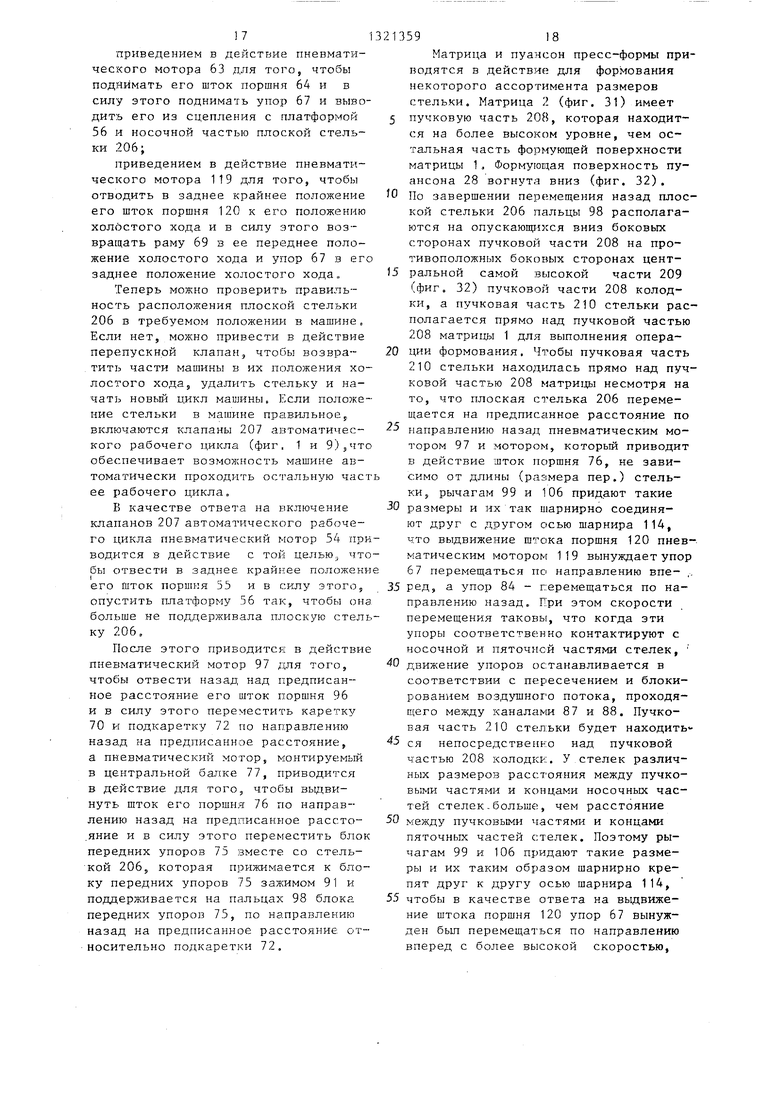
приведением в действие пневматического мотора 63 для того, чтобы поднимать его шток поршня 64 и в силу этого поднимать упор 67 и выводить его из сцепления с платформой 56 и носочной частью плоской стельки 206;
приведением в действие пневматического мотора 119 для того, чтобы отводить в заднее крайнее положение его шток поршня 120 к его положению холостого хода и в силу этого возвращать раму 69 в ее переднее положение холостого хода и упор 67 в его заднее положение холостого хода
Теперь можно проверить правильность расположения плоской стельки 206 в требуемом положении в машине, Если нет, можно привести в действие перепускной клапан, чтобы возвратить части машины в их положения холостого хода, удалргть стельку и начать новьм цикл машины. положение стельки в машине правильное, включаются клапаны 207 автоматического рабочего цикла (фиг, 1 и 9,)5что обеспечивает возмолсность машине автоматически проходить остальную част ее рабочего цикла.
В качестве ответа на включение клапанов 207 автоматического рабочего цикла пневматический мотор 54 приводится в действие с той целью,, чтобы отвести в заднее крайнее положени его шток поршня 5Ь ив силу этого, опустить платформу 56 так, чтобы она больше не поддерживала плоскую стельку 206,
После этого приводите в действие пневматический мотор 97 для того, чтобы отвести назад над предписанное расстояние его шток поршня 96 и в силу этого переместить каретку 70 и подкаретку 72 по направлению назад на предписанное расстояние, а пневматический мотор, монтируемый в центральной багске 77, приводится в действие для того, чтобы выдвинуть шток его поршня 76 по направлению назад на предписанное рассто- .яние и в силу этого переместить блок передних упоров 75 вместе со стелькой 206, которая прижимается к блоку передних упоров 75 зажимом 91 и поддерживается на пальцах 98 блока передних упоров 75, по направлению назад на предписанное расстояние относительно подкаретки 72.
2135918
Матрица и пуансон пресс-формы приводятся в действие для формования некоторого ассортимента размеров стельки. Матрица 2 (фиг. 31) имеет
5 пучковую часть 208, которая находится на более высоком уровне, чем остальная часть формующей поверхности матрицы 1, Формуюв;ая поверхность пуансона 28 вогнута вниз (фиг. 32).
О По завершении перемещения назад плоской стельки 206 пальцы 98 располагаются на опускающихся вниз боковых сторонах пучковой части 208 на противоположных боковых сторонах цент)5 ральной самой высокой части 209 (фиг. 32) пучковой части 208 колодки, а пучковая часть 210 стельки располагается прямо над пучковой частью 208 матрицы 1 для выполнения опера20 ции формования. Чтобы пучковая часть 210 стельки наход1шась прямо над пучковой частью 208 матрицы несмотря на
25
30
то, что плоская стелька 206 перемещается на предписанное расстояние по направлению назад пневматическим мотором 97 и мотором, который приводит в действие шток поршня 76, не зависимо от длины (размера пер.) стельки, рычагам 99 и 106 придают такие размеры и их так шарнирно соединяют друг с другом осью шарнира 114, что выдвижение штока поршня 120 пневматическим мотором 119 вынуждает упо 67 перемещаться по направлению впе-
35 ред, а упор 84 - перемещаться по направлению назад. При этом скорости перемещения таковы, что когда эти упоры соответственно контактируют с носочной и пяточной частями стелек,
40 движение упоров останавливается в соответствии с пересечением и блокированием воздушного потока, проходящего между каналами 87 и 88. Пучковая часть 210 стел:ьки будет находить 5 ся непосредственно над пучковой частью 208 колодкк. У стелек различных размеров расстояния между пучко- вьми частями и концами носочных частей стелек - больше, чем расстояние
50 м:ежду пучковыми частями и концами пяточных частей стелек. Поэтому рычагам 99 и 106 придают такие размеры и их таким образом шарнирно крепят друг к другу осью шарнира 114,
55 чтобы в качестве ответа на вьщвиже- ние штока поршня 120 упор 67 вынужден был перемещаться по направлению вперед с более высокой скоростью.
19
в действие пневматический мотор 97 С той целью чтобы возвратить шток поршня 96 в его положение холостого хода, а шток поршня 76 отводится на
5 зад в его положение холостого хода и в силу этого возвращает блок передних упоров 75, зажим 91 и пальцы 98 по направлению вперед в их положение холостого хода. При этом стел
0 ка 206 удерживается штоками поршне 44 против матрицы. Расстояние между матрицей 1 и пуансоном 28 в это вре мя (фиг. 33) обеспечивает достаточное пространство для обеспечения во
5 можности зажиму 91, упору 84 и плас тине 83 перемещаться по направлению вперед из пространства между частям пресс-формы без каких-либо препятст
чем скорость движения по направлению назад, придаваемая упору 84.
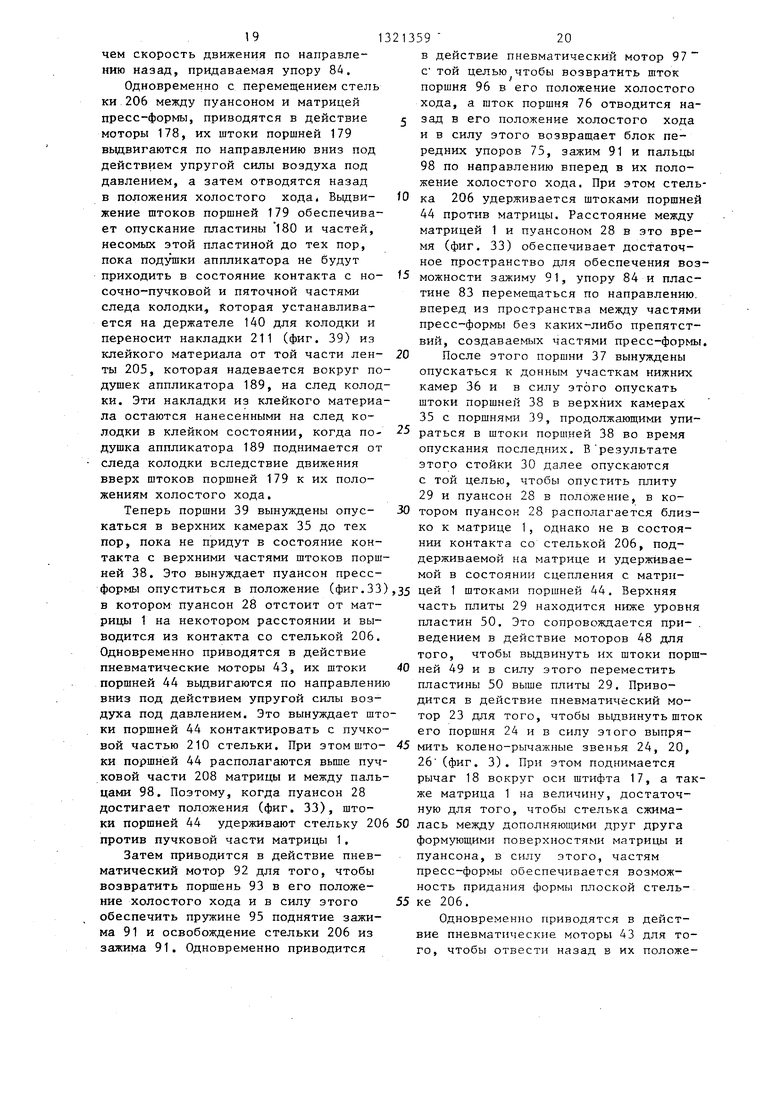
Одновременно с перемещением стель ки 206 между пуансоном и матрицей пресс-формы, приводятся в действие моторы 178, их штоки поршней 179 вьщвигаются по направлению вниз под действием упругой силы воздуха под давлением, а затем отводятся назад в положения холостого хода. Выдвижение штоков поршней 179 обеспечивает опускание пластины 180 и частей, несомых этой пластиной до тех пор, пока подушки аппликатора не будут приходить в состояние контакта с но- сочно-пучковой и пяточной частями следа колодки которая устанавливается на держателе 140 для колодки и переносит накладки 211 (фиг. 39) из клейкого материала от той части ленты 205, которая надевается вокруг подушек аппликатора 189, на след колодки. Эти накладки из клейкого материала остаются нанесенными на след колодки в клейком состоянии, когда по- 25 раться в штоки поршней 38 во время
опускания последних. В результате этого стойки 30 далее опускаются с той целью, чтобы опустить плиту
ВИЙ, создаваемых частями пресс-форм 20 После этого поршни 37 вынуждены опускаться к донным участкам нижних камер 36 и в силу этого опускать штоки поршней 38 в верхних камерах 35 с поршнями 39, продолжающими упи
душка аппликатора 189 поднимается от следа колодки вследствие движения вверх штоков поршней 179 к их положениям холостого хода.
Теперь поршни 39 вынуждены опускаться в верхних камерах 35 до тех пор, пока не придут в состояние контакта с верхними частями штоков поршней 38. Это вынуждает пуансон пресс29 и пуансон 28 в положение, в ко- 30 тором пуансон 28 располагается близ ко к матрице 1, однако не в состоянии контакта со стелькой 206, поддерживаемой на матрице и удерживаемой в состоянии сцепления с матриформы опуститься в положение (фиг.33),35 цей 1 штоками поршней 44. Верхняя
в котором пуансон 28 отстоит от матрицы 1 на некотором расстоянии и выводится из контакта со стелькой 206. Одновременно приводятся в действие пневматические моторы 43, их штоки поршней 44 выдвигаются по направлению вниз под действием упругой силы воздуха под давлением. Это вынуждает штоки поршней 44 контактировать с пучковой частью 210 стельки. При этом што- 45 мить колено-рычажные звенья 24, 20, ки поршней 44 располагаются вьш1е пуч- 26 (фиг. 3). При этом поднимается ковой части 208 матрицы и между пальцами 98. Поэтому, когда пуансон 28
рычаг 18 вокруг оси штифта 17, а та же матрица 1 на величину, достаточную для того, чтобы стелька сжимадостигает положения (фиг. 33), штоки поршней 44 удерживают стельку 206 50 лась между дополняющими друг друга
против пучковой части матрицы 1.
Затем приводится в действие пневматический мотор 92 для того, чтобы возвратить поршень 93 в его положение холостого хода и в силу этого обеспечить пружине 95 поднятие зажима 91 и освобождение стельки 206 из зажима 91. Одновременно приводится
21359 20
в действие пневматический мотор 97 С той целью чтобы возвратить шток поршня 96 в его положение холостого хода, а шток поршня 76 отводится на5 зад в его положение холостого хода и в силу этого возвращает блок передних упоров 75, зажим 91 и пальцы 98 по направлению вперед в их положение холостого хода. При этом стель 0 ка 206 удерживается штоками поршней 44 против матрицы. Расстояние между матрицей 1 и пуансоном 28 в это время (фиг. 33) обеспечивает достаточное пространство для обеспечения можности зажиму 91, упору 84 и пластине 83 перемещаться по направлению, вперед из пространства между частями пресс-формы без каких-либо препятст25 раться в штоки поршней 38 во время
25 раться в штоки поршней 38 во время
ВИЙ, создаваемых частями пресс-формы. 20 После этого поршни 37 вынуждены опускаться к донным участкам нижних камер 36 и в силу этого опускать штоки поршней 38 в верхних камерах 35 с поршнями 39, продолжающими упи29 и пуансон 28 в положение, в ко- 30 тором пуансон 28 располагается близко к матрице 1, однако не в состоянии контакта со стелькой 206, поддерживаемой на матрице и удерживаемой в состоянии сцепления с матричасть плиты 29 находится ниже уровня пластин 50. Это сопровождается при- , ведением в действие моторов 48 для того, чтобы вьщвинуть их штоки порш- 40 ней 49 и в силу этого переместить пластины 50 выше плиты 29. Приводится в действие пневматический мотор 23 для того, чтобы выдвинуть шток его поршня 24 и в силу этого выпрямить колено-рычажные звенья 24, 20, 26 (фиг. 3). При этом поднимается
рычаг 18 вокруг оси штифта 17, а также матрица 1 на величину, достаточную для того, чтобы стелька сжимаформующими поверхностями матрицы и пуансона, в силу этого, частям пресс-формы обеспечивается возможность придания формы плоской стель- 55 ке 206.
Одновременно приводятся в действие пневматические моторы 43 для того, чтобы отвести назад в их положе-
ния холостого хода штоки поршней 44, отведенные назад к пуансону,
Шток поршня 10 выдвигается из пневматического мотора 9 и приводит в состояние движения рычажный механизм, образуемый рычагами 12,, 16 и 18. При рычаге 18, отклоняющемся по часовой стрелке (фиг, 3) вокруг оси штифта 19, для того, чтобы перемещать матрицу по направлению вверх на относительно короткое расстояние под большим формуюш 1м давлением, и завершить формование (фиг. 34), пуансон вынужден перемещаться по направлению вниз (положение фиг. 34) под действием упругой силы сжатого воздуха в верхних камерах 35, Пластины 50, лежащие над плитой 29, не допускают, чтобы направленное вверх формующее давление, npi-шагаемое к матрице пневматическим мотором 9, пере- меш,ало бы пуансон 28 по направлению вверх против упругой направленной вниз силы воздуха под давлением в верхних камерах 35,
В процессе прессования и формования стельки 206 между пуансоном и матрицей за счет приведения в действие пневматических моторов 23 и 9
пружины 5 позволяют матрице сдвигать- 30 лодки 202, которая устанавливается
ся относительно основания 4, чтобы обеспечивать приложение равномерного формующего давления к стельке матрицы и пуансона, несмотря на различия в толщинах р :зличш тх частей стельки и любые изменения в фор;чую- щих поверхностях матрицы и пуансона пресс-формы.
По истечении определенного периода времени пневматические моторы 9 и 23 приводятся в действие для того, чтобы отвести в задние крайние положения их штоки поршней 10 и 24 и в силу этого опустить матрицу в ее пона держатель 140 для колйдки.
Приводится в действие пневматический мотор 126 с той целью, чтобы
35 отвести назад его шток поршня 127 на предписанное расстояние, переместить основание 123, пластину 126 и держатель 140 для колодки по направлению назад на расстояние и помес40 тить колодку 22 следом вверх на коротком расстоянии под пуансоном 28. Это движение по направлению назад пластины 129 и колодки 202 относительно основания 123 вынуждается заложение холостого хода, в котором она45 цеплением кронштейна 137 ударником отводится на некоторое расстояние от 136. В конце этого движения пучко- пуансона. Штифты 51, которые распола- вая часть следа колодки находится в гались в передней части пяточной час- совпадении по вертикали с пучковой ти 212 (фиг. 35) матрицы 1, отжимают- частью пуансона 28 и пучковой частью ся в матрицу во время операции формо-50 стельки 206 (фиг,, 37). Это сопровож- вания (фиг. 34). Подъем пуансона 28 дается приведением в действие пневматического мотора 40 для того, чтобы отвести назад плунжер 42 в его положение холостого хода из пространобеспечивает возможность для штифтов 31 выдвигаться по направлению вверх из пяточной части матрицы и в силу этого поднимать пяточную часть фор- 55 ства под стелькой 206, обеспечить мованной стельки 206 и таким образом возможность отформованной стельке создавать пространство между пяточной частью формованной стельки 206
206 под действием силы тяжести упасть на след колодки 202 при пучковой часи пяточной частью матрицы, чтобы таким образом обеспечивать возможность формованной стельке 206 легко удаляться из матрицы 1.
Приводится в действие пневматический мотор 40. Под воздействием упругой силы воздуха под давлением плунжер 42 выдвигается в пространство между пяточной частью формованной стельки 206 и пяточной частью
матрицы и прижимает формованную стельку к формующей поверхности пуансона 28 (фиГо 36), Одновременно приводятся в действие пневматические моторы
48 для того, чтобы отвести в крайнее положение их штоки поршней 49 и вы- тянуть пластины 50 из пространства над плитой 29. Поршни 39 в верхних камерах 35 и поршни 37 в нижних камерах 36 поднимаются в их положения холостого хода и поднимают пуансон 28 в положение холостого хода.Плунжер 42 продолжает прижимать формованную стельку 206 к формующей поверхности пуансона, В ее поднятом положении формованная стелька 206, которая прижимается к формующей поверхности пуансона 28, находится на более высоком подьеме, чем след кона держатель 140 для колйдки.
Приводится в действие пневматический мотор 126 с той целью, чтобы
отвести назад его шток поршня 127 на предписанное расстояние, переместить основание 123, пластину 126 и держатель 140 для колодки по направлению назад на расстояние и поместить колодку 22 следом вверх на коротком расстоянии под пуансоном 28. Это движение по направлению назад пластины 129 и колодки 202 относиства под стелькой 206, обеспечить возможность отформованной стельке
206 под действием силы тяжести упасть на след колодки 202 при пучковой час
23
ти стельки, находящейся в совпадении с пучковой частью следа колодки 202. После этого пневматический мотор 126 приводится в действие для того, чтобы выдвинуть его шток поршня 127, пе реместить держатель 140 для колодки и колодку 202 по направлению вперед и привести след колодки в положение, при котором он находится снизу подушек аппликатора 189, когда клейкие накладки 211 наносятся на след колодки .
Приводится в действие пневматический мотор 150 для того, чтобы выдвинуть его шток поршня 149, вынудить выравниватель 145 пяточной части прийти в контакт с пяточной часть колодки 202. Одновременно подают воздух под давлением в канал 154 с той целью, чтобы переместить поршень по направлению вперед и таким образом через рычажный механизм (фиг. 20-22) пластину выравнивателя 160 по направлению вперед до контакта с пяточной частью колодки 202, а также штифты выравнивателя 160 по направлению вперед до контакта с носочной частью колодки 202 и штифты 163 выравнивателя по направлению внутрь до контакта с боковыми сторонами носочной части колодки 202. При взаимодействии элементов 145, 160 и 163 с колодкой сдвигается стелька 206 (если она не находилась в состоянии точного совпадения со следом колодки при опускании на след колодки от пуансона 28) для точного совпадения со следом колодки.
Пневматические моторы 178 снова приводятся в действие (фиг. 38) с той целью, чтобы выдвинуть их штоки поршней 179 по направлению вниз и вынудить подушки аппликатора 189 прийти в контакт со стелькой 206 над
1
липкими накладками 211, которые пред- 45 деваются вокруг подушек аппликатора
варительно наносились на след колодки, и затем поднять подушки аппликатора 189. В это время на тех частях ленты 205, которые надеваются вокруг подушек аппликатора 189, клея нет; поскольку клей на этих частях ленты ранее бьт перенесен на след колодки в виде накладок 211, Давление прилагается подушкой аппликатора 189 для того,чтобы прижать стельку 206 к следу колодки 202 и вынудить стельку 206 приклеиться к следу колодки посредством накладок 211. Во время
to
15
20
5
321359 24
опускания подушек аппликатора 189 и перед тем, как они приходят в состояние контакта со стелькой 206, удерживающие в нижнем положении стержни 208 упруго прижимаются к стельке во всей длине подушек аппликатора 189 и остаются прижатыми к стельке до тех пор, пока подушки аппликатора 189 не начнут поднимать стельки. Удерживающие в нижнем положении стержни 204 предупреждают смещение стельки на следе колодки во время контакта подушек аппликатора 189 со следом колодки.
Приводится в действие пневматический мотор 150 и выравниватель пяточной части 145 возвращается в его положение холостого хода и отсоединенное от колодки 202. Сжатьй воздух выпускается из канала 154, чтобы обеспечить возможность пластине выравнивателя 160 и штифту 163 выравнивателя возвратится в их положения холостого хода, отсоединенные от колодки 202.
Пневматические моторы 194 приводятся в действие с той целью,, чтобы сначала сдвинуть их штоки поршней 195 по направлению вверх, а .затем - по направлению вниз. Это обеспечивает возможность муфтам 200 свободного хода таким образом вращать ролики подачи 192 и 193 и подавать новый элемент ленты 205 снизу подушек ап- 35 пликатора 189. Эта подача вынуждает ленту разматываться с барабанов 184 и снова наматываться на барабан 185. Вращение барабанов 184, соответственно сматывание с них ленты 205, обеспечивает возможность осуществлять такое вращение барабанов 185, чтобы осуществлять повторное наматывание на них ленты 205. Новые части ленты 205 с клеящим веществом на25
30
40
189 и являются готовыми для следующего рабочего цикла машины.
Этим завершается рабочий цикл машины. Теперь удаляют колодку 202, 50 имеющую стельку 206, приклеенную к ее следу накладками 211 из машины.
Формула изобретения
55 1 . Машина для формования стельки и прикрепления ее к следу колодки, имеющая носочный упор, пресс-форму, состоящую из матрицы и пуансона с
обращенными одна к другой профили- рованнь ми, формую1цими по следу колодки, noBepxHocTHNfH, пучковая часть которой имеет высоту, значительно большую, чем остальные части поверхностей матрицы и пуансона, последний установлен с возможностью перемещения в вертикальной плоскости между положением с зазором между матрицей и пуансоном пресс-формы и положением полного смыкания матрицы с пуансоном между собой посредством механизма для сообщения вертикального перемещения матрице пресс-формы, приспособление для сведения матрицы и пуансона в момент формования стельки и последующего разведения матрицы и пуансона с созданием зазора между ними, средство для удержания отформованной стельки на нижней рабочей поверх-20 чтобы пучковая часть колодки была ности пуансона во время разведения ориентирована напротив пучковой час- пуансона и матрицы,, держатель для установки колодки под пуансоном,средство для опускания отформованной
25
стельки на след колодки с одновременным ориентированием ее. на следе колодки, средство для .удержания матрицы и пуансона с зазором одной относительно другого во время перемещения плоской стельки между формующими поверхностями матриц) и пуансона, средство для последующего подъема пуансона в его нгерхнее положение с зазором относительно матрицы и при способление для последующего крепления клеем отформованной стельки к
ти пуансона после перемещения держателя колодки в зону между матрицей и пуансоном.
5. MaiuHHa по пп. 1-4, о т л и ч а
30
ю щ а я с я тем, что средство для возвратно-поступательного перемещени стельки относительно следа колодки имеет каретку, установленную на раме с возможностью возвратно-поступательного перемещения, блок носочных упоров, закрепленный на держателе колодки, пяточный упор, смонтированный на раме с возможностью перемеще35 ния по высоте и возвратно-поступательного перемещения в направлении к носочному упору, средства для зажима стельки на след колодки и установки его в первоначальном отследу колодки, о т
и ч а ю щ а я с я тем, что, с целью повышения качества формования, эна имеет средство для установки колодки на ле между пуансоном и матрицей и средство для последующего освобождения отформованной стельки от формуюп.1ей поверхности пуансона для обеспечения ориентированного падения отформованной стельки на след колодки.
2,Машина по п. 1, отличающаяся тем, что средство для установки колодки на держателе имеет привод для перемещения его из положения вне пресс-формы в положение между матрицей и пуансоном пресс- формы, выполненное в виде пневматического двуштокового цилиндра.
3.Машина по пп. 1 и 2, о т л и - чающаяся тем, что она содержит средство для первоначального размещения и фиксации держателя колодки со стелькой вне пресс-формы,, средство для приведения в действие держателя колодки и перемещения его в
положение между матрицей и пуансоном пресс-формы, средство для возвратно-поступательного перемещения стельки относительно следа колодки для установки пучковой части стельки точно над пучковой частью следа колодки при любом полнотно-ростовоч- ном ассортименте со средствами регулирования положения стельки.
4. Машина по пп, 1-3, о т л и чающаяся тем, что регулировочные средства для установки держателя колодки установлены с возможностью взаимодействия с регулировочными средствами положения их так.
чтобы пучковая часть колодки была ориентирована напротив пучковой час-
чтобы пучковая часть колодки была ориентирована напротив пучковой час-
ти пуансона после перемещения держателя колодки в зону между матрицей и пуансоном.
5. MaiuHHa по пп. 1-4, о т л и ч а30
ю щ а я с я тем, что средство для возвратно-поступательного перемещени стельки относительно следа колодки имеет каретку, установленную на раме с возможностью возвратно-поступательного перемещения, блок носочных упоров, закрепленный на держателе колодки, пяточный упор, смонтированный на раме с возможностью перемеще35 ния по высоте и возвратно-поступательного перемещения в направлении к носочному упору, средства для зажима стельки на след колодки и установки его в первоначальном от40 крытом положении, средство для первоначального расположения пяточного упора в нижнем нерабочем положении, средства перемещения носочного упора в направлении от каретки, а пяточ45 ного упора - в направлении к каретке для обеспечения сдвига стельки,расположенной на следе колодки до фиксации концов стельки обоими -упорами
50 6. Машина по пп. 1-5, отличающаяся тем,что на формующей поверхности матрицы в пучковой части закреплены стержни для фиксации стельки, входящие в отверстия,
55 выполненные на формующей поверхности пуансона.
7. Маши)1а по пп. 1-6, отличающаяся
тем, что пуансон
27; 28
закреплен с по мижно(:тью кячптель- мы во время i:)n.-ioM(emiH пыссжого данного движения его относительно ра- линия пулнс она к стельке.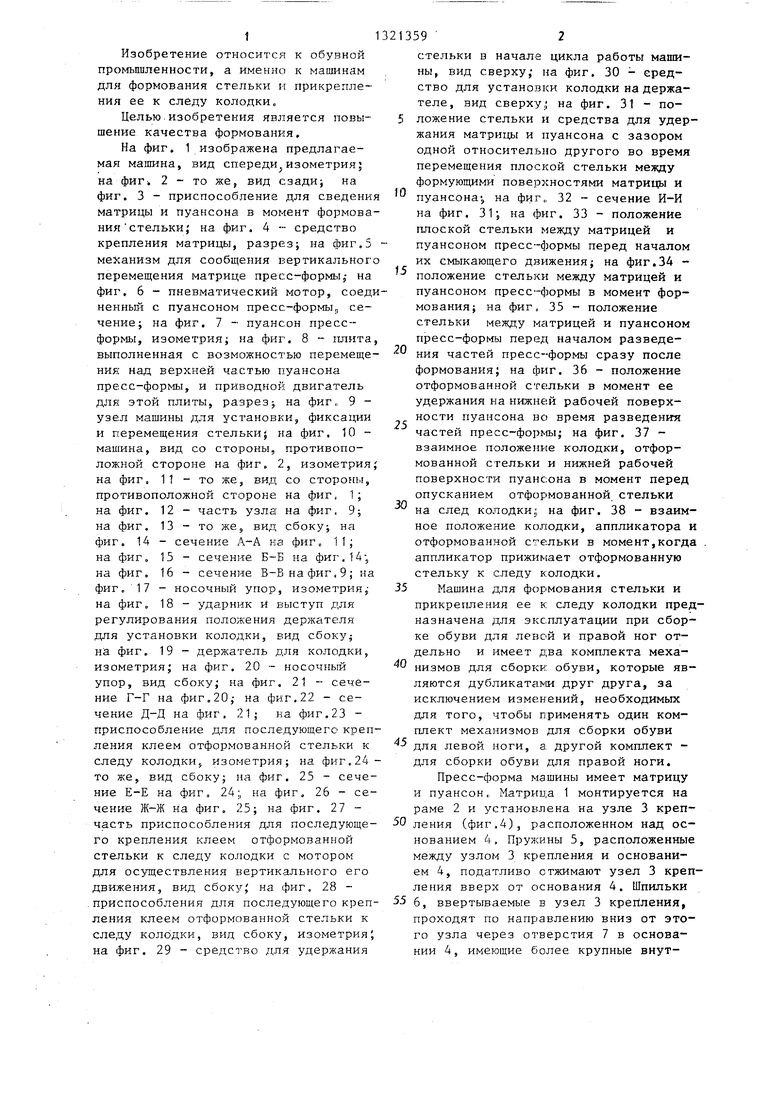





Изобретение относится к обувной промышленности, а именно к машинам для формования стельки и прикрепления ее к следу колодки. Целью изобретения является повьш ение качества формования. Машина для формования стельки и прикрепления ее к следу колодки имеет носочный упор, пресс-форму, состоящую из матрицы и пуансона, Который установлен с возможностью перемещения в вертикальной плоскости, приспособление для сведения матрицы и пуансона в момент формирования стельки и последующего их разведения, средство для удержания отформованной стельки на нижней рабочей поверхности пуансона. Кроме того, машина содержит держатель для установки колодки под пуансоном, средство для опускания стельки на след колодки, средство для удержания матрицы и пуансона с зазором во время перемещения стельки между поверхностями матриц и пуансона, средство для последующего подьема пуансона и приспособление для крепления клеем стельки к следу колодки. Для достижения поставленной цели машина имеет средство для установки колодки на держателе между пуансоном и матрицей и средство для последующего освобождения отформованной стельки от формующей поверхности пуансона для обеспечения ориентированного падения отформованной стельки на след колодки, 6 3.п. ф-лы, 3 8 ил. § О)
723
207
cpuz.;
cpus.3
j
.
13
Фиг. 5
S 9.
Фиг.З
1G5
WI
1W
207
.s
Фиг. W
3
Ue. 11
0г/г./2
33
85 CDuz-. /J
A-A
5
81
L
c
70
60 Фиг, 14
73
5-6
Фш. 15
m / Ш
x Z::--/ -
./
A.
ffrт
Фаг, fff
A.
т
ff2
Wd
W
123
Фиг.Л
129 f2J /
;
X
т
CD(
r:i
ч
Ш
ГбО /63
JfiJ
/5
Фиг. 20
/Z..g « п п
гС1-
йГ/.//7
Х IP // Я
J
f65
152
т
Т-
Ш
Фиг. 21
-
15В
159 157 5S I
160
т 161
Фиг. 22
177
Фиг. 23
. 2
К
Е-Е
ОТ
Ю5
т
191
193
м
U
ж
т
180
т
Фиг. 25
200 т т
198
Ь2222 $ У
Х У чч ч уЛч ч
9US.2S
т
203
п
L
т
т
Фиг, 27
59
SB
Фиг. 28
г
w
I
2Q2 I
I
/I
208/4J
MJ
84 l
Фиг. 2S
V
и
Фиг, JJ
50
Фиг. 33 П. W /
/
. J /
f
6&i/a J.f
Фиг. 36
202
Фиг. 37
т
202
LFСоставитель А.Бражникова Редактор А.Лежнина Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 2670/58 Тираж 398Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг. 38
| Патент CUIA № 3513495, кл.12-1, 1970 | |||
| Патент США № 3439367, кл | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
