1
Изобретение относится к электротехнике, в частности к технологическому оборудованию для изготовления соединителей для проводов.
Известен автомат с ЧПУ, предназначенный для разрезания сегментными дисками черных металлов круглого сечения диаметром 80-240. мм 1.
Однако данный автомат имеет сложное устройство, относится к дорогостоящему обо рудованию и его использование для изготовления овальных соединителей экономически не целесообразно.
Извест«о автоматическое устройство для изготовления контактных штырьков, содержащее механизм подачи заготовок к блоку формовки, механизм отрезки с неподвижным и подвижным ножами, блок высадки, снабженный раздвижной матрицей и приводной механизм 2.
Однако это устройство является узко специализированным и не может быть использовано без доработки для изготовления зажимрв.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, для изготовления соединительных зажимов для проводов из трубчатых заготовок,содержащее установленные на неподвижной плите матрицу, зажимной узел с элементом управления и установленный на подвижной плите остроконечный плоский пуансон 3.
Недостатком этого устройства является то, что оно не решает всех задач, связанных с изготовлением овальных соединительных зажимов, а именно задачи повышения надежности устройства (что особенно важно в условиях массового производства зажимов) и качества изготовляемых изделий. В известном устройстве конструктивно не раскрыты узел крепления к неподвижной плите матрицы и раздвижного зажима, а также механизм зажима.
Цель изобретения - повышение надежности, производительности устройства и качества изготовляемых изделий.
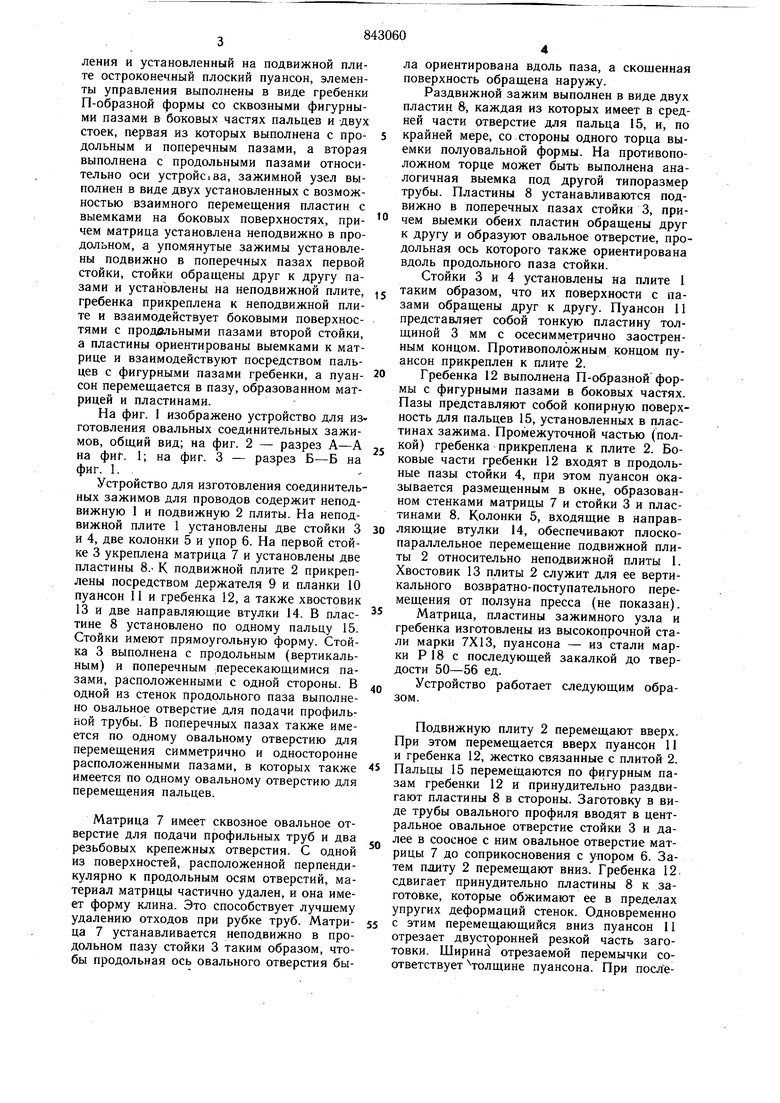
Поставленная цель достигается тем, что в известном устройстве для изгогЬвления соединительных зажимов для проводов из трубчатых заготовок, содержащем установленные на неподвижной плите матрицу и раздвижной зажимной узел с элементом управления и установленный на подвижной плите остроконечный плоский пуансон, элементы управления выполнены в виде гребенки П-образной формы со сквозными фигурными пазами в боковых частях пальцев и -двух стоек, п«рва:я из которых выполнена с продольным и поперечным пазами, а вторая выполнена с продольными пазами относительно оси устройс1ва, зажимной узел выполнен в виде двух установленных с возможностью взаимного перемещения пластин с выемками на боковых поверхностях, причем матрица установлена неподвижно в продольном, а упомянутые зажимы установлены подвижно в поперечных пазах первой стойки, стойки обращены друг к другу пазами и установлены на неподвижной плите, гребенка прикреплена к неподвижной плите и взаимодействует боковыми поверхностями с продельными пазами второй стойки, а пластины ориентированы выемками к матрице и взаимодействуют посредством пальцев с фигурными пазами гребенки, а пуансон перемещается в пазу, образованном матрицей и пластинами. На фиг. 1 изображено устройство для изготовления овальных соединительных зажимов, общий вид; на фиг. 2 - разрез А-А на фи. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство для изготовления соединительных зажимов для проводов содержит неподвижную 1 и подвижную 2 плиты. На неподвижной плите 1 установлены две стойки 3 и 4, две колонки 5 и упор 6. На первой стойке 3 укреплена матрица 7 и установлены две пластины 8. К подвижной плите 2 прикреплены посредством держателя 9 и планки 10 пуансон 11 и гребенка 12, а также хвостовик 13 и две направляющие втулки 14. В пластине 8 установлено по одному пальцу 15. Стойки имеют прямоугольную форму. Стойка 3 выполнена с продольным (вертикальным) и поперечным ;пересекающимися пазами, расположенными с одной стороны. В одной из стенок продольного паза выполнено овальное отверстие для подачи профильной трубы. В поперечных пазах также имеется по одному овальному отверстию для перемещения симметрично и односторонне расположенными пазами, в которых также имеется по одному овальному отверстию для перемещения пальцев. Матрица 7 имеет сквозное овальное отверстие для подачи профильных труб и два резьбовых крепежных отверстия. С одной из поверхностей, расположенной перпендикулярно к продольным осям отверстий, материал матрицы частично удален, и она имеет форму клина. Это способствует лучщему удалению отходов при рубке труб. Матрица 7 устанавливается неподвижно в продольном пазу стойки 3 таким образом, чтобы продольная ось овального отверстия была ориентирована вдоль паза, а скощенная поверхность обращена наружу. Раздвижной зажим выполнен в виде двух пластин &, каждая из которых имеет в средней части отверстие для пальца 15, и, по крайней мере, со стороны одного торца выемки полуовальной формы. На противоположном торце может быть выполнена аналогичная выемка под другой типоразмер трубы. Пластины 8 устанавливаются подвижно в поперечных пазах стойки 3, причем выемки обеих пластин обращены друг к другу и образуют овальное отверстие, продольная ось которого также ориентирована вдоль продольного паза стойки. Стойки 3 и 4 установлены на плите 1 образом, что их поверхности с пазами обращены друг к другу. Пуансон 11 представляет собой тонкую пластину толщиной 3 мм с осесимметрично заостренным концом. Противоположным концом пуансон прикреплен к плите 2. Гребенка 12 выполнена П-образной формы с фигурными пазами в боковых частях. Пазы представляют собой копирную поверхность для пальцев 15, установленных в пластинах зажима. Промежуточной частью (пол гребенка прикреплена к плите 2. Боковые части гребенки 12 входят в продольные пазы стойки 4, при этом пуансон оказывается размещенным в окне, образованном стенками матрицы 7 и стойки 3 и пластинами 8. Колонки 5, входящие в направляющие втулки 14, обеспечивают плоскопараллельное перемещение подвижной плиты 2 относительно неподвижной плиты 1. Хвостовик 13 плиты 2 служит для ее вертикального возвратно-посту нательного перемещения от ползуна пресса (не показан). Матрица, пластины зажимного узла и гребенка изготовлены из высокопрочной стали марки 7X13, пуансона - из стали марки Р 18 с последующей закалкой до твердости 50-56 ед. Устройство работает следующим образом. Подвижную плиту 2 перемещают вверх. При этом перемещается вверх пуансон 11 и гребенка 12, жестко связанные с плитой 2. Пальцы 15 переме1цаются по фигурным пазам гребенки 12 и принудительно раздвигают пластины 8 в стороны. Заготовку в виде трубы овального профиля вводят в центральное овальное отверстие стойки 3 и далее в соосное с ним овальное отверстие матрицы 7 до соприкосновения с упором 6. Затем пдиту 2 перемещают вниз. Гребенка 12. сдвигает принудительно пластины 8 к заготовке, которые обжимают ее в пределах упругих деформаций стенок. Одновременно с этим перемещающийся вниз пуансон 11 отрезает двусторонней резкой часть заготовки. Ширина отрезаемой перемычки соответствует толщине пуансона. При последующем подъеме плиты 2 вверх пластины 8 освобождают отрезаннуюза готовку, послед няя выпадает из устройства, а основную заготовку подают вперед до упора. В дальнейшем циклы повторяются. Формула изобретения Устройство для изготовления соединительных зажимов для проводов из трубчатых заготовок, содержащее установленные на неподвижной плите матрицу, зажимной узел с элементом управления и установленный на подвижной плите остроконечный плоский пуансон, отличающееся тем, что, с целью повышения производительности и качества изготовляемых изделий, элементы управления выполнены в виде гребенки П-образной формы со сквозными фигурными пазами в боковых частях, пальцев и двух стоек, первая из которых выполнена с продольным и поперечным пазами, а вторая выполнена с продольными пазами относительно оси устройства, зажимной узел выполнен в виде двух установленных с возможностью взаимного перёмешения пластин с выемками на боковых поверхностях, причем матрица установлена неподвижно в продольном, а упомянутые пластины установлены подвижно в поперечных пазах первой стойки, стойки обращены друг к другу пазами и установлены на неподвижной плите, гребенка прикреплена к подвижной плите и взаимодействует боковыми поверхностями с продольными пазами второй стойки, а пластины ориентированы выемками к матрице и взаимодействуют посредством пальцев с фигурными пазами гребенки, а пуансон перемещается в пазу, образованном матрицей и пластинами. Источники информации, принятые во внимание при экспертизе 1.Отрезной круглопильный автомат с ЧПУ. Модель НМП65ОФ2. Минское СКВ протяжных станков. 2.Авторское свидетельство СССР № 198432, кл. Н 01 R 43/00, 1966. 3.Романовский В. П. Справочник по холодной штамповке. М.-Л., Машгиз, Изд. 3, 1959, с. 28.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1134264A1 |
| БЛОЧНЫЙ ВЫРУБНОЙ ШТАМП | 2022 |
|
RU2778092C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ, ДОЗАТОР НАЧИНКИ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2004 |
|
RU2269896C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2518016C1 |
| СПОСОБ ШТАМПОВКИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2016 |
|
RU2664998C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМНОГО СОЕДИНЕНИЯ ДВУХ ПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2089759C1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |
| Автомат для изготовления фильтров | 1978 |
|
SU737535A1 |

-€ ь / / УФ/ ,Х
