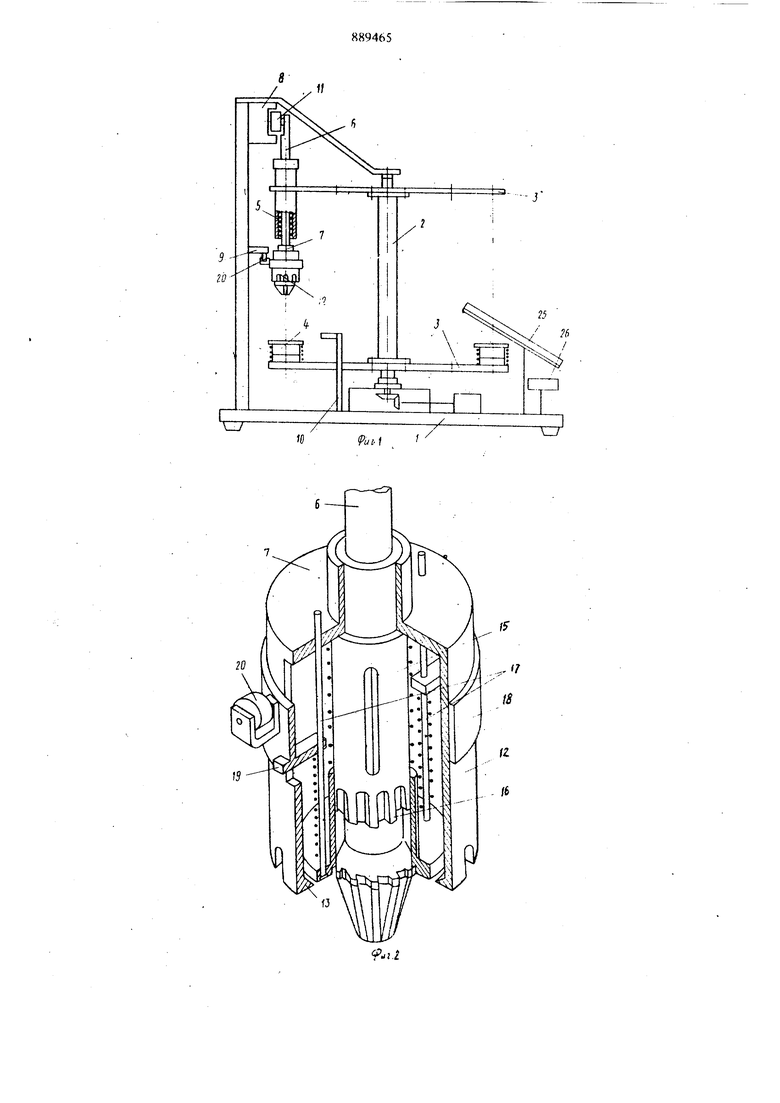
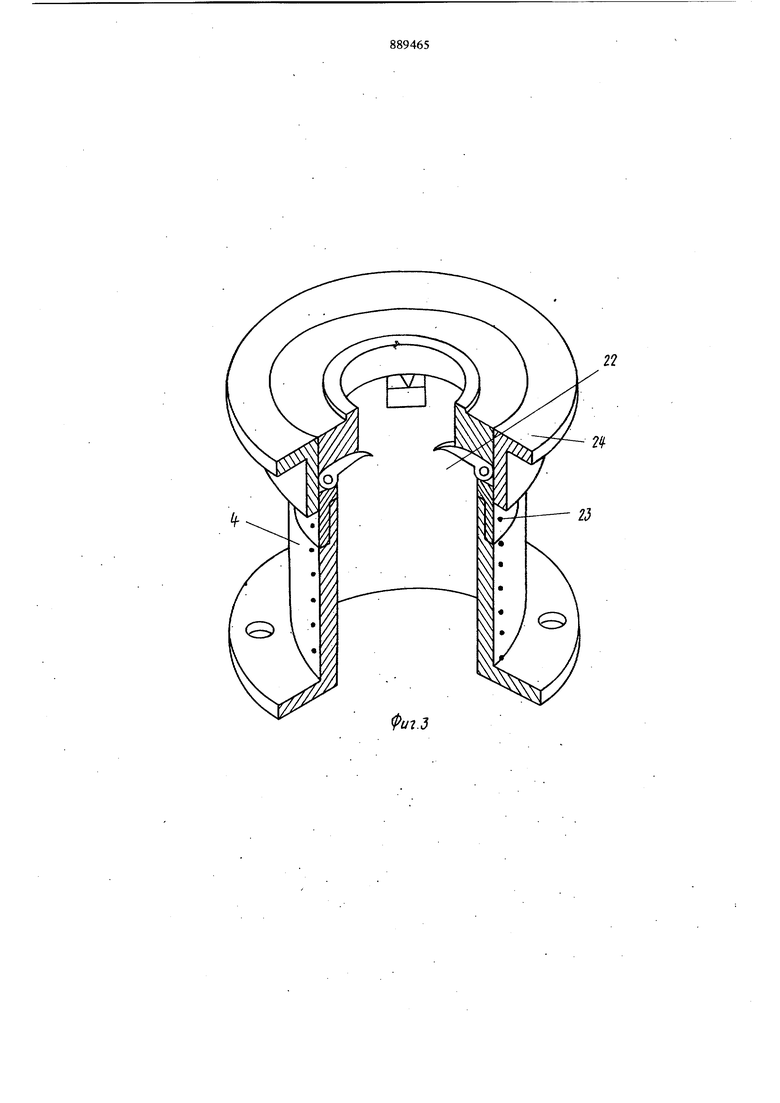
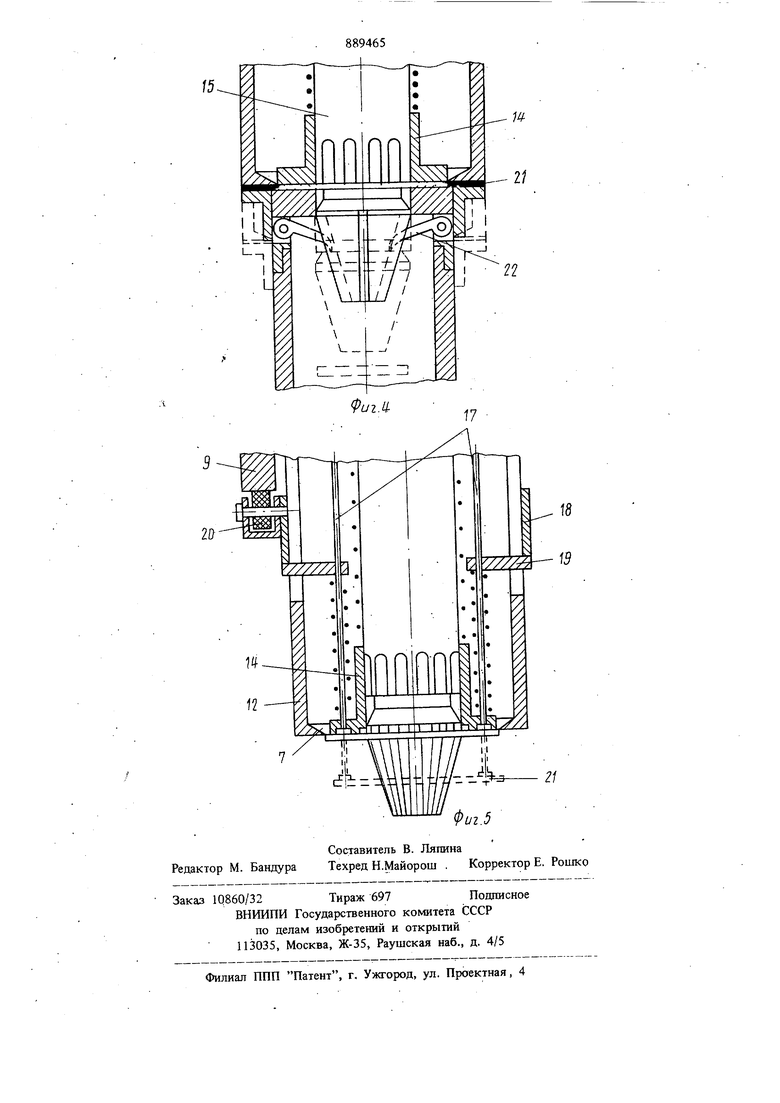
Изобретение относится к устройствам для механической обработки изделий из полимерных материалов и может быть использовано в резииотехнической промышлениости при удалении облоя с формовых резиновых изделий, П)еимущественно с армированных резиновых тонкостенных уплотнительных шайб. Известен станок для удаления облоя с деталей из полимерных материалов, содержащий смонтированный на основании пртводной вертикальный вал, на котором закреплен стол с размещенными по его периферии матрицами, и головки для обработки изделий, расположениые над столом на подпружинешо 1х щтоках, соединенных с механизмом их перемещения 1 Однако в известном станке не предусмотрена возможность обработки тонкостенных кольпевых резиновы с деталей. Цель изобретения - обеспечение возможности обработки на станке тонкостенных кольцевых резиновых деталей. Цель лостигается тем, что станок для удаления (1блоя с деталей из полимерных материалов 1-п;1ер+-:иг1нй смонти}н- ванный на основании приводной вертикальный вал, на котором закреплен стол с размещенными по его периферии матрицами, и головки для обработки деталей, расположенные над столом на подпружиненных штоках, соединенных с механизмом их перемещения, снабжен смонтированным на основании кронштейном с упором, а каждая головка выполнена в виде полого цилиндра с продольными прорезями, имеющего на нижнем торце обращенные во внутрь остроконечные выступы, размещенного внутри него пуансона с подпружиненной опорной втулкой и проходящими в ней подпружиненными толкателями и свободно охватывающей полый цилиндр обоймы, несущей проходящие через продольные прорези цилиндра вкладыши, жестко соединенные с подпружиненными толкателями, и взаимодействующий с упором кронштейна кулачок. При зтом пуансои вьшолиен с конусообразным торцом и режущими продольными выступами на его поверхности. Причем матрица снабжена смонтированными внутри нее на гортзоитальных осях подпружиненными отсекателями, расположенными в со3ответствии с расположением впадин между продольными выступами пуансона, и выполнена с кольцевым выступом на верхнем торце для укладки детали. Кроме того, матрица снабжена охватьшающим ее верхний торец подпружиненным кольцом с фланцем, контактирующим через обрабатьгоаемую деталь с полым цилиндром головки, при этом наружный диаметр матрицы меньше внутреннего диаметра цилиндра. В сташсе механизм перемещения подпружиненных штоков .выполнен в виде смонтированного на основании копира и взаимодействующих с ним роликов, закрепленных на верхних койцах подпружиненных штоков, связанных с вертикальным валом посредством держателей. На фиг, 1 изображен станок, общий вид; на фиг. 2 - головка со штоком и держателем, разрез; на фиг. 3 - матрица, разрез; на фиг. 4 - головка во взаиг одействии с матрицей; на фиг. 5 - головка при отделении обработанной детали. Станок представляет собой конструкцию карусельного типа и состоит из основания 1, смонтированного на нем вертикального вала 2, кинематически связанного с приводом вращения (не показан), закрепленного на валу стола 3 с матрицами 4, держателей 5 для штоков 6, головок 7 с режущим инструментом, копира 8, jTiopa 9 и кронштейна 10.Держатели 5 выполнены в виде втулок, жестко скрепленных с вращающимся валом 2 и расположенных по окружности над поворотным столом 3 соосно матрицам 4. Внутри каж дого держателя помещен подпружиненный шток 6, в верхней части которого смонтирован ролик 11, а нижняя часть вставлена в головку 7 и закреплена штифтом. Головка 7 вьшолнена в виде полого цилиндра 12, в нижней части ко торого по всей окружности имеются обращенные внутрь остроконечные выступы 13, предназначенные для срезания наружного облоя. Внутри цилиндра 12 размещена подпружиненная опорная втулка 14, свободно скользящая по пуансону 15, жестко закрепленному в верхней части цилиндра. Пуансон 15 выполнен с конусо образным торцом и на его поверхности имеют режущие продольные выступы 16, служащие дл срезания внутреннего облоя. Опорная втулка 1 удерживается в цилиндре винтом (не показан) скользящим в продольной прорези цилиндра. В стенках опорной втулки вдоль ее оси выпол нено два сквозных отверстия, в которых проходят подпружиненные толкатели 17, взаимодействующие с обоймой 18 посредством вкладышей 19, размещенных в продольных прорезях цилиндра и жестко закрепленных винтом на толкателях. Обойма 18 свободно надета на цилиндр 12 и от проворота удерживается вкла {дышами 19. В верхней части обоймы имеется прилив, на котором закреплен кулачок 20. Каждая из матриц 4, закрепленных на поворотном столе 3 и размещенных по его окружности на верхнем торце, имеет кольцевой выступ 21, служащий для фиксации обрабатьтаемой шайбы, а внутри на горизонтальных осях в ней смонтированы отсекатели 22, расположенные соосно пазам пуансона, и пружины которых удерживаются вставками 23. На наружную часть матрицы сверху надето подпружиненное кольцо 24 с фланцем, предназначенным для размещения наружного облоя и смягчения удара при опускании головки. Наружный диаметр корпуса матрицы меньше внутреннего диаметра цилиндра. На основании 1 закреплен лоток 25 с вибратором 26, предназначенный для приема обработанных шайб и направления их на упаковку. Станок работает следующим образом. Подлежащие обработке шайбы укладываются вручную на матрицы 4. При включении двигателя вертикальный вал 2, а вместе с ним поворотный стол 3 с матрицами 4, и держатели 5, наподобие карусели, начинают вращательное движение. При этом ролик 11 контактирует с копиром 8, под действием которого щток 6, сжимая свою пружину, продвигается вниз и опускает головку 7 с режущим инструментом на матрицу 4. Опорная втулка 14 плотно поджимает шайбу к торцу матрицы. При дальнейшем движении вниз пуансон 15 входит во внутреннюю 1полость матрицы, а цилиндр 12, срезая заостренными выступами 13 наружный облой, отодвигает вниз кольцо 24 и находит на наружную поверхность корпуса матрицы. Одновременно продольные выступы 16 пуансона своими торцами срезают внутренний облой с шайбы, а отсекатели 22 под действием наклонных пазов пуансона и срезанного облоя, поворачиваясь на оси, опускаются, пропуская мимо себя внутренний облой. Как только ролик 11 выходит из-под ксшира 8 действие штока 6 на головку 7 прекращается и все подпружиненные детали возвращаются в первоначальное положение, а обработанная шайба поднимается с матрицы, оставаясь на пуансоне. При этом внутренний облой задеряшвается возвращенными на свое место отсекателями 22 и под собственным весом падает вниз. Головка 7, отделившись от матрицы и продолжая движение по окружности, кулачком 20 набегает на упор 9, в результате чего обойма 18, действуя на вкладыш 19, опускает толкатели 17 вниз, которые сбрасьшают шайбу на вибрирующий лоток 25, откуда она поступает иа упаковку. Одновременно матрица, совершая движение с поворотным столом 3, проходит под кронштейном 10, и с матрицы ;сбрасьшается наружный облой. На этом один шпсл станка-полуавтомата заканчивается, а очередной ролик вступает во взаимодействие с ко шром и цикл повторяется с последующими шайбами. Использование предлагаемого изобретения по сравнению с известным устройством обеспечивает повьпиение производительности в 1,5 раза, что обусловлено обеспечением работы станка в полуавтоматическом режиме. Конструктивное вьшолнеиие головок для обработки деталей и матриц позволяет удалять наружный и внутренний облой с тонкостенных резиновых колец. Формула изобретения 1. Станок для удаления облоя с деталей из полимерных хштериалов, содержащий смонтированный на основании н{шводной вертикальный вал, на котором закреплен стол с размещенными по его периферии матрицами, и головки дня обработки деталей, расположенные над столом на подпружиненных ппоках, соединенных с механизмом их перемещения, отличающийся тем, что, с целью обеспечения возможности обработки на станке тонкостенных кольцевых резнновьос деталей, станок снабжен смонтированным на основании кронщтейном с упором, а каждая головка выполне на в виде полого цилнщфа с продольными про резями, имеющего на нижнем торце обращенные во внутрь остроконечные выступы, размещенного внутри него пуансона с подаружиненной опорной втулкой и щюходящимн в ней подпр)01синенными толкателями и свободно охватьшающей полый цилиндр обоймы, несущей проходящие через продольные прорези цишпздра вкладьшга, жестко соединенные с подпружиненными толкателями, и взанмодействующий с упором кронштейна кулачок. 2. Станок по п. 1, о т ли ч а ю щ и и с я тем, что пуансон вьшолнен с конусоообразным торцом н режущими продольными выступами на его поверхности. 3. Станок по пп. 1 и 2, о т п и ч а ю щ и й с я тем, что матрица снабжена смонтированными внутри нее на горизонтальных осях подпружиненными отсекателями, рашоложекными в соответствий с расположением впадин кюжду продольными выступами пуансона, и выполнена с кольцевым выcfyпoм на верхнем то|Я1е для укладки детали. 4. Станок по пп. 1-3,. отличающийс я тем, гго матрица снабжена охватывающим ее верхний торец подпруживенным колыюм с фланцем, контактирующим через обрабатывающую деталь с полым цилиндром головкн, при этом наружный диаметр матрицы меньше внутреннего диаметра цвлиндра. 5. Ставок по п. 1, отличающийся тем, что механизм перемещения подпружиненных пшнсов выполнен в виде смонтированного на основании копира и взаимодействующих с ним pojnocoB, закрепленных на верхних концах подпружиненных ппоков, связанных с вертикальным валом посредством держателей. Источники информации, пряаятые во внимание при экспертизе 1. Авторское свидетельство СССР N 295343, кл. В 29 С 17/08, 1967.
7
- J
PLit. (
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный станок | 1975 |
|
SU526432A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ЗАЧИСТКИ ОБЛОЯ НА ДЕТАЛЯХ ИЗ ПЛАСТМАСС | 1971 |
|
SU295677A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| Пресс-форма | 1985 |
|
SU1310234A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Устройство для механической обработки пластмассовых изделий | 1981 |
|
SU1024287A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
20
If
