Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке.
Известен штамп для формовки полых деталей ступенчатой формы по A.C. 13662260, В 21 D 22/02, который содержит подвижную верхнюю плиту с разрезной матрицей, секции которой имеют конические участки, а также связанные с верхней плитой пуансон и дополнительную секционную разрезную матрицу с выполненными со стороны конических участков разрезной матрицы ответными коническими участками с возможностью их взаимодействия, причем дополнительная матрица связана со ступенчатыми по высоте колонками, установленными на нижней плите.
Недостатком известного штампа является неточность прилегания формообразующих поверхностей матриц к формуемой детали, обусловленная погрешностями взаимного расположения ступенчатых колонок, зазорами между этими колонками и направляющими в верхней матрице, необходимыми для осуществления подвижности верхней матрицы, возможным зазором между пуансоном и формуемой деталью из-за разностенности заготовки детали. Все это снижает качество изготовления формуемых деталей. Кроме того, неудобна загрузка и выгрузка деталей в штамп, так как деталь при загрузке необходимо установить на съемник между секциями нижней матрицы, а после формовки извлечь оттуда или из верхней матрицы, если деталь осталась на ней, двигаясь вместе с пуансоном. Это снижает производительность работы штампа.
Наиболее близким к заявленному является штамп для формовки внутренних выступов в трубчатой детали по A.C. 1117102, В 21 D 22/02, содержащий неподвижную плиту, на которой установлены составная матрица, состоящая из коаксиально расположенных между собой центрального стержня и кольцевых секторов, на рабочей поверхности которых имеются выемки, форма которых соответствует конфигурации формуемых выступов в детали, и ползушки с деформируемыми пуансонами, рабочая поверхность которых соответствует конфигурации формуемых элементов, а также подвижную плиту, несущую клинья, установленные с возможностью взаимодействия с ползушками. Секторы матрицы выполнены в виде Г-образных секторов, а центральный стержень жестко связан с подвижной плитой.
Недостатком известного штампа является неточность формовки детали, вызванная погрешностями изготовления и взаимного расположения большого количества взаимодействующих друг с другом деталей штампа. Например, клиньев подвижной плиты и ползушек, центрального стержня и секторов матрицы в виде Г-образных рычагов, этих рычагов и осей их поворота. В процессе эксплуатации такого штампа даже незначительный износ контактируемых поверхностей штампа ведет к быстрому искажению требуемой формы штампуемой детали, что в целом приводит к низкому качеству изготовления детали. Кроме того, недостаточно удобна загрузка и выгрузка формуемых деталей в штамп, так как деталь необходимо устанавливать и затем вынимать из пространства между ползушками и кольцевыми секторами штампа. Возможен захват детали обоймой, закрепленной на подвижной плите, так как она выполнена с внутренним диаметром, соответствующим наружному диаметру готовой детали. Все это снижает производительность работы штампа.
Задача изобретения - повышение качества формовки деталей и производительности штампа.
Указанный технический результат достигается тем, что центральный стержень выполнен подвижным в горизонтальной плоскости с возможностью поворота вокруг собственной оси и имеет снаружи клиновые грани по количеству внутренних кулачков с ответными клиновыми поверхностями, наружные и внутренние кулачки установлены в обойме, подвижной относительно оси отверстия втулки с клиновыми пазами, причем центральный стержень связан с этой втулкой через резьбовую втулку, расположенную в центральном отверстии фланца, соосно и подвижно установленного на верхнем торце втулки, при этом в теле втулки вдоль ее оси выполнены сквозные отверстия с подвижно установленными в них дополнительными клиновыми пуансонами, расположенными в плоскости наружных кулачков, образующих внутренние выступы формуемой детали, и связанными через отверстия во фланце с тягами подпятника, установленного соосно и подвижно относительно оси втулки над фланцем. На неподвижном основании штампа соосно обойме закреплен съемник в виде нескольких плоских пластин с выступами для съема отформованной детали, в обойме под съемник выполнены пазы, а подвижность обоймы, фланца и подпятника относительно втулки обеспечена за счет пружин различной жесткости.
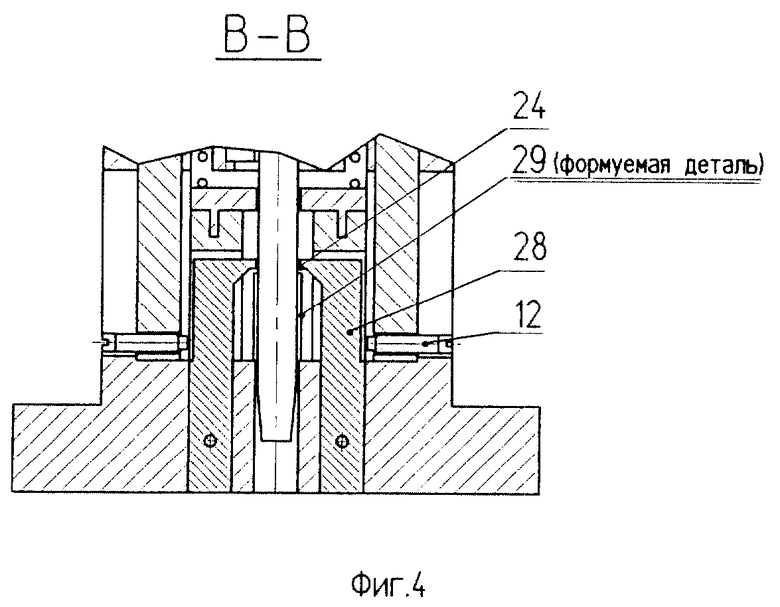
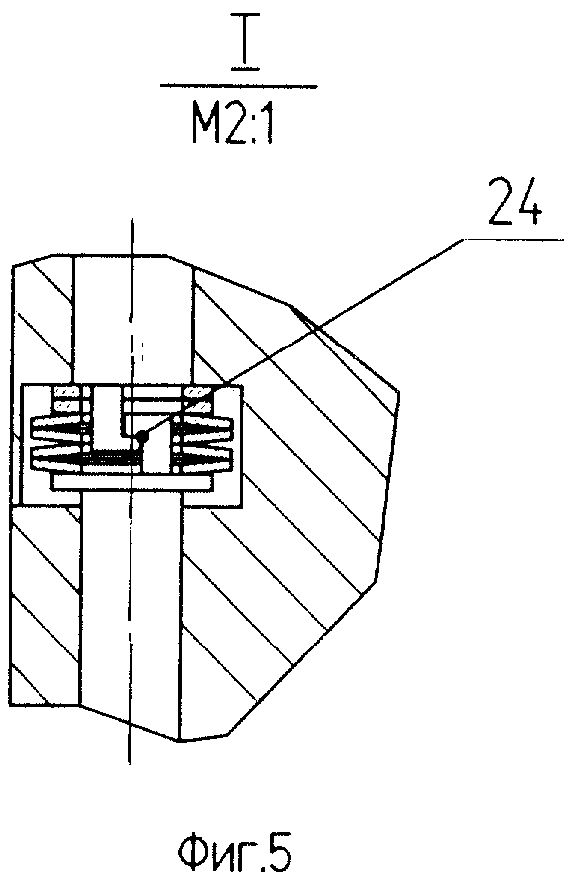
На фиг.1 показан разрез А-А штампа в закрытом положении. На фиг.2 - его разрез Б-Б. На фиг.3 - разрез штампа фиг.1 в исходном положении. На фиг.4 - разрез В-В по съемникам. На фиг.5 - местный вид зацепов тяги подпятника и дополнительного пуансона.
Штамп содержит неподвижное основание 1, в котором подвижно установлена втулка 2, имеющая в нижней части своей внутренней образующей клиновые пазы 3 под наружные кулачки 4 и 5, образующих соответственно наружные и внутренние выступы в формуемой детали. Внешние боковые торцы кулачков 4 и 5 представляют собой клиновую поверхность, ответную клиновым пазам 3 втулки 2, а внутренние боковые торцы этих кулачков являются рабочими поверхностями. Кулачки 4 и 5 расположены в обойме 6, которая установлена в осевом отверстии втулки 2 и имеет радиальные пазы как под кулачки 4 и 5, так и под внутренние Г-образные кулачки 7, рабочие поверхности которых выполнены по форме наружных выступов детали. Оси кулачков 4 и 7 находятся в одной вертикальной плоскости, и их рабочие поверхности обращены друг к другу. Вертикальная полка Г-образного кулачка 7 находится в центральном отверстии обоймы 6 с диаметром этого отверстия большим, чем диаметр заготовки формуемой детали, а горизонтальная полка Г-образного кулачка 7, расположенная в пазу обоймы 6, является его направляющей. В исходном положении все кулачки поджимаются пружинами 8 к кольцевым упорам 9, установленным в кольцевых пазах обоймы 6, а между рабочими поверхностями всех кулачков в этом положении образуется кольцевой паз 10, в который может свободно входить заготовка формуемой детали. Подвижность обоймы 6 (на обратном ходу пресса) обеспечивается пружиной 11 и ограничивается упорами 12, установленными во втулке 2 с возможностью движения по пазам обоймы 6. Внутренние кулачки 7 имеют клиновые поверхности, расположенные со стороны оси штампа и контактирующие с ответными по количеству внутренних кулачков 7 клиновыми гранями центрального стержня 13. Центральный стержень 13 расположен вдоль оси штампа и установлен в своей верхней части в подвижном узле 14, позволяющим стержню 13 иметь подвижность в горизонтальной плоскости и вокруг своей оси. Подвижный узел 14 установлен в резьбовой втулке 15, завернутой во фланец 16 соосно ему. Фланец 16 соосно установлен над верхним торцом втулки 2 на пружинах 17. Аналогично над фланцем 16 и соосно ему на пружинах 18 установлен подпятник 19. Между втулкой 2 и фланцем 16, а также между фланцем 16 и подпятником 19 имеется зазор на величину рабочего хода пружин 17 и 18 соответственно. Величина зазора между втулкой 2 и фланцем 16 ограничена винтовым упором 20, а между фланцем 16 и подпятником 20 - винтовым упором 21. Кроме того, в теле втулки 2 вдоль ее оси выполнены сквозные отверстия с размещенными в них дополнительными клиновыми пуансонами 22, оси которых расположены в вертикальной плоскости осей кулачков 5, образующих внутренние выступы формуемой детали. Рабочие поверхности дополнительных пуансонов 22 расположены в плоскости клиновых пазов втулки 2 и выполнены по ответным клиновым поверхностям кулачков 5. В своей верхней части пуансоны 22 через отверстия во фланце 16 связаны с тягами 23, жестко закрепленными в отверстиях подпятника 20. Связь пуансонов 22 и тяг 23 осуществляется посредством зацепов 24, имеющихся как на верхних торцах пуансонов 22, так и на нижних торцах тяг 23. Силовое замыкание зацепов 24 обеспечивается пружинами 25. Для крепления подвижной части штампа на ползуне пресса (не показан) служит хвостовик 26, свободно и соосно установленный над подпятником 19 с помощью держателя 27. На плоскости основания 1 жестко установлены плоские съемники 28 с выступами для съема отформованной детали 29, а в обойме 6 под эти съемники выполнен паз 30. Жесткость пружины 11 существенно меньше, чем суммарная жесткость пружин 17, а последних существенно меньше, чем пружины 18. В прессе одинарного действия это позволяет работать штампу в определенно заданной последовательности.
Выполнение центрального стержня 13 подвижным в горизонтальной плоскости с возможностью поворота вокруг собственной оси позволяет ему самоцентрироваться относительно действительной вертикальной оси симметрии взаимного расположения внутренних кулачков 7, обеспечивая лучшее взаимное прилегание клиновых поверхностей кулачков 7 и граней стержня 13, а также обеспечивает равные усилия на рабочих поверхностях кулачков 7 в процессе формовки. Это позволяет при снижении требований к точности изготовления деталей штампа обеспечить стабильно точный размер наружных выступов формуемой детали и тем самым повысить качество ее изготовления.
Кроме того, связь центрального стержня 13 с втулкой 2 через резьбовую втулку 15 позволяет быстро настроить штамп и компенсировать износ трущихся клиновых поверхностей кулачков 7 и клиновых граней стержня 13 путем регулировки их взаимного расположения, что позволяет поддерживать требуемое качество формовки в процессе длительной эксплуатации штампа.
Расположение наружных 4, 5 и внутренних кулачков 7 в обойме 6, подвижной относительно осевого отверстия втулки 2, позволяет, в исходном положении штампа, иметь открытую плоскую поверхность основания 1, на которую заготовка формуемой детали и с которой готовая деталь может соответственно подаваться и сниматься одним движением (например, шиберной подачей). Это позволяет упростить операцию загрузки и выгрузки формуемой детали в штамп и повысить производительность штампа как при ручной подаче и съеме формуемой детали, так и при его встраивании в автомат штамповки.
Дополнительные клиновые пуансоны 22 через наружные кулачки 5 осуществляют окончательную формовку внутренних выступов формуемой детали в упор на цилиндрическую образующую центрального стержня 13, которая имеется между его клиновыми гранями. Таким образом, обеспечивается стабильно точный размер внутренних выступов формуемой детали, что также повышает качество ее изготовления.
Штамп работает следующим образом.
Заготовка формуемой детали устанавливается между съемниками 28 на центр плоскости основания 1 в пространство между этим основанием 1 и нижней плоскостью обоймы 6 с кулачками 4, 5 и 7, которое имеется в исходном положении ползуна пресса. Под действием пружин 8 наружные кулачки 4, 5 в этом положении раздвинуты наружу, внутренние кулачки 7 сдвинуты внутрь и образуют кольцевой зазор 9. Приводится в действие ползун пресса, все подвижные части штампа движутся вниз до касания нижней плоскости обоймы 6 с плоскостью основания 1, на которой находится заготовка. При этом заготовка формуемой детали входит в кольцевой зазор 9 между кулачками 4, 5 и 7, а съемники 28 входят в паз 30 обоймы 6.
Далее обойма 6 останавливается, а втулка 2 и центральный стержень 13 продолжают движение относительно нее, сжимая пружину 11. При этом наружные кулачки 4 и 5, взаимодействуя с клиновыми пазами 3 втулки 2, смыкаются, а внутренние кулачки 7, взаимодействуя с клиновыми гранями центрального стержня 13, размыкаются. Происходит выборка кольцевого зазора 9 и предварительная формовка детали до тех пор, пока нижний торец втулки 2 не встанет на основание 1. При этом наружные кулачки 4, образующие наружные выступы формуемой детали, останавливаются, образуя матрицу. Центральный стержень 13 продолжает двигаться вниз, сжимая пружину 17 до выборки зазора между втулкой 2 и фланцем 16 и раздвигая внутренние кулачки 7 до упора в наружные кулачки 4. Происходит окончательная формовка детали по наружным выступам.
После полной выборки зазора между втулкой 2 и фланцем 17 центральный стержень останавливается. Далее под действием пресса сжимается пружина 18, и ее усилие через подпятник 19, пружины 25 передается на дополнительные пуансоны 22, которые взаимодействуя своими клиновыми поверхностями с наружными кулачками 5, окончательно формуют внутренние выступы детали до упора в цилиндрическую образующую центрального стержня (между его гранями). Движение совершается на величину выборки зазора между фланцем 16 и подпятником 19.
При движении ползуна пресса вверх штамп работает в обратной последовательности.
При этом сначала разжимается пружина 18, и тяги 23 усилием пружин 25 и посредством зацепов 24 возвращают дополнительные пуансоны 22 в исходное положение вверх на величину зазора между подпятником 19 и фланцем 16. Тем самым происходит предварительный отвод кулачков 5 от их упора (через формуемую деталь) в центральный стержень 13.
Затем разжимаются пружины 17, и их действием центральный стержень 13 приподнимается вверх на величину зазора между фланцем 16 и втулкой 2. Тем самым происходит предварительный отвод от формуемой детали внутренних кулачков 7.
Далее от основания 1 отходит втулка 2 вместе с центральным стержнем 13, и кулачки 4, 5 и 7 под действием пружин 8 окончательно возвращаются в исходное положение, при этом под действием пружины 11 обойма 6 своим нижним торцом остается прижатой к основанию 1 до тех пор, пока упор 12 не дойдет до конца паза в обойме 6, в котором он находится. После чего втулка 2 продолжает свое движение вместе с обоймой 6. Обойма 6 поднимется над основанием 1 на высоту, большую, чем высота формуемой детали, а сама деталь при этом удерживается съемником 28 и остается на основании 1.
Штамп изготовлен, опробован в эксплуатации и показал положительные результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2011 |
|
RU2481169C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2007 |
|
RU2359775C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2008 |
|
RU2389578C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2291015C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2002 |
|
RU2223160C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2359774C2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |


Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке. Штамп содержит составной пуансон, состоящий из соосно расположенных между собой центрального стержня с группой подвижных Г-образных внутренних кулачков, рабочие поверхности которых выполнены по форме наружных выступов детали, составную матрицу, состоящую из группы подвижных кулачков, рабочие поверхности которых выполнены по форме наружных и внутренних выступов детали и втулки с клиновыми пазами, установленной с возможностью взаимодействия с ответными клиновыми поверхностями наружных кулачков, центральный стержень, выполненный подвижным в горизонтальной плоскости и вокруг собственной оси, с наружными клиновыми гранями по количеству внутренних кулачков с ответными клиновыми поверхностями. Наружные и внутренние кулачки установлены в обойме, подвижной относительно оси отверстия втулки с клиновыми пазами. Центральный стержень связан с этой втулкой через резьбовую втулку для настройки штампа. Дополнительные клиновые пуансоны осуществляют окончательную формовку выступов. Повышается производительность процесса и качество деталей. 2 з.п.ф-лы, 5 ил.
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| SU 1177001, 10.09.1985 | |||
| US 4176713, 04.12.1979 | |||
| БИОРАЗЛАГАЕМАЯ МУЛЬЧА ДЛЯ ПРИМЕНЕНИЯ В СЕЛЬСКОМ ХОЗЯЙСТВЕ | 2014 |
|
RU2646623C2 |
