1
Изобретение относится к области мелиорации, в частности, к производству методом навивки полиэтиленовых труб для дренажа и подпочвенного орошения.
Известен способ изготовления пластмассовых труб, включающий непрерывную навивку внахлестку краев ленты и укладку фильтрующего материала 1.
Недостатком известного способа является недостаточная эксплуатационная надежность труб, что приводит к разрущению фильтрующего материала с последующим заилением труб.
Цель изобретения - повышение эксплуатационной надежности труб.
Поставленная цель достигается тем, что укладку фильтрующего материала осуществляют в процессе навивки ленты с одновременным соединением краев ее прерывистым швом.
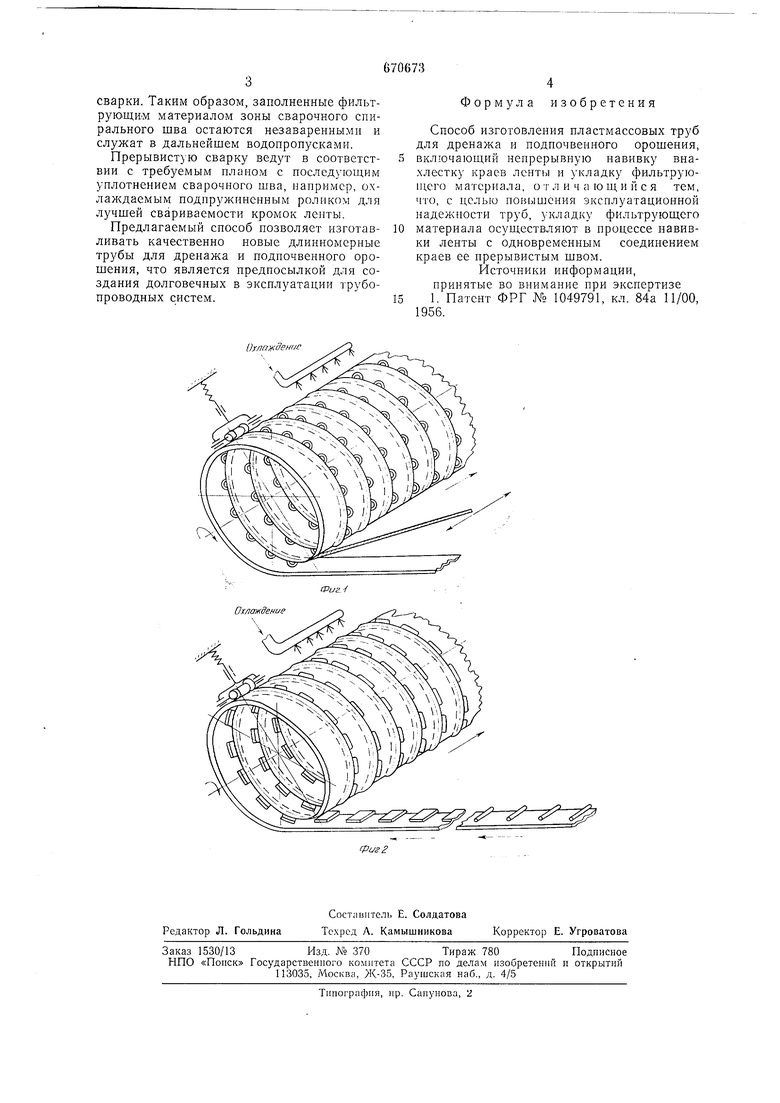
На фиг. 1 и 2 изобраясены варианты изготовления труб для дренажа и подпочвенного орошения в аксонометрии.
Ниже приводится пример конкретного осуществления предлагаемого способа.
Для изготовления трубы диаметром 150 мм с толщиной стенки 2,8±0,2 мм используется полиэтилен низкого давления по ГОСТ 16338-70 марок 20406-007 и металлическая тканная сетка по ГОСТ 3826-66 с диаметром проволоки 0,6 мм с размером ячейки 2,0 мм. Сетчатую ленту щириной 115-120 мм обезжиривают.
Изготовление трубы осуществляют с помощью самосбрасывающей оправки. Поверхность оправки состоит из подвижных планок, обеспечивающих непрерывное схождение трубы по мере навивки горячей армированной металлической сеткой полиэтиленовой ленты. Запаса тепла расплава полиэтилена, которым металлическая сетчатая лента обволакивается в поперечной головке экструдера (червячного щнека) вполне достаточно для сварки обеих кромок навиваемой на оправку ленты.
При навивке ленту можно подавать, например, к нижней образующей оправки. В процессе навивки ленты па оправку, т. е. формирования трубы, на кромк) ленты укладывают, например, зигзагообразно щнур из фильтрующего материала (стеклоткапных) диаметром 1,5 мм. В случае использования фильтрующего материала в виде щтучных полосок, трубочек или прутков, выполняют их укладку на кромку движущейся леиты или подают фильтрующий материал непосредственно в зону начала
сварки. Таким образом, заполненные фильтрующим материалом зоны сварочного спирального шва остаются незаваренными и служат в дальнейшем водопроиусками.
Прерывистую сварку ведут в соответствии с требуемым планом с последующим уплотнением сварочного шва, например, охлаждаемым подпружиненным роликом ДЛ55
лучшей свариваемости кромок лепты.
Предлагаемый способ позволяет изготавливать качественно новые длинномерные трубы для дренажа и подпочвенного орошения, что является предпосылкой для создания долговечных в эксплуатации трубопроводных систем.
Охлаждение
Формула изобретения
Способ изготовления пластмассовых труб для дренажа и подпочвенного орошения, включающий непрерывную навивку внахлестку краев ленты и укладку фильтрующего материала, от л и ч а ю ш.и и с я тем, что, с целью повышения эксплуатационной надежности труб, укладку фильтруюш;его материала осуществляют в процессе навивки ленты с одновременным соединением краев ее прерывистым швом.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ Aig 1049791, кл. 84а 11/00 1956.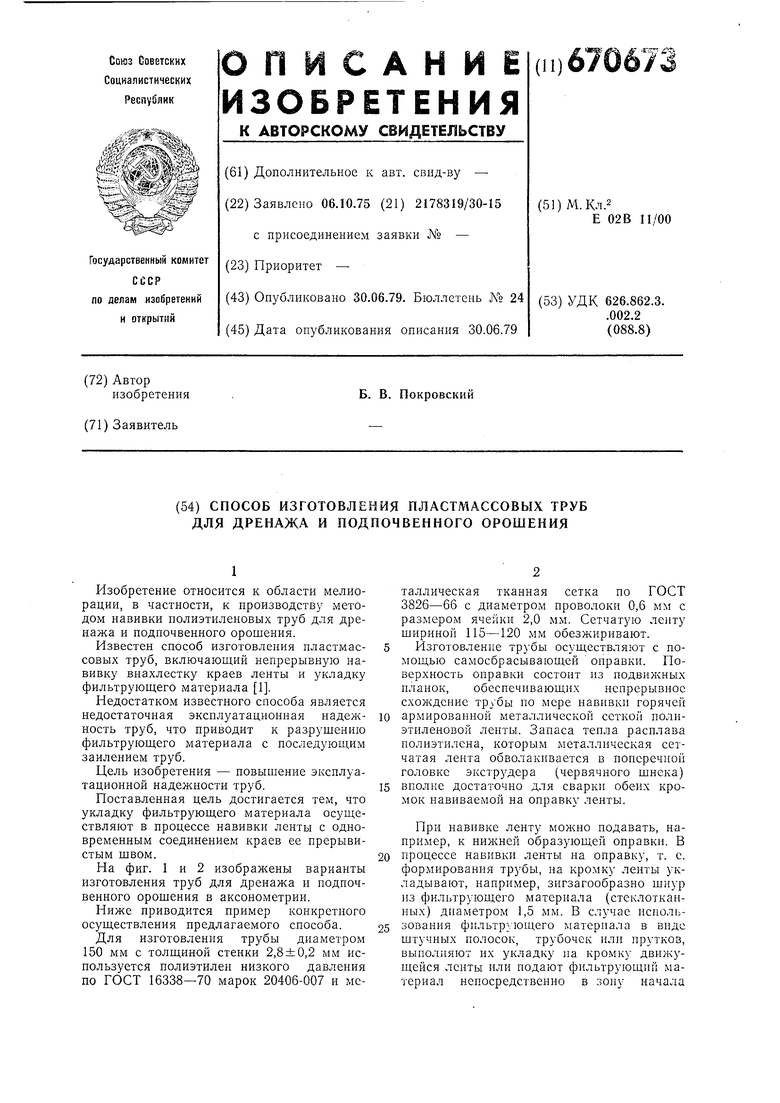
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ДВУХПОЛОСТНОЙ ТРУБЫ В ДРЕНЕ ИЗ ЭЛАСТИЧНОЙ ЛЕНТЫ | 2008 |
|
RU2379418C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОКРЫТОЙ ПЛАСТМАССОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1989 |
|
RU2076784C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| ОСУШИТЕЛЬНО-УВЛАЖНИТЕЛЬНАЯ СИСТЕМА В УСЛОВИЯХ СЕВЕРО-ВОСТОЧНОЙ ЧАСТИ РЕСПУБЛИКИ БЕЛАРУСЬ | 2022 |
|
RU2794772C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| ОРОСИТЕЛЬНОЕ УСТРОЙСТВО, СПОСОБ И СРЕДСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2477949C2 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРЕХСЛОЙНЫХ ПЛАСТМАССОВЫХ ТРУБ | 2000 |
|
RU2186685C2 |
| Покрытие из термоусаживающейся полиэтиленовой пленки | 1979 |
|
SU1482513A3 |
