(54) ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2073598C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2205744C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
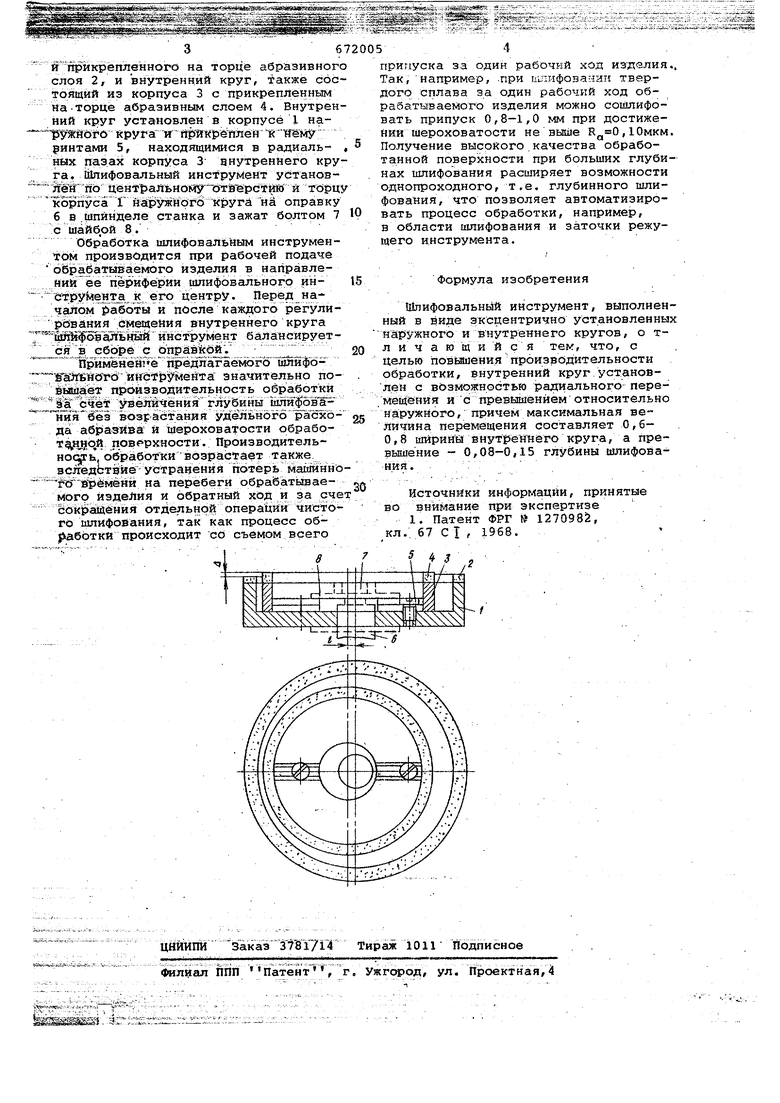
. . 1 Изобретение относится к инструмен тальному производству, в частности, к шлифовальному инструменту из синте тических сверхтвердых материалов, ис пользуемому при обработке, например твердых,сплавов, быстрорежущих и дру гих инструментальных сталей. Известен шлифовальный инструмент содержащий наружный концентричный относительно оси вращения абразивный слой и внутренний, установленный эксцентрично относительно оси вращения без возможности его смещения 1 Абразивные слои находятся в одной плоскости... Недостатком известного шлифовального инструмента является небольшая производительность обработки вследствие невозможности увеличения глубины шлифования, приводящего к резкому ухудшению качества обработанной поверхности и возрастанию износа кру га. Целью изобретения является повышение производительности обработки. Это достигается применением конструкции шлифовального инструмента, выполненной в .виде эксцентрично установленных наружного и внутреннего кругов. Внутренний круг установлен с возможностью радиального перемещения и с превышением относительно наружного круга. Возможность радиального перемещения позволит регулировать величину эксцентричного смещения внутреннего круга для различных условий шлифования с большими глубинами. Максимальная величина перемещения составляет 0,6-0,8 ширины внутреннего круга, поскольку при дальнейшем увеличении перемещения появляются значительные вибрации вследствие прерывистости резания. Превышение расположения внутреннего круга относительно наружного позволяет распре- . делить снимаемый объем обрабатываемого материала между наружньм кругом, осуществляющим съем основной части припуска на обработку, и внутренним кругом, осуществляющим чистовре шлифование. Оптимальная величина превышения, составляклцая 0,08-0,15 применяемой глубины шлифования, сохраняется весь период обработки и обес1}ечивает постоянное участие внутреннего круга в. Шлифовании. На чертеже изображен предлагаемый ашифовальный инструмент, общий вид. Шлифовальный инструмент содержит наружный круг состоящий из корпуса 1
