(54) ПРЕСС ДЛЯ СКЛЕИВАНИЯ БАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для склеивания балок из набранных в пакет досок | 1972 |
|
SU444650A1 |
| Гидравлический пресс для склеивания деревянных балок | 1972 |
|
SU445570A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ДРЕВЕСИНЫ | 2000 |
|
RU2179109C1 |
| Гидравлический пресс для склеивания балок из набранных в пакет досок | 1975 |
|
SU536969A2 |
| РСФСР \ ' Игл:; ' -•^^>& i'|IБЙБЛ1ШТЕКЛ' | 1970 |
|
SU281799A1 |
| Пресс для склеивания деревянных изделий | 1982 |
|
SU1049248A1 |
| Установка для склеивания деревянных пакетов | 1973 |
|
SU458447A1 |
| ВЕРТИКАЛЬНЫЙ ПРЕСС ДЛЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2355577C2 |
| Гусеничный пресс | 1988 |
|
SU1544561A1 |
| Пресс | 1988 |
|
SU1519872A1 |
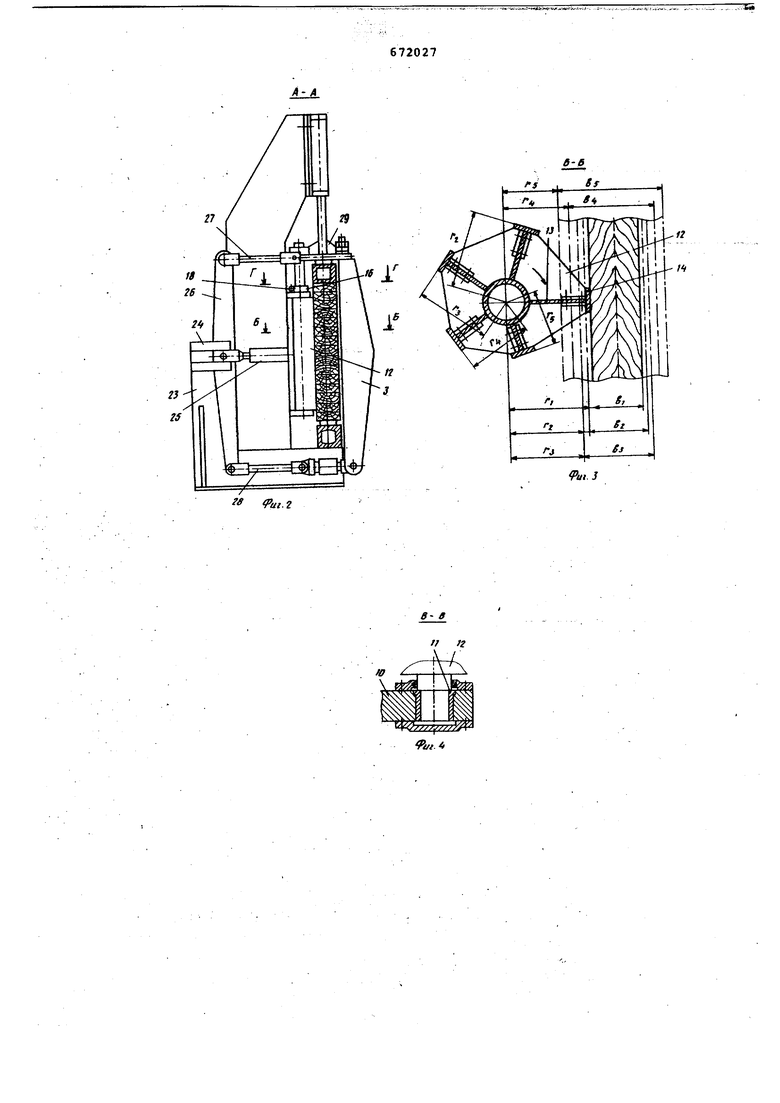

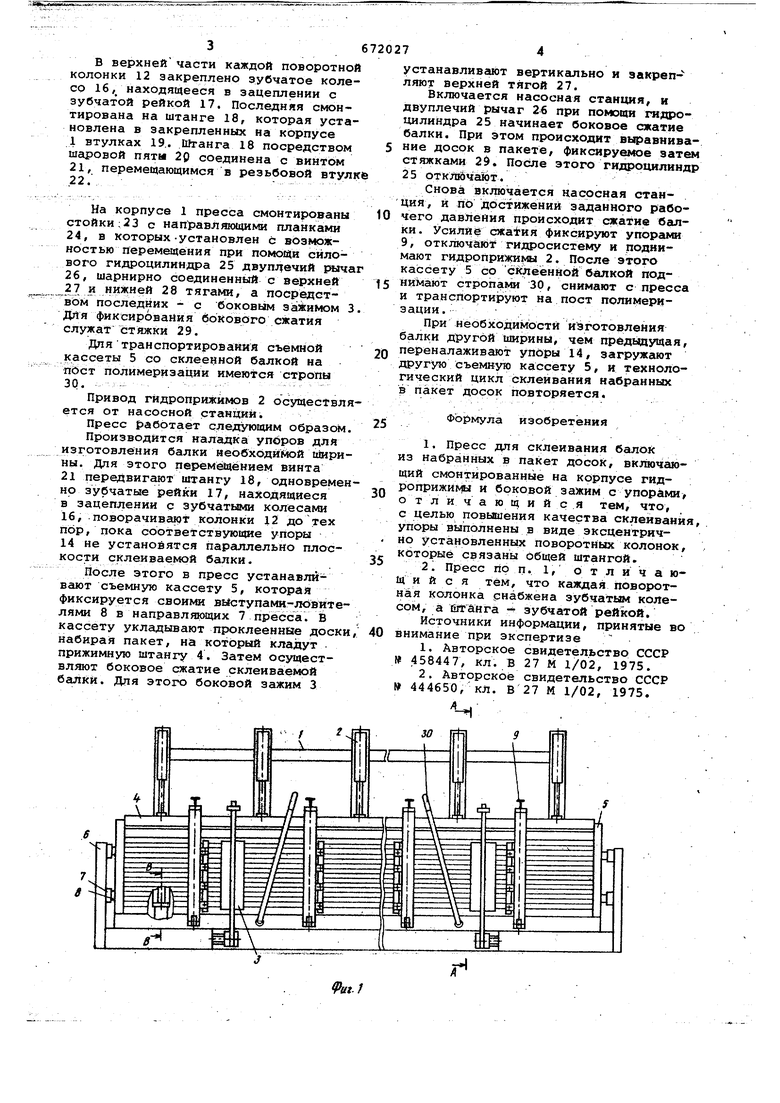
Изобретение относится к деревооб рабатывающей промышленности и в частности к оборудованию для произ водства клеёных деревянных балок. Известно устройство для склеива ния балок, включающее корпус, прижимы и привод 1. Известен также гидравлический пресс для склеивания балок из набранных в пакет досок, включающий смонтированные на корпусе гидроприжимы и боковой зажим с упора- ми 2. ледостатком известных устройств является низкое качество склеивания Цель изобретения - повышение ка ества склеивания. Это достигается тем, что упоры выполнены в виде эксцентрично установленных поворотных колонок, которые связаны штангой, а каждая поворотная колонка снабжена зубчатым колесом, а штанга - зубчатой рейкой На фиг. 1 показан пресс со склее ной балкой; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2; на фиг. 4 - разрез В-В фиг. 1 на фиг. 5 - разрез Г-Г фиг на фиг. б - разрез Д-Д фиг. 5. Пресс состоит из корпуса 1 со смонтированными на нем гидроприжимами 2, бокового зажима 3 с упорами, прижимной штанги 4 и съемной кассеты 5, установленной ка основании корпуса 1. По торцам корпуса 1 закреплены стойки б с направляющими 7, а на торцовых стенках съемной кассеты 5 - выступы-ловители В. Кассета 5 снабжена поворотными упорами 9 для фиксации усилия сжатия балки. На корпусе 1 закреплены опоры 10, на которых в подшипниках 11 эксцентрично установлены поворотные колонки 12, на каждой из которых на кронштейнах 13 закреплены упоры 14. Плоскости примыкания упоров 14 к склеиваемой балке поочередно размещены от оси вращения колонки 12. на расстояние , соответствующее определенной ширине склеиваемой балки. Например, п|ри склеивании балки шириной устанавливается упор,размещенный от оси вращения колонки 12 на- расстоянии rj (фиг, 3), соответственно, для балок шириной &2, , &ь 1 ол и bs р PS . Для возможности регулирования упоров 14 при монтаже на кронштейнах 13 имеются пазовые отверстия 15. В верхней части каждой поворотн колонки 12 закреплено зубчатое кол со 16, находящееся в зацеплении с зубчатой рейкой 17. Последняя смон тирована на штанге 18, которая уст новлена в закрепленных на корпусе 1 втулках 19.. Штанга 18 посредством шаровой пятм 20 соединена с винтом 21, перемещающимся в резьбовой вту ,22.. - : На корпусе 1 пресса смонтированы стойки :23 с направляющи ш планками 24, в которых-установлен с возможностью перемещения при помощи силового гидроцилиндра 25 двупдечий рялч 26, шарнирно соединенный с верхней J27 и нижней 28 тягами, а посредством последних - с боковым зйзкимом ДЛЯ фиксирования бобкового сжатия служат стяжки 29. Для транспортирования съемной кассеты 5 со склеенной балкой на пЬст полимеризации имеются стропы 30. : - --f .v;: Привод гйдроприжимов 2 осуществл ется от насосной станций. Пресс работает следующим образом Производится наладка упоров для изготовления балки необходййой ишри ны. Для этого перемещением винта 21 передвигают штангу 18, одновреме но зубчатые рейки 17, находящиеся в зацеплении с зубчатыми колесами 16, поворачивак)т колонки 12 до тех пор, пока соответств тощие уПоры 14 не установятся параллельно плоскости склеиваемой балки. После этого в пресс устанавливают съемную кассету 5, которая фиксируется своими выступами-ловите лями 8 в направляющих 7 пресса. В кассету укладывают проклеенные доск набирая пакет, на который кладут прижимную штангу 4. Затем осуществляют боковое сжатие склеиваемой балки. Для этого боковой зажим 3 устанавливают вертикально и закрепляют верхней тЯгой 27. 3ключается насосная станция, и двуплечий рычаг 26 при помощи гидроцилиндра 25 начинает боковое сжатие балки. При этом происходит выравнивание досок в пакете/ фиксируемое затем стяжками 2д. После этого гидооцилиндр 25 отклйчаЗот. Снова включается насосная станция, и по достижений заданного рабочего давления происходит сжатие балки. Усилие сжатия фиксируют ynopewm 9, отключают гидросистему и поднимают гидроприжимы 2. после этого кассету 5 со склеенной балкой поднимают стропами 30, снимают с пресса и транспортируют на пост полимеризации. . При необходимости изготовления балки другой ширины, чем прёдьщущая, переналаживают упоры 14, загружают другую съемную кассету 5, и технологический цикл склеивания набранных в пакет досок повторяется. Формула изобретения 1.Пресс для склеивания балок из набранных в пакет досок, включающий смонтированные на корпусе гидроприжи) и боковой зажим с упорами о т л и ч а ю щ и и с я тем, что, с целью повышения качества склеивания, упоры выполнены в виде эксцентрично установленных поворотных колонок, кбторыё связаны общей штангой. 2.Пресс по п. 1, о т л и ч а ющ и и с я тем, что каждая поворотная колонка снабжена зубчатым колесом, а штанга - зубчатой рейкой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 458447, кл. В 27 М 1/02, 1975. 2.Авторское свидетельство СССР 444650, кл. В 27 М 1/02, 1975.
гв p 2
п гг
/-Vx
ю ZL .
Г Г
16 12
9иг f
Д-Д
//////////////У Л
IS
