1
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности, в частности при производстве, беспазовых электрических машин.
Известен способ изготовления катушечных групп беспазовых статоров электрических машин, согласно которому ферромагнитные элементь катушечных групп беспазового статора предварительно покрывают Термопластичным материалом, например, пленкой термопластичной пластмассы, располагая ферромагнитные элемен г параллельно пруг другу на расстоянии, равном ширине перегородок между ручьями намоточного шаблона, затем из ряда связанных пленкой ферромагнитных элементов образуют блоки, которые накладывают на активные стороны Hah/ioTOMHOro шаблона, фиксируют; их поблочно и поэлементно; после чего осуществляют рядового намотку проводников. Далее, с целью изойтши и скрепления слоев катушечт Ых
групп, путем оплавления термопластичного материала, через активные слои катушечных групп пропускают ток 1 .
Однако, изготовление ферромагнитных элементов в виде отдельно нарезанных пластин и покрытие их термопластичньпи изоляционным материалок усложняет технологический процесс изготовления обмотки..-
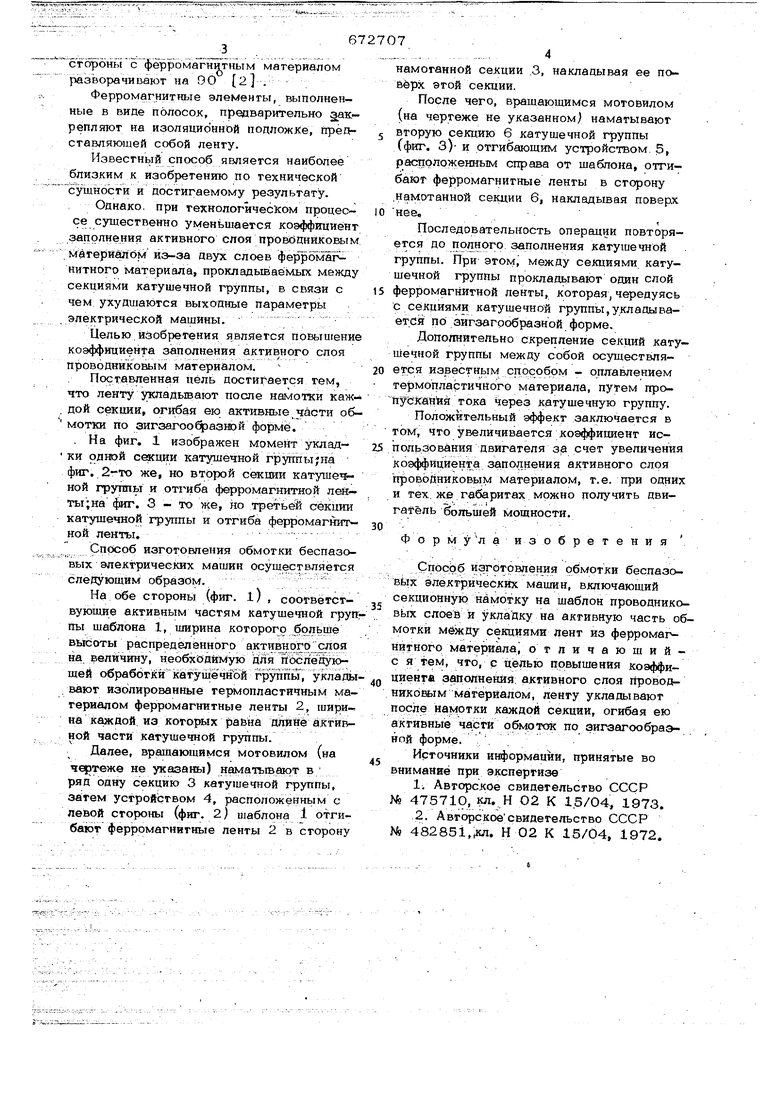
Известен также способ изготовления катушечных групп электрических машин, согласно которому провод на шаблон наматывают секциями, причем тиирина каждой секции меньше обшей высоты распределительного активного слоя электрической машины, затем непосрепственно к секциям крепят ферромагнитные элементы располйгая: их симметрично и вдоль оси шаблона, после чего секции снимают с шаблона и одновременно прокладывают между Ними ферромагнитные элементы, складывая их в гармошку, после окончания формирования- катушечной группы в стороны с омагнитным материалом 2 . . раз вора чииаюг на О О Ферромагнитгале элементы, выполненные в виде полосок, предварительно закрепляют на ИЗОЛЯЦИОННОЙ подложке, fipefb ставляющей собой ленту. Известный способ является наиболее близким к изобретению по технической сушности и достигаемому результату. Однако, при технологическом процессе существенно уменьшается коэффициент заполнения активного слоя провЬднйКовым .материалом из-за двух слоев ферро магнитного материала, прокладываемых между секциями катушечной группы, в связи с чем ухудшаются выходные параметры электрической машины. Целью.изобретения является повышение коэффициегста заполнения активного слоя проводниковым материалом. Поставленная цель достигается тем, что ленту укладьюают после намотки каждой секции, огибая ею активные части об мотки по зигзагоофазной форме. , На фиг. 1 изображен момент уклад ки одной секции катушечной г руппы;на фиг..2-то же, но второй секции катугиечной группы и отгиба ферромагнитной лей- ты на фпг, 3 - то ке, но третье секции катушечной группы и отгиба ферромагнитной ленты, Сп0соб изготовления обмотки беспазовых электрических машин осуществляется следующим образом. На обе стороны (фиг. l) , соответствующие активным частям катушечной гру пы шаблона 1, ширина которого больше высоты распределённого активнрго лоя на величину, необходимую для последующей обработки катушечнЪй группьТ, уклады вают изолированные термопластичным ма териалом ферромагнитные ленты 2, ширина каждой из которых равна д)1й1Йё активной части катушечной группы. Далее, вращающимся мотовилом (на чертеже не указаны) наматывают в ряд одну секцию 3 катушечной группы, затем устройством 4, расположеннь1м с левой стороны (фиг. 2) шаблона 1 отгибают ферромагнитные ленты 2 в сторону намотанной секции .3, накладывая ее пойёрх этой секции. После чего, вращающимся мотовилом (на чертеже не указанном/ наматывают вторую секцию 6 катушечной группы (фиг. З)- и отгибающим устройством. 5, расположенным справа от шаблона, отгибают ферромагнитные ленты в сторону .намотанной секции 6, накладывая поверх нее, Последовательность операции повторяется до полного заполнения катушечной группы. При этом, между секциями катушечной группы прокладь 1вают один слой ферромагнитной ленты, которая, чередуясь с секциями катушечной группы,укладывается по зигзагообразной форме. Дополнительно скрепление секций катушечной группы между собой осушествляется извесгньш способом - оплавлением термопластичйого материала, путем процуСканйй тока через катушечную группу. Положительный эффект заключается в том, что увеличивается коэффициент использования двигателя за счет увеличения коэффйциент а заполнения активного слоя проводниковым материалом, т.е. при одних и тех. же габаритах можно получить двигатель большей мощности. Ф о р м ул а и 3 о б ре т е ни я СпосЬб изготовления обмотки беспазоBbix электрических машин, включающий секционную нймотку на шаблон проводнико ьтх слоев и укладку на активную часть обмотки между секциями лент из ферромагнитного материала, отличающийс я тем, что, с целью повышения козффициенга заполнения активного слоя проводниковым материалом, ленту укладывают после намотки каждой секции, огибая ею активные части ойлрток по эигзагообраэной форме. ,. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №475710, кл. Н О2 К 1.5/04, 1973. 2.Авторскоесвидетельство СССР № 482851,01. Н 02 К 15/04, 1972.
..----: - ; i 5й i ;« Фиг. 1 Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катушечных групп электрических машин | 1972 |
|
SU482851A1 |
| БЕСПАЗОВЫЙ ЦИЛИНДРИЧЕСКИЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2206168C2 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления катушечных групп беспазового статора электрических машин | 1973 |
|
SU475710A1 |
| Устройство для изготовления беспазовых статоров электрических машин | 1980 |
|
SU907710A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Устройство для изготовления катушечных групп беспазовых статоров электрических машин | 1972 |
|
SU454860A1 |
| Беспазовый статор электрической машины | 1980 |
|
SU886142A1 |
| Способ изготовления катушечных групп беспазовых статоров электрических машин | 1974 |
|
SU535668A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2120172C1 |

Риг.З
