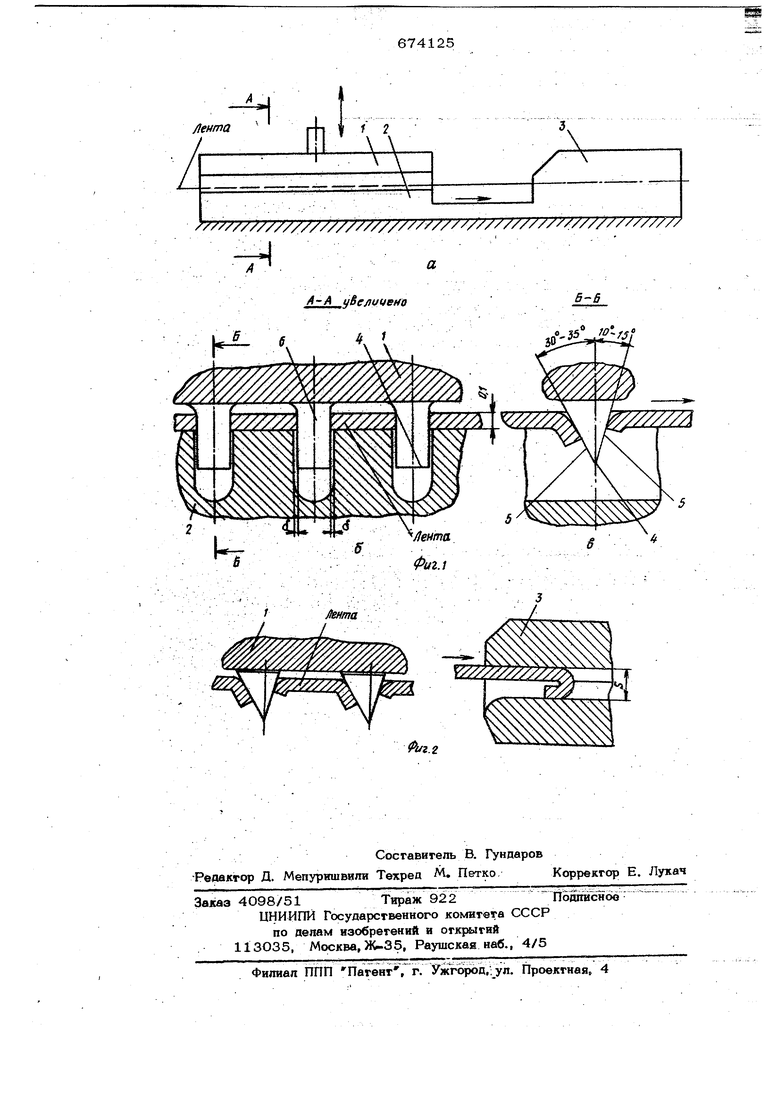
разрезы по А-А и Б-Б; на фиг. 2 пока- ; зана схема образования заусенцев И его отгиб в фильере.
Предложенное устройство сЬдер кит подвижный пуансон 1 с колкших зубьев и неподвижную матрицу 2 с канав 7 й%и и выступами с заостренными кромками, выполненную заодно с фильерой 3.
При этом итрйна пазов неподвижной матрицы равна толшине зубьев пуансона пригнанных с зазором 6 , рбеспечиваюшим хороший срез перфорируемого материала. Зубья йуйнсЬйа, tiMieiOiuero возв рйЙ сйШ1 гШтёп1ьн6в Д в плосксхгти, перпендикуп5фной плоскости матрицы, ьшШнены вёртйкайь;нымй випоскости перпёншисулярной ДлШё KfiHiaBbKйЖтрййЬ, и в плоскости, паралпепьйой длине канавок м атрйцы, стенки зубьев скошень от вершинь подутлами 10-15 и 30-35 , обра; я режущий клин с гранй 4 гранями 5 и плоскостями 6, Высота щели фильеры равна 0,3-0,4 высоть лблюшегр .зуба. высоте щели меньше 0,3 ндсрты зуба раэрь ваются перемычки между отверстиями в направлений двнжекия ленты, а при высоте шели больше 0,4 заусбиец отгибается не полностью и при последук шйх тёхн6погичесй Ш отёра1сВЙШ Ч5Ш йчнр )ёК1.гвает отверстие.
Работает. устройство спедуюшим обраЗОМ, ,,,,.1 .,-,.„ J.-,,,:-,;. .. , --..л;-. -:„..
Пер4 орируемая лента прот$1гивабтся между пуансоном 1с копк ййми- зубьями и матрицей 2 с канавЬамй и выступами и далее через шепь фильеры 3.
В процессе перфорирования зубья пуансона 1 касаются своими гранями 4 поверхности перфорируемой лен ть5 в направлении перпендикулярном, плоскости матрицы (поперек ее канавок) и при движении
674125
пуансона вниз прорезают ленту. При дальнейшем движении пуансона вниз лента режется гранями 5 клина, а заусенцы отгибаются вовнутрь канавок матрицы 2 плоскостями .6При движении пуансона вверх левита, освободившись от зубьев, протягивается через фильеру 3, высота шели которой равна 0,3-0,4 высоты колющего зуба, при этом заусенец отгибается в сторону протившоложную движению ленты.
Применение предлагаемого устройства позволяет повысить стойкость инструмента в раз и получить ламельные ленШ с otorHyTbiMH заусенцами.
Ф о р м ула изобре тения
Устройство для перфорирования ламельной ленты щелочного аккумулятора, содержашёе матрицу с канаВками и выступами с заостренными кромками и пуансон с коЛКШ1ИМИ зубьями, стенки которого скошены в обе стороны в плоскости, параллельной длине канавок матицы, о т л и ч а юшее с я тем, что, с целью повышения стойкОсМ зубьев и обеспечения отгибания заУсенЦёВ на перфорированной ленте, аубья исполнены с вертикальными с теаками в плоскости, перпендикулярной длвне канавок матрицы, а матрица снабжена фильерой, причем высота шелв фйлье равна 0,3-0,4 высоты колюшего зуба.
Источники информации, принятые во внимание при экспертизе
1.Дасо н М. А. и др. Производство аккумуляторов М., Высшая школа, 1970, стр. 342.
2.АвШрское свидетельство СССР
J 350075, кл. НО М 10/28, 1972.
rtLb
I
А А иВеаииеиа
IT
а
5-6

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перфорирования ламельной ленты щелочного аккумулятора | 1982 |
|
SU1035686A1 |
| Устройство для перфорирования ламельных лент щелочного аккумулятора | 1974 |
|
SU522531A1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРАЦИИ ЛЕНТЫ | 1992 |
|
RU2046459C1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ЛАМЕЛЬНОЙ ЛЕНТЫ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1996 |
|
RU2120157C1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1987 |
|
RU1466099C |
| Устройство для перфорирования тонких длинномерных заготовок | 1990 |
|
SU1701106A3 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2012 |
|
RU2500497C1 |
| Устройство для нанесения пасты на ленточный электрод щелочного аккумулятора | 1976 |
|
SU621040A1 |
| Способ перфорирования ламельной ленты | 1982 |
|
SU1136233A1 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ | 1991 |
|
RU2119424C1 |