В известных гидравлических прессах для изготовления труб из металлических болванок оправка для выталкивания сердцевины болванки и образования трубы устроена передвижной внеред и назад, независимо от прессующего штампа. В этих прессах оправка гонится вперед особой, проходящей через цилиндр и поршень пресса, штангой, с помощью гидравлического рабочего цилиндра, расположенного позади прессовочного цилиндра. С этой установкой связан тот недостаток, что в том месте, в котором оправочная штанга вступает в поршень пресса, приходится устраивать трудно доступное сальниковое уплотнение, так как оно лежит внутри прессовочного цилиндра, благодаря чему ири разбалтывании этого уплотнения неизбежно получается длительное нарушение рабочего процесса.
Предлагаемый гидравлический пресс для изготовления металлических труб предназначается для устранения этого недостатка и для достижения преимуществ, связанных с тем, что оправка приводится в движение не вполне независимо от прессовочного штампа, как
обычно, но на известных участках движение ее происходит совместно со штампом.
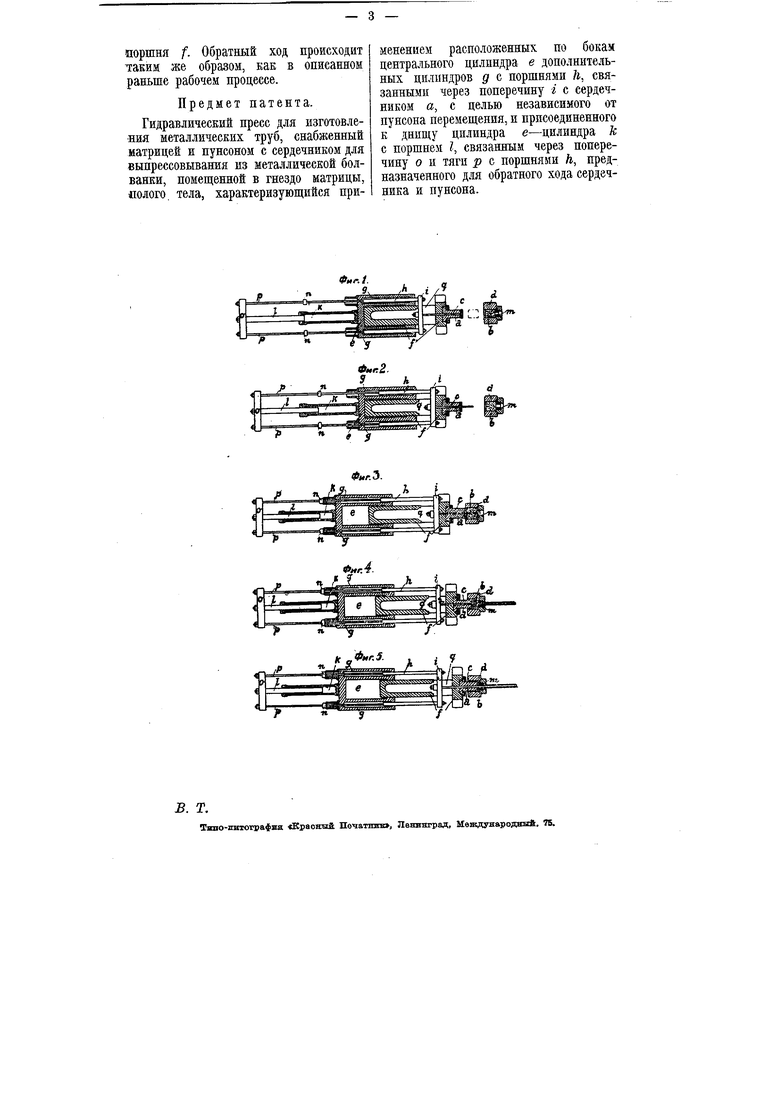
На прилагаемом чертеже фиг. 1-5 схематически изображают предлагаемый пресс в пяти различных его рабочих положениях, со следующими обозначениями: о-оправка, служащая для выталкивания сердцевины из металлической болванки 5; с-штамп пресса, выпрессовывающий продырявленную металлическую болванку Ь е-центральный цилиндр пресса; f-его поршень, передающий нрессовочное движение на штамп; д-цилиндры для подачи оправки а; Л - относящиеся к цилиндру поршпи, г-поперечина, связывающая поршень /I с оправкой а; /с-цилиндр обратного хода и I-поршень обратного хода, связанный поперечиной и штангами с поршнями h и поперечиной г.
Двигающие оправку поршни 7t скользят в расположенных сбоку, возле прессовочного цилиндра, цилиндрах д в доступных внешних сальниках, а поршеньоб)атного хода, устроенный в удлинении прессовочного цилиндра, соединен с поперечиной онравки г.
На фиг. 1-5 показан способ действия пресса.
Фиг. 1 показывает пресс в оттянутом полол ении. В этом пололгении оправка а, целиком оттянута внутрь прессовочного штампа с, благодаря чему в патрон и может быть введена металлическая болванка. После этого, в цилиндры, посредством распределительного приспособления, впускается напорная вода, в то время, как цилиндр обратного хода /с приводится в сообщение со спускным трубопроводом. Поршни 7г, действуя помощью поперечины г, выталкивают оправку и так далеко вперед, пока поперечина г не пройдет через находящуюся в прессующем поршне f прорезь, и не упрется в переднюю степку этого поршня. Это положение показано на фиг. 2. Начиная с этого момента, при дальнейшем поступательном движении оправки, увлекается в ход прессовочный норшень вместе со штампом с, при чем в цилиндр пресса впускается вода под низким давлением. Это происходит до тех пор, пока оправка не продырявит -болванки Ъ и ее передняя часть не вступит в отверстие матрицы т. В этом положении, показанном на фиг. 3, движение оправки может быть прервано. Для того, чтобы оправка проникала в матрицу постоянно и на должную длину, на штангах обратного хода предусмотрены нереставные упоры п. Затем в прессовочный цилиндр е пускается напорпая вода, так что один лишь прессующий поршень двигается вперед, который переносит давление пресса, посредством штампа, на метал.лическую болвапку и выдавливает материал болванки сквозь зазор, образуемый матрицей да и онравкой о. Фиг. 4 показывает положение во время этого прессовочного хода. Когда же болванка целиком выжата из патрона и прессующий поршень достигает своего крайнего положения при прессовании, то задняя часть его оказывается настолько близкой к поперечине, что почти касается ее; это положение изображено на фиг. 5. Затем, через переключение распределит:ельного приспособления, в прессовочном цилиндре е и цилиндрах д понижается давление, а цилиндр It обратного хода ставится под давление таким образом, что поршень обратного хода возвращает поршни подачи ft, поперечину г, оправку а, прессующий поршень /, штамп с в исходное, показанное на фиг. 1, положение.
Может быть осуществим и другой порядок работы. Для этого пресс приводится в положение, указанное на фиг. 3. Оправка не устапавливается при помощи упоров тг, но последние сперва устраняются, так что приспособление, приводящее в движение оправку, и сама оправка принимают участие в дальнейшем продвижении штамна, т.-е. в прессовочном ходе. При обратном ходе поперечина г проходит сначала сквозь прорезь прессующего поршня, а при дальнейшем обратном движении увлекает норшень, отводя его в исходное положение. Нри таком способе действия, оправка во время прессовочного хода с одинаковой скоростью принимает участие в движении штампа. Но можно достигпуть и того, чтобы оправка во время прессовочного хода продвигалась с большей скоростью, чем штамп; Для этой цели в поперечину г закладывается оправка такой длины, чтобы опа выступала в положении, указанном на фиг. 1, из штампа, примерно, на длину болванки. В данном случае в прессовочный цилиндр сперва впускается напорная вода и, притом, пока продолжается холостой передний ход впускается вода преимущественно низкого давления. Этим поперечина г с оправкой а увлекаются, во время холостого хода, находящимся под давлением прессующим поршнем f, таким образом, чтобы при достижении оправкой матрицы, когда начинается выдавливание болванки, понеречина г все еще находилась у заднего конца прорези, в прессующем поршне f. В нродолжение прессовочного хода напорная вода одновременно пускается в прессовочный цилиндр и цилиндры подачи д, при чем впуск воды в цилиндры регулируется, при посредстве дроссельного приспособления, таким образом, чтобы поршни Ъ с оправкой двигались с большей скоростью, чем прессующий поршень f со штампом с. Но окончании прессовочного хода, поперечина г оказывается настолько продвинутой, что будет упираться в переднюю сторону прессующего
поршня /. Обратный ход происходит т:аким же образом, как в описанном раньше рабочем процессе.
Предмет патента.
Гидравлический пресс для изготовления металлических труб, снабженный матрицей и пунсоном с сердечником для выпрессовывания из металлической болванки, помещепной в гнездо матрицы, яолого. тела, характеризующийся применением расположенных по бокам центрального цилиндра е дополнительных цилиндров д с поршнями ft, связанными через поперечину г с сердечником а, с целью независимого от пунсона перемещения, и присоединенного к днищу цилиндра е-цилиндра k с поршнем , связанным через поперечину о и тяги р с поршнями ft, предназначенного для обратного хода сердечника и пунсона.