Изношенные вальцовочные оправки, заправленные обычно в закрытых матрицах, восстанавливаются на трубопрокатных заводах для дальнейшего употребления при помощи гидравлических прессов. Так как оправки вполне охватываются матрицей, то необходимо иметь особую матрицу для оправки каждого диаметра. Так как на прокатном заводе вальцуются трубы различнейших диаметров, то необходимое число этих дорогих матриц велико. Процесс работы с такими закрытыми матрицами также хлопотлив, так как оправку, вследствие полукруглой формы нижней матрицы, приходится вставлять в матрицу и опять вынимать из нее с помощью особого приспособления. Предлагаемое приспособление к гидравлическим прессам для осаживания оправок может применяться для матриц всех встречающихся диаметров труб, так что таким образом имеется в виду устранить необходимость в сменных матрицах. Кроме того, при этом излишни особые устройства для вставки и вынимания оправок. Оправка зажимается между переставной в вертикальной плоскости шиной и крышеобразной колодкой, также переставляемой в вертикальной плоскости.
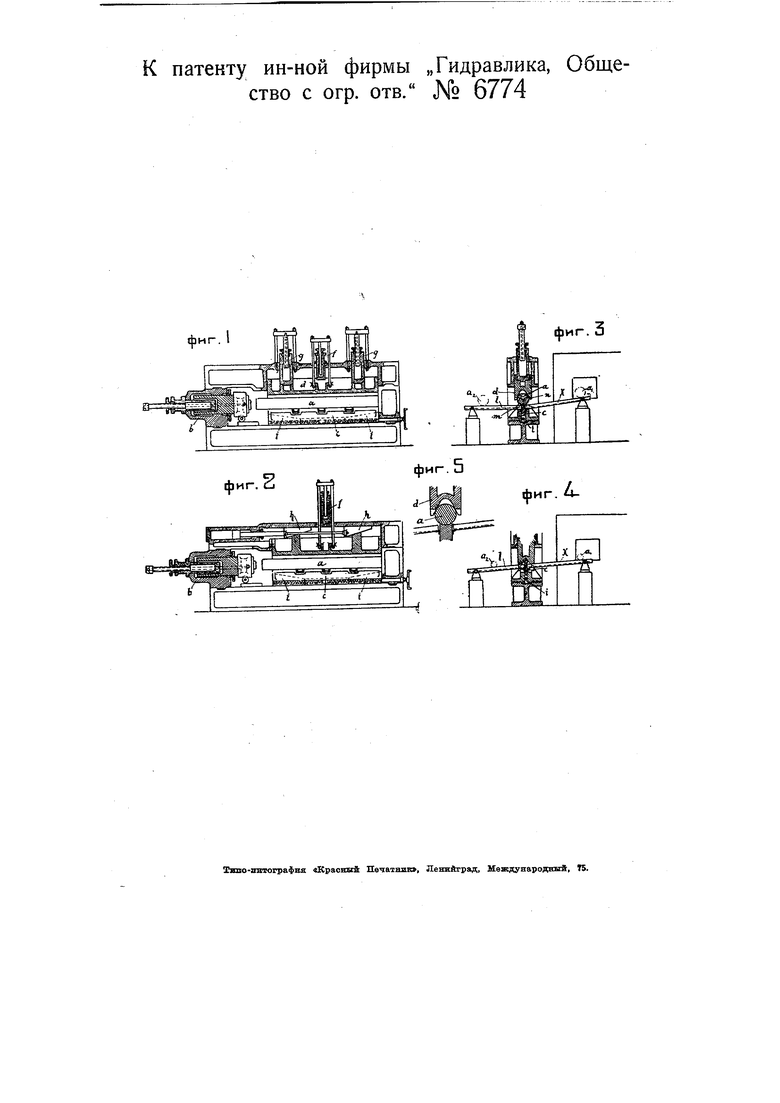
Па фиг. 1 чертежа изображен продольный разрез гидравлического пресса, на фиг. 2-то же, с приспособлением для закрепления верхней колодки, на фиг. 3- поперечное сечение гидравлического пресса в применении к наиболее крупной из встречающихся онравок, на фиг. 4 - то же, при наиболее мелкой оправке, на фиг. 5-предлагаемое зажимное приспособление в увеличенном масштабе.
На фиг. 1-5 показаны: подлежащая осаживанию вальцовочная оправка а и гидравлический цилиндр Ь, производящий давление на оправку. Для того, чтобы предохранить оправку при осаживании от продольного изгиба, устроены: снизу поддерживающая оправку полоса с, а сверху могущая подниматься д опускаться верхняя зажимная колодка d. Пнжняя часть этой колодки касается оправки только по двум линиям ее цилиндрической поверхности и может применяться для оправки любого диаметра. Внутренние поверхности верхней колодки располагаются под углом в 60° друг к другу для того, чтобы зажатая между, полосой и верхней колодкой оправка опиралась в трех равномерно распределенных по окружности оправки местах (точках). Для поднятия и опускания
верхней колодки применяется гидравлический цилиндр f, который перед осаживанием опускает верхнюю колодку до оправки,а после осаживания поднимает ее опять настолько, чтобы можно было удалить оправку из пресса. Для того, чтобы предотвратить при осаживании уклонение верхней колодки в сторону, можно применить зажимные цилиндры д. Верхнюю колодку молшо также запирать посредством клиньев /г, передвигаемых гидравлическим или каким-нибудь иным путем. Подпорная полоса с устанавливается с помощью клиньев г, приводимых в движение от руки или иным способом, соответственно различным диаметрам онравок, при чем оси подлежащих осаживанию оправок должны всегда совпадать с направлением оси осадочного цилиндра Ь. На фиг. 3 показана осаживаемая наиболее крупная (по диаметру) из встречающихся оправок. При этом подпорная полоса с занимает наиболее низкое положение; напротив, на фиг.- 4, при осаживании наиболее слабой (тонкой) оиравки, она занимает свое наивысшее положение.
Для того, чтобы избежать применения приспособлений для вставления и вынимания оправок, рельсы ft и I, служащие для . подведения и удаления оиравок, прикрепляются к подпорной полосе с. Таким образом, при перемещении иодпорной полосы с рельсы также подымаются или опускаются, так что онравки всех диаметров наипростейшим образом могут вкатываться в пресс или выкатываться из него после процесса осаживания. На фиг. 2 и 4 положение онравок до помещения их в пресс и после удаления их из него обозначено буквами а и а. Рельсы и и рекомендуется располагать таким образом, чтобы они имели некоторый наклон как при наиболее высоком, так и при наиболее низком положении ноднорной полосы с. С целью воспрепятствовать, при вставлении оправок в пресс, перекатыванию их через полосу с можно применять упоры т (фиг. 3), которые от руки или какимлибо другим способом спускаются иод рельс Z, когда оправка должна катиться по рельсам I.
Поверхность подпорной полосы с сделана, согласно фиг. 2, плоской. Но ее молгно также, согласно фиг. 5, делать слегка вогнутой, благодаря чему оправки при вкатывании автоматически удерживаются в средней плоскости нресса, при чем изображенные на фиг. 3 уноры т становятся излишними. Точной установки оправки при этом не требуется, так как оправка при спуске верхней колодки автоматически попадает в центрированное положение. Для того, чтобы иметь возможность при установке тонких оправок достаточно низко спустить верхнюю колодку, она снабясена выемками «, в которых входят рельсы ft и г при наиболее низком положении верхней колодки.
Клинья ft и г могут иметь вместо продольного положения, согласно чертежа, также поперечное положение относительно пресса.
Предмет патента.
Зажимное приспособление к гидравлическим прессам для осаживания онравок, характеризующееся тем, что зажимная колодка d снабжается поддерживающими по ее длине подушками в виде клиньев Ъ и цилиндров gr, подпорная же полоса с делается переставной в вертикальной плоскости-с целью центрирования обрабатываемого предмета. к патенту ин-ной фирмы ство с огр. отв. „Гидравлика, Обще№ 6774
фиг. I фиг. 2
фиг. 3 фиг. 5 фиг. о

